Сегодня я познакомлю вас с различными дефектами металлического литья и фотографиями, обнаруженными в процессе производства жидкого литья. Это распространенные дефекты отливки в песчаные формы на поверхности и внутри деталей из чугуна и стального литья.
1. Дыра и точечное отверстие
Это пустотный дефект, который также делится на точечные отверстия и подземные поры. Точечные отверстия – это очень маленькие отверстия, некоторые из них можно увидеть на поверхности. Подземные воздушные отверстия можно увидеть только после обработки или шлифования.
После механической обработки или шлифования можно обнаружить большинство подземных пор. Если поверхность ровная, наши отливки можно проверить с помощью ультразвукового дефектоскопа.

Точечный дефект
2. Дефект горения песка
К этому дефекту относятся химические ожоги и проникновение металла. Обычно за углом можно увидеть излишки металлического материала. Это из-за плохого песка. Металл проник в песчаную форму.

Дефект горения песка
3. Включения песка и включения шлака.
Эти дефекты еще называют паршой или черной паршой. Это дефекты включения. Похоже, внутри металлической отливки есть шлак.

Дефекты песчаных включений
4. Дефекты песчаной скважины
Отверстие под песок – типичный дефект усадки. После пескоструйной обработки или механической обработки вы увидите пустоты. Песок выпадает из песчаной формы, скатывается в жидкий металл и образует пузыри.
Это проблема песчаной формы или слишком высокий расход металла. Этот дефект может устранить литейный завод.

Дефект песчаной скважины
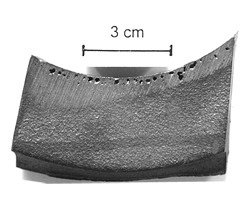
5. Дефект холодного прилегания
Также называется холодным отключением. Это трещина с закругленными краями. Холодный притир связан с более низкой температурой плавления или плохой системой затвора. Это не просто дефект поверхности. Как правило, это место может вызвать утечку воздуха, и, кроме того, материал в этом месте будет низкого качества и, следовательно, может быть хрупким.

Дефект холодного перехлеста
6. Вспышка, плавник и заусенцы
Совместную вспышку также называют плавником, который представляет собой тонкий выступ на поверхности металлической отливки. В процессе очистки и шлифования следует удалить заусенцы стыков.
Острые ребра и заусенцы – аналогичные проблемы с заусенцами. На самом деле, большая вспышка – это проблема литья, и литейщик должен улучшить ее, изменив узор. Однако мелкие ребра и заусенцы не являются дефектами литья, литейному предприятию необходимо их только отшлифовать и удалить.

Вспышка, плавник и заусенцы
7. Дефект Mistrun.
Это неполный дефект отливки, приводящий к незаконченной отливке. Края дефекта округлые, гладкие.

Дефект Mistrun
8. Дефект усадки пористости.
Дефекты усадки включают рассеянную усадку, микроусадку и пористость. За большой пористостью на поверхности их легко увидеть. Однако для меньшей дисперсии усадки вы можете увидеть их после обработки. На рисунке ниже показано уменьшение пористости. Плотность металла очень низкая, и после обработки можно увидеть множество мелких отверстий.

Дефект усадки пористости
9. Дефект усадочных полостей.
Их также называют усадочными полостями, которые являются серьезным типом усадочных дефектов, и вы легко можете увидеть эти отверстия на шероховатой поверхности металлической отливки. Литейные заводы могут улучшить свои ворота и вентиляционные системы, а затем решить эти проблемы с усадкой.

Дефект усадки
10. Депрессия усадки
Этот дефект также является разновидностью усадочного дефекта, который выглядит как углубление на поверхности металлической отливки. Хотя этот дефект не так серьезен, как усадка, он все же приводит к плохому качеству поверхности и могут быть некоторые внутренние дефекты, поэтому литейному предприятию следует попытаться устранить или улучшить его.

Депрессия усадки
11. Дефекты кожи слона.
Это поверхностный дефект, который может вызвать неровности или морщины на поверхности. Этот дефект вызван перепадом температур расплавленного металла или плохой песчаной формой.

Дефекты кожи слона
12. дефект вен
Его еще называют крысиным хвостом, он выглядит как множество мелких водяных следов на поверхности металлической отливки. Иногда это вызвано низкой температурой расплавленного металла или неправильной системой управления заслонкой и выхлопной системой.

Дефект вен
13. шероховатая поверхность
Шероховатая поверхность также является дефектом поверхности. Нормальная шероховатая поверхность не может считаться дефектом, но слишком шероховатая и неровная поверхность будет считаться дефектом.

Шероховатые дефекты поверхности
14. Несовпадение и дефекты смещения
Этот вид дефекта формы вызван смещением заусенцев формы. Это приведет к смещению линии разъема. Рядом с линией разъема левая сторона может быть на несколько миллиметров ниже или выше другой стороны. Линия разъема не является дефектом, но если высота слева отличается от высоты справа, это будет дефект отливки. Если нет особых требований, допускается несоответствие менее 1 мм. Для процесса литья в песчаные формы невозможны никакие несоответствия.
Однако, если несоответствие влияет на функцию отливки, литейный завод должен контролировать его, шлифовать или обрабатывать в соответствии с требованиями.


Несоответствие дефектов формы
15. Механическое повреждение.
Это не дефект литья, а настоящий литьё.проблема качества, с которой вы можете столкнуться. Это повреждение во время обработки или доставки. Рабочие должны уделять этой проблеме больше внимания.

Дефект механического повреждения
16. Дефекты, содержащие шлаковые включения.
Этот вид дефекта еще называют инородными включениями, включениями шлака. Обычно шлак состоит из расплавленного металла. В процессе плавки металла литейный цех должен тщательно удалить грязь и включения, иначе эти включения выльются в отливку.

Дефекты шлаковых включений
17. Выступающий дефект плесени.
Из-за рассеивания жидкого металла бутылка формы поднимается, в результате чего верх отливки становится выше или толще, чем нижняя часть.

Выпуклый дефект плесени
18. Дефект трещины
Трещины обычно возникают внутри металлических отливок. Этот дефект ухудшит физические свойства металлической отливки. На поверхности тоже есть трещины.


Дефект трещины
19. Аномальный узелковый дефект.
По многим причинам скорость сфероидизации графита высокопрочного чугуна будет затронута, что приведет к низкой скорости сфероидизации. В металлографический микроскоп графитовые шарики почти не разглядеть, зато можно увидеть много червеобразных графитов.
Это существенный вопрос. В таком случае его механические свойства не будут соответствовать стандартным требованиям, что может привести к повреждению литого изделия во время использования.
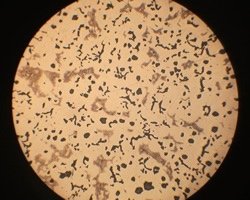
Аномальный узелковый дефект
20. Дефекты неравномерной твердости.
Это означает, что твердость на одной и той же поверхности неоднородна. Твердость неоднородна, и некоторые детали могут иметь очень высокую твердость. При переходе в более твердую позицию обработка станет более сложной. Сверло может быть повреждено.
Это существенный вопрос. Места с более высокой твердостью могут остывать быстрее, чем отдельные участки.

Неравномерная твердость
21. Дефект в виде капли песка
Его еще называют измельченным песком. Некоторые комки песка выпадают из песчаной формы, что приводит к образованию песчаных ям аналогичной формы или незавершенности. Это проблема песчаных форм. Песочная форма может быть недостаточно плотной.

Дефект капли песка
22. Проблема деформации.
Эта проблема приведет к чрезмерным допускам на плоскостность и прямолинейность. Для длинных отливок и плоских отливок с тонкими стенками это очень распространенный дефект. Причина – естественная деформация песчаной формы или воздуха в процессе охлаждения. Иногда эту проблему может вызвать чрезмерная пескоструйная очистка.

Проблема деформации
23. Проблема ремонта сварки.
После ремонта сваркой, даже после механической обработки или полировки, следы сварки все еще видны. Для несущественных литых поверхностей эти отметки должны быть приемлемыми, если заказчик разрешает ремонт сваркой. Однако для мест, подверженных высокому давлению, или если заказчик категорически запрещает ремонт сваркой, эти отметки будут считаться дефектами.

Знак ремонта сварки
24. Метка холодного железа
Чугун может эффективно уменьшить усадку ключевых деталей, поэтому на заводах по производству чугуна очень распространено использование чугуна. Однако края холодного утюга можно четко обнаружить при визуальном осмотре. Если эти отметины не влияют на внешний вид, некоторым покупателям не потребуется их шлифовать. Однако заказчики могут потребовать от производителя отливок шлифовать их, чтобы получить лучший внешний вид поверхности. Имейте в виду, что эти отметки не следует рассматривать как дефекты отливки.

Метка холодного железа
25. Дефекты застывания отливок.
Его еще называют «белое железо». Поверхность отливки с этим дефектом будет очень белой, блестящей и гладкой. Дефектные отливки хрупкие и хрупкие, поэтому некоторые кромки и наконечники ломаются во время обработки. Этот дефект вызван низкой температурой песчаной формы, и она преждевременно покидает песчаную форму, поэтому горячее железо быстро охлаждается. Соответствующая термическая обработка отжига может решить этот дефект.

Дефекты застывания отливок
26. Массивный свободный карбид
На металлографических фотографиях можно увидеть много твердых сплавов без рыбьей кости. Это серьезный дефект чугуна, который обычно встречается в высокопрочном чугуне. Из-за дефектов обратного охлаждения и плохой модификации карбиды будут некачественными, что приведет к хрупкости высокопрочного чугуна и ухудшению сварочных характеристик. Термообработка с высокотемпературным отжигом может улучшить его качество.
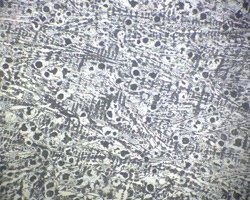
Массивный свободный карбид
27. Холодное короткое или короткое глажение.
Этот дефект еще называют внутренним потоотделением. В отливке присутствует железная фасоль. Это происходит из-за неразумной конструкции управления заслонкой, в результате чего расплавленное железо внезапно превращается в бобы, а затем эти бобы заворачиваются в другое расплавленное железо. Это поверхностные дефекты, но если они расположены в критических местах, они могут вызвать серьезные проблемы с жидким навозом.

Холодное короткое железо
28. Дефект зачистки
Лист железа на поверхности отливки очень тонкий. Два этажа. Это связано с тем, что система вентиляции нецелесообразна, что приводит к очень тонкому слою воздуха. Этот дефект является дефектом поверхности, поэтому его обычно можно отшлифовать. Однако, если это не только на поверхности, от него следует отказаться.

Дефект зачистки
29. Флотация графита чугуна.
Это деFect – это материальная проблема. Это вызвано низкой температурой разливки и высоким содержанием углерода. Этот дефект очень вреден и может привести к получению очень хрупких материалов. На изломанной поверхности можно увидеть явную черную поверхность, вызванную дефектом.

Плавучий чугун с графитом

