Otomotiv, Tarım, İnşaat ve Elektrik Sektörü İçin Gri Döküm…
Çin'deki gri döküm dökümhanelerinden biri olan Yide Casting, gri demirden yapılmış metal parçalar ve bileşenlerin üretiminde uzmanlaşmıştır ve ayrıca nihai ürünün uygun olmasını sağlamak için ısıl işlem ve işleme gibi ön ve son işlem hizmetleri sunmaktadır. müşteri özellikleri. Gri dökme demir, ince taneli yapısı ve yüksek sünekliği, yüksek gerilme mukavemeti ve iyi aşınma direnci ile karakterize edilir, döküm için ideal malzemedir çünkü kolayca karmaşık şekillere dönüştürülebilir ve diğer metal işleme biçimlerine kıyasla nispeten ucuzdur.
Çin'de güvenilir bir gri demir döküm tedarikçisi ve üreticisi mi arıyorsunuz?
Çin'de güvenilir bir gri demir döküm üreticisi ve tedarikçisi mi arıyorsunuz? Doğru yere geldiniz. Yide Casting, Avrupa, ABD, Birleşik Krallık, Japonya, Fransa, Arjantin, Ekvador, Meksika, Şili, Almanya, Brezilya, Çek Cumhuriyeti, İspanya'ya kaliteli gri demir döküm parçaları sağlayan profesyonel bir gri demir döküm üreticisi ve tedarikçisidir. Rekabetçi bir fiyat ve hızlı teslimat ile Portekiz, vb. Ayrıca müşterilerimiz için özelleştirilmiş döküm çözümleri sunuyoruz. Ücretsiz özelleştirilmiş döküm örneği mevcuttur. Tüm pik döküm parçalarımız takip edilebilir, her döküm parçanın kalitesini taahhüt ederiz. Özelleştirilmiş bir döküm çözümü sağlayıcısına veya döküm imalat hizmetine ihtiyacınız varsa bize e-posta gönderin.
Gri Döküm Ürünleri
Yide Döküm, kendi pik döküm fabrikamıza sahip bir pik döküm şirketidir, bu yıllarda çok sayıda dökme demir gri ürün kasamız oldu. İşte aşağıda gösterilen özel gri demir döküm parça ürünleri. Pik döküm parçalarımız, transpalet yedek parçaları, transpalet pompası, tekerlek anahtarı göbeği, transpalet parçaları, döküm el pompaları, döküm konnektörü ve valf çarkı kolu ile sınırlı değildir…
Neden Yide Casting'i Özelleştirilmiş Demir Döküm Parça Ortağınız Olarak Seçmelisiniz?
30+ Yıl Demir Döküm Tecrübesi
Demir döküm dökümhanemiz, demir döküm imalatında 30 yılı aşkın deneyime sahip, sahip olunan ve işletilen ikinci nesil bir aile şirketidir.
Yüksek Kapasiteli Üretim
Yide Casting, 20000 m20,000'lik bir döküm fabrikasına sahiptir ve Almanya'dan iki gelişmiş kum döküm üretim hattı ithal etmiştir. Artık kil kum dökümü ve XNUMX tonun üzerinde ön kaplamalı kum döküm kapasitesi üretmek için yeterli yeteneğe sahibiz.
Kalite güvencesi
Müşterilerimizin gereksinimlerini karşılamak için demir döküm parçaları test makinelerimizle test ediyoruz. Test cihazlarımız spektrometreler, karbon-kükürt analiz cihazı, fiziksel testler, metalürjik mikroskop, Brinell sertlik test cihazı, tahribatlı muayene, yüzey kalitesi ölçümü, CMM ekipmanı, üniversal çekme testi, CNC Ekipmanı ve Döküm İşleme Merkezi içerir.
izlenen sipariş
Yide Döküm her sipariş için her zaman müşterilerimizden gelen demir döküm numunelerini muhafaza etmekte ve sipariş bilgilerini not etmektedir. Numune döküm parçalarını sipariş etmek isterseniz, bunları doğrudan kendi döküm numunelerimizden üretebiliriz veya projenizle ilgili herhangi bir sorunuz varsa, size sahip olduğumuz her türlü bilgiyi sağlayabiliriz.
Bizden Fiyat İsteyin
Bizden özelleştirilmiş döküm parçaları sipariş etmek ister misiniz?
Özelleştirilmiş demir döküm parçalarınız için fiyat teklifi almak veya sorularınıza bazı cevaplar almak istiyorsanız, lütfen bize e-posta gönderin. [e-posta korumalı]veya +8613566559986 numaralı telefondan bizi arayın.
Gri Demir Döküm üreticisi veya Ticaret Şirketi misiniz?
Yide Casting, önde gelen bir gri demir döküm üreticisi ve tedarikçisidir, dünya çapında gri demir döküm parçaları ihraç eder, kalite güvencesi, takip edilen sipariş ve esnek ödeme koşulları, herhangi bir gri demir döküm talebiniz varsa, lütfen bizimle iletişime geçmekten çekinmeyin, isteriz sana hizmet etmek.
Pik döküm parçaların kullanıldığı sektörler nelerdir?
Gri demir döküm, otomotiv, tarım, inşaat ve elektrik enerjisi endüstrisi dahil olmak üzere çeşitli endüstrilerde kullanılmaktadır. Otomotiv endüstrisinde, motor blokları, silindir kafaları, krank milleri ve diğer bileşenler için gri demir dökümler yaygın olarak kullanılmaktadır. Tarım sektöründe pik dökümler, dişli kutuları ve yatak üniteleri gibi parçaların üretimi için idealdir. Elektrik enerjisi endüstrisi, jeneratör çerçeveleri ve trafo muhafazaları gibi bileşenleri üretmek için büyük ölçüde gri demir döküme güvenir. Son olarak, inşaatlarda balkon, merdiven, tırabzan ve diğer dekoratif özellikler yapmak için genellikle gri demir dökümler kullanılır.
Gri Döküm Parçaların Fiyatı Ne Kadardır?
Yide Casting profesyonel bir demir döküm üreticisidir, fabrika fiyatı gri demir döküm fiyatları sunuyoruz.
Gri demir fiyatı :1.26-1.38 USD/kg
Döviz kuruna, son siparişin toplam ağırlığına göre, fiyat biraz değişecektir, bu nedenle size sadece bir aralık verisi verebiliriz, detaylı fiyat istiyorsanız lütfen satış ekibimizle iletişime geçin daha fazla ayrıntı için.
Özel Gri Döküm Hizmeti Veriyor Musunuz?
Evet, yok.
Yide Casting, özel bir demir döküm üreticisidir, özel bir gri demir döküm hizmetini kabul etme yeteneğine sahibiz, ücretsiz numune almak için bize çizim dosyanızı ve ayrıntılı parametreleri gönderebilirsiniz, döküm parçasını ihtiyaçlarınıza göre yapacağız ve göndereceğiz sen bedava Gri döküm parçaları iyi test ederseniz sipariş verebilirsiniz, döküm parçalarınızı üretmeye başlarız.
Gri Dökümün Avantajları
Gri demir dökümün avantajları
Şu anda, makine endüstrisinin hızlı gelişimi, gri dökme demirler son yıllarda teknoloji. Bu nedenle, kilogram kadar küçük veya onlarca ton kadar büyük döküm yapabilen gri dökme demir teknolojisi çok olgunlaşmıştır. Gri demir dökümler, esas olarak birçok avantajı nedeniyle giderek daha yaygın olarak kullanılmaktadır:
Gri demir döküm, bir döküm türüdür. Demir Döküm, iyi şok emilimi ve yüksek aşınma direnci avantajları ile herhangi bir yardımcı hammadde olmaksızın melton pik demirden oluşturulmuştur.
Yüksek boyutsal doğruluk ve küçük işleme toleransı
Her bir parçanın işleme payı şu şekilde olabilir: boşluk yüzeyi için 0.4 mm; Seramik hassas döküm işlemi sayesinde ayırma yüzeyi için 1.5 mm, arka ve dış yüzeyler için 3 mm.
Tutarlı performans
Çelik döküm işlemi sırasında, metalik olmayan hammadde nihai çelik döküm şekli için deforme olacak ve uzatılacaktır. Bu nedenle, çelik döküm parçalar için, farklı yönlerde mekanik özelliklerde bazı farklılıklar vardır. Bu duruma “anizotropi” denir.
Ancak gri demir döküm ürünü metalik olmayan ve herhangi bir yardımcı hammadde kullanılmadan üretilmiştir, gri demir dökümlerin performansı her yönde tutarlıdır.
Daha iyi yüksek sıcaklık sertliği
Latrobe Steel Company'den H-13 kalıp çeliği testine göre, aşağıdaki bilgileri bilebiliriz: Aynı başlangıç sertliğiyle, döküm çeliğin sertliği, 200℃'nin altındaki çalışma sıcaklığında dövme çeliğin sertliğinden biraz daha düşüktü .
Latrobe Steel Company tarafından döküm ve dövme h-13 kalıp çeliği üzerinde yapılan testler, aynı başlangıç sertliğiyle, 200°C'nin altındaki çalışma sıcaklığında döküm çeliğin sertliğinin dövme çeliğinkinden biraz daha düşük olduğunu gösterdi. Bununla birlikte, dökme çeliğin sertliği, 200 ° C'nin üzerinde dövme çelikten daha yüksektir.
Bu yüksek sıcaklık sertliğinin avantajının sıcaklığın artmasıyla daha da belirgin olduğunu belirtmekte fayda var. 650°C'de, dökme çeliğin sertlik değeri dövme çelikten yaklaşık 8HRC daha yüksektir.
Daha iyi aşınma direnci
Döküm oluşturulduğunda, yüzey tabakasının iyi kristal yapısını korumak için boşluk yüzeyinin işleme payı çok küçüktür, bu nedenle gri demir döküm daha iyi aşınma direncine sahiptir.
Gri Döküm Kaliteleri
İçeriği Aç/Kapat buraya gelir
Gri Döküm Hataları
Gri döküm kusurları
Dökümün işleme yüzeyi gevşeyip büzüldüğünde atık ürün haline gelir.
Gevşeklik öncelikle mantıksız bir yapıdan kaynaklanabilir. Gevşeklik, büzülme ve büzülme deliği, daha büyük duvar kalınlığına sahip parçada veya hatta içbükey köşede üretilir, çünkü ısı karşılık gelen kalıp başlığı veya çamur göbeği yoluyla dağıtılır, bu nedenle ısı dağılımı zayıftır, metal katılaşması nispeten yavaştır.
30", 60" ve 90" açılma açılı Y şeklindeki test bloğunun karşılaştırma testi, içbükey köşedeki dış büzülme deliğinin açılma açısının artmasıyla azaldığını ve aynı zamanda büzülmenin de azaldığını göstermektedir. gevşeklik artar.
Teknik olarak makul bir yapı, yoğun döküm elde etmenin önemli koşullarından biridir.
Ancak döküm için yapısal tasarımcı önce operasyonel gereklilikleri, ardından sürecin rasyonelliğini dikkate alır.
Özellikle takım tezgahı dökümlerinin ve motor dökümlerinin şekli, yapıdaki sürecin rasyonelliğini sağlamak için çok karmaşıktır.
Gri Demir Döküm İşlemi
Gri Döküm Hangi Uygulamaya Sahiptir?
Gri demir dökümlerin uygulaması genellikle otomobil motoru silindirlerinde, dişlilerinde, hız tekerleklerinde, fren disklerinde ve kampanalarında ve büyük takım tezgahı tabanlarındadır.
HT dökümler, grafit formu pul şeklinde olan gri dökümlerdir, bu nedenle metal matris yapı elemanları gri dökme demirde parçalı bir halde çıkar, yükün etkin alanı azalır.
Toplamda, gri demir döküm ürünü, düşük kapsamlı mekanik özelliklere sahiptir, ancak daha iyi titreşim sönümleme, aşınma direnci, döküm ve kesme işlenebilirliği özelliklerine sahiptir.
Bu nedenle, gri dökme demir esas olarak yataklar, kutular, tabanlar, kılavuz raylar vb. gibi güçlü basınca ihtiyaç duyan bazı temel parçaların imalatında kullanılır.
Gri Demir mi Dökme Demir mi?
Hem sfero döküm hem de gri demir döküm, demir dökümdür ve performanslarına göre farklı makine parçalarında uygulanır - aşınma direnci, şok emilimi, plastisite ve tokluk vb.
Gri Dökme Demir ve Bronz Döküm
Gri Dökme Demir ve Yumuşak Çelik
Gri Dökme Demir ve Alüminyum
Dökme Demir ve Dökme Alüminyum Arasındaki Farklar
Farklı malzemeler nedeniyle, dökme alüminyum ve dökme demir arasındaki fark oldukça açıktır. Bugün Yide Döküm, dökümleriniz için doğru malzemeyi seçebilmeniz için farklılıkları sizinle paylaşacak.
Ağırlık farkı
Dökme alüminyumun özgül ağırlığı, dökme demirden daha hafiftir. Dökme demirin yoğunluğu yaklaşık 7.8 g/cm3 iken dökme alüminyumun yoğunluğu yaklaşık 2.7 g/cm3'tür. Aynı boyuttaki dökme alüminyum parçaların ağırlığı bariz bir şekilde daha hafiftir.
hacim farkı
Alüminyumun özgül ağırlığı daha hafiftir. Aynı zamanda alüminyum dökümlerin birim hacim başına yapısal dayanımları demir dökümlere göre daha azdır. Dolayısıyla aynı mukavemete sahip alüminyum dökümlerin hacimleri demir dökümlere göre daha fazladır. Aynı hacim olması durumunda, dökme alüminyumun mukavemeti, dökme demirden daha düşüktür.
Maliyet farkı
Dökme alüminyumun mevcut piyasa fiyatı, dökme demirden çok daha yüksektir.
Isı dağılımındaki fark
Dökme alüminyum parçaların termal iletkenliği, dökme demir parçalara göre üç kat daha fazladır. Endüstride ve pişirme kaplarında radyatörlerde ve ısı eşanjörlerinde yaygın olarak kullanılmaktadır.
Korozyon direncindeki fark
Alüminyum dökümlerin yüzeyi, alüminyum dökümleri korozyondan koruyan, korozyona dayanıklı oksit koruyucu bir filme sahiptir. Bu nedenle, alüminyum dökümler aynı zamanda tıbbi ekipmanlarda, soğutma ekipmanlarında, petrol ve gaz boru hatlarında, petrol makinelerinde vb.
Döküm performansındaki fark
Alüminyum döküm performansı, dökme demirden daha yüksektir. Alüminyumun dökümü kolaydır ve karmaşık şekillere sahip kaba dökümler yapabilir.
Ekibimizle İletişime Geçin
Gri Döküm Teknik İnceleme
1. Terimler ve tanımlar
GB/T 5611'de belirlenen terimler ve aşağıdaki terimler ve tanımlar, bu GBT 9439-2010 standardı için geçerlidir.
İlgili duvar kalınlığı
Dökümün ilgili duvar kalınlığı, döküm malzemesinin mekanik özelliklerini tanımlamak için kullanılan dökümün kesit kalınlığını ifade eder ve hem tedarikçi hem de alıcı tarafından kararlaştırılır.
2. Sipariş gereksinimleri
Aşağıdaki sipariş bilgileri, döküm alıcısı tarafından sağlanmalıdır:
a) Döküm malzemesi kaliteleri;
b) Herhangi bir özel gereksinim, tedarikçi ve alıcı arasında kararlaştırılmalıdır.
3. Demir döküm üretim yöntemleri
Demir-gri döküm parçaları üretmek için yeşil kum dökümünü veya kabuk kum dökümünü benimser.
Gri dökme demir parçaların üretim yöntemi Yide döküm tedarikçisi (JM döküm fabrikası) tarafından belirlenir. Döküm müşterisinin özel gereksinimleri varsa (diğer döküm yöntemleri veya ısıl işlem vb.), Yide döküm ve dökme demir müşterileri bu konuda hemfikir olacaktır.
4. Dökme demir parçaların kimyasal bileşimi
Döküm müşterilerimizin teknik gereksinimleri, kimyasal bileşenlerin kabul gerekliliklerini içeriyorsa, dökme demir müşterisinin gereksinimlerine uyulmalıdır. Kimyasal bileşim, Yide döküm tedarikçisi ile demir döküm alıcısı arasında kararlaştırılan sıklık ve miktara göre test edilecektir.
Kimyasal bileşim, dökme demir müşterisinin herhangi bir gereksinimi yoksa ve kimyasal bileşim döküm kabulü için temel olarak kullanılmıyorsa, dökme demir tedarikçisi tarafından belirlenir. Bununla birlikte, kimyasal bileşenlerin seçimi, döküm malzemelerinin bu standartta belirtilen mekanik özellikleri ve metalografik gereksinimleri karşılamasını sağlamalıdır.
5. Teknik gereksinimler
Mekanik özellikler
Mekanik özelliklerin ayrı ayrı dökülen test kuponunda mı yoksa döküm gövdede mi ölçüldüğü ve performans kabul indeksi olarak çekme dayanımının mı yoksa sertliğin mi kullanıldığı, sipariş sözleşmesinde veya alıcının teknik şartlarında açıkça belirtilmelidir. Dökümlerin mekanik özelliklerinin kabul indeksi sipariş sözleşmesinde açıkça belirtilecektir.
Gri dökme demir test kuponlarının mekanik ve fiziksel özellikleri için Ek A'ya bakın.
Bu standartta belirtilen mekanik özellikler ve metalografik yapı, döküm kabulünün ana göstergeleridir.
6. Çekme mukavemeti
Ayrı dökülen test kuponunun çekme dayanımı
Bu standart, gri dökme demiri, 30 mm çapında ayrı döküm test kuponuyla işlenmiş standart bir çekme numunesinde ölçülen minimum çekme mukavemeti değerine dayalı olarak sekiz sınıfa ayırır. Her kalitenin minimum çekme mukavemeti değeri tablo 1'in gerekliliklerini karşılamalıdır.
Gri Dökme Demirin Kaliteleri ve Mekanik Özellikleri
Tablo 1
Gri Dökme Demir Kalitesi
Döküm Et Kalınlığı
(Mm)
Minimum Gerilme Dayanımı Rm(Zorunlu değer)
Döküm gövde beklentileri
Çekme mukavemeti Rm(dak)
Mpa
Tek Döküm Test Çubuğu
Test Çubuğu veya Test Bloğu Dökün
﹥
≦
Mpa
Mpa
Mpa
HT100
5
40
100
-
-
HT150
5
10
150
-
155
10
20
-
130
20
40
120
110
40
80
110
95
80
150
100
80
150
300
90
-
HT200
5
10
200
-
205
10
20
-
180
20
40
170
155
40
80
150
130
80
150
140
115
150
300
130
-
HT225
5
10
225
-
230
10
20
-
200
20
40
190
170
40
80
170
150
80
150
155
135
150
300
145
-
HT250
5
10
250
-
250
10
20
-
225
20
40
210
195
40
80
190
170
80
150
170
155
150
300
160
-
Ekli test kuponunun çekme dayanımı (çubuk)
Ekteki test kuponunun (çubukların) çekme mukavemeti, Tablo 1'in gerekliliklerini karşılamalıdır.
Döküm gövdenin çekme dayanımı
Tablo 1, farklı et kalınlıklarına sahip gri demir dökümlerin çekme dayanımlarının referans değerlerini vermektedir.
Döküm gövdesinin örnekleme konumu
Döküm gövdesinin numune alma konumu, numune boyutu ve çekme mukavemeti değeri, tedarikçi ve alıcı arasında kararlaştırılabilir. Alıcı tarafından belirtilmişse, alıcının çizimlerini ve teknik gerekliliklerini karşılamalıdır.
Alıcı, döküm gövdesinden numune alınmasını isterse, ancak gövdenin numune alma konumu belirtilmemişse, tedarikçi, döküm yapısına ve kuvvet durumuna göre numune alma konumunu belirleyebilir. Vücut örneğinin boyutu Tablo 5'te gösterilmiştir.
Döküm gövdenin çekme mukavemeti testinin sıklığı ve miktarı, tedarikçi ve alıcı arasında kararlaştırılacaktır.
Sertlik derecesi ve döküm sertliği
Gri dökme demirin sertlik seviyesi altı seviyeye ayrılmıştır, Tablo 2'ye bakınız. Her sertlik seviyesinin sertliği, ana et kalınlığı t > 40 mm ve et kalınlığı ≤ 80 mm'nin üst sınır sertlik değerini ifade eder.
Tablo 2 Gri dökme demir sertlik derecesi ve döküm sertliği
sertlik derecesi
ana duvar kalınlığı/mm
döküm sertliği/HBW
>
≤
dk
maksimum
H155
5
10
-
185
10
20
-
170
20
40
-
160
40
80
-
155
H175
5
10
140
225
10
20
125
205
20
40
110
185
40
80
100
175
H195
4
5
190
275
5
10
170
260
10
20
150
230
20
40
125
210
40
80
120
195
H215
5
10
200
275
10
20
180
255
20
40
160
235
40
80
145
215
H235
10
20
200
275
20
40
180
255
40
80
165
235
H255
20
40
200
275
40
80
185
255
Not 1: Sertlik ve çekme mukavemeti arasındaki ilişki Ek B'de, sertlik ve duvar kalınlığı arasındaki ilişki ise Ek C'de gösterilmiştir.
Not 2: Kalın yazılan rakamlar, sertlik derecesine karşılık gelen ana cidar kalınlığının maksimum ve minimum sertlik değerlerini göstermektedir.
Not 3: Hem tedarikçi hem de alıcı tarafından kararlaştırılan dökümün belirli bir konumunda, dökümün sertlik farkı 40 HBW sertlik aralığında kontrol edilebilir.
Alıcının kabul indeksi olarak sertliği talep etmesi halinde, sertlik testinin sıklığı ve miktarı tedarikçi ile alıcı arasında kararlaştırılmalı ve aşağıdaki kabul kurallarından biri seçilmelidir:
Döküm gövdenin sertlik değeri Tablo 2'deki gereksinimleri karşılamalıdır.
b) Ayrı dökülen test kuponu ile işlenen numune üzerinde malzemenin sertliği ölçülürken, Tablo gereksinimlerini karşılamalıdır.
Alıcı, döküm gövdenin test yerini ve sertlik değerini açıkça belirtmişse, alıcının çizimlerini ve teknik gereklilikleri karşılamalıdır.
Not 1: Sertlik derecelerinin sınıflandırılması, mekanik işleme özelliklerine ve aşınma önleyici özelliklere sahip dökümler için geçerlidir.
Not 2: Ana et kalınlığı t > 80 mm olan dökümler sertliğe göre derecelendirilmez.
metalografi
Gri dökme demir parçaların metalografik yapısının test yöntemi ve test öğeleri GB/T 7216 hükümlerine uygun olacaktır. alıcının çizimine ve teknik gereksinimlerine göre uygulanacaktır.
Geometri ve boyutlar
Döküm geometrisi ve boyutları, alıcının çizimlerini veya teknik gerekliliklerini karşılamalıdır.
boyutsal tolerans
Dökümlerin boyutsal toleransı, alıcının çizimlerini veya teknik gerekliliklerini karşılamalıdır. Özel bir gereklilik yoksa GB/T 6414 hükümlerine göre uygulanır.
işleme payı
Dökümlerin işleme payı, alıcının çizimlerini veya teknik gereklilikleri karşılamalıdır. Özel bir gereklilik yoksa GB/T 6414 hükümlerine göre uygulanır.
ağırlık sapması
Dökümlerin ağırlık sapması, alıcının çizimlerini veya teknik gereklilikleri karşılamalıdır. Özel bir gereklilik yoksa GB/T 11351 hükümlerine göre uygulanacaktır.
yüzey kalitesi
Dökümün yüzey kalitesi, dış yüzey ve iç yüzey kalitesini içerir.
1. Dökümlerin yüzey pürüzlülüğü GB/T 6060.1 hükümlerine veya alıcının çizimlerine ve teknik gereksinimlerine uygun olacaktır.
2. Dökümler temizlenmeli, fazla kısımlar kesilmeli ve yükseltici ve iç boşluk, çardak ve kum yanması kalıntıları giderilmelidir. Dökümün izin verilen döküm yükseltici kalıntıları, mantolar, uçan diken kalıntıları, iç boşluk temizliği vb., Alıcının çizimine, teknik gerekliliklere veya tedarik ile alıcı arasındaki sipariş sözleşmesine uygun olacaktır.
3. Aksi belirtilmedikçe dökümler döküm olarak teslim edilir.
Dökümlerin teslimi sırasında alıcının koruma, paketleme, depolama ve nakliye şartnamelerine uygun olacaktır.
Döküm kusurları
1. Dökümlerin performansını etkileyen çatlak, soğuk kapama, büzülme boşluğu vb. kusurlara sahip olmasına izin verilmez.
2. Dökümlerin işleme yüzeyinde işleme izin aralığı içindeki yüzey kusurlarına izin verilir.
3. Dökümün işlenmemiş yüzeyinde ve döküm içinde izin verilen kusurların türleri, kapsamı ve sayısı, alıcının çizimlerine, teknik gerekliliklere veya tedarikçi ile alıcı arasındaki sipariş sözleşmesine uygun olacaktır.
4. Prensip olarak dökümlerin talaşlı imalat yüzeyi kaynak yapılmaz veya tamir edilmez ancak alıcının izni ile mekanik işlemeyi etkilemeden yapısal performansı etkilemeyen kusurlar kaynaklanabilir ve tamir edilebilir.
Özel gereksinimler
Alıcının manyetik parçacık muayenesi, ultrasonik muayene, radyografik muayene vb. gereksinimleri varsa, tedarikçi ve alıcı arasında kararlaştırılacaktır.
Örnekleme gereksinimleri
genel
Malzemenin özelliklerini değiştirmek için ısıl işlem kullanılıyorsa, numune temsil ettiği döküm ile aynı şekilde ısıl işlem görmelidir.
çekme numunesi
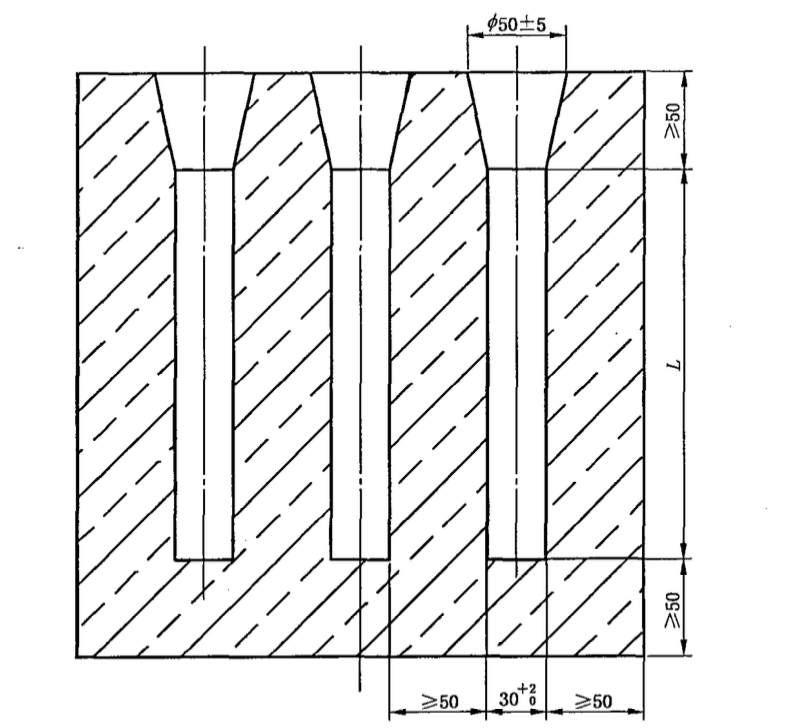
Test kuponunu ayrı olarak yayınlayın
Malzeme performans derecesini belirlemek için kullanılan ayrı döküm test kuponu, temsil ettiği dökümlerle birlikte benzer soğutma koşullarına veya ısıl iletkenliğe sahip bir kum kalıbına nötr olarak dökülmelidir (kalıp için Çizelge 1'e bakınız). Aynı kalıptan üçten fazla aynı anda dökülmelidir. Test kuponu arasındaki minimum kum kalınlığı 50 mm'den az olmayacaktır. Test kuponunun uzunluğu, Çizelge 1'de gösterildiği gibi, numunenin uzunluğuna ve kenetleme cihazına göre belirlenir.
birim mm'dir
Chart 1 Ayrı döküm test kuponu kalıbı
Test kuponunun uzunluğu, A tipi veya B tipi numuneye (bkz. 9.2) ve kenetleme bölümünün uzunluğuna bağlıdır.
Test kuponunun diğer boyutları Çizelge 1'in gerekliliklerini karşılamalıdır.
Ayrı dökülen test kuponlarıyla işlenen numunelerin boyutları Tablo 4'e bakınız.
Alıcının, ayrı olarak dökülen test kuponu ve işlenmiş numunenin boyutu için özel gereksinimleri varsa, alıcının teknik gereksinimlerine uyulmalıdır.
Test kuponu, dökümleri döken aynı erimiş demir partisi ile dökülmelidir ve test kuponu, bu erimiş demir partisinin dökümünde daha sonra dökülmelidir.
Ayrı olarak dökülen test kuponlarının numune alma sıklığı, 10.3 hükümlerine uygun olacaktır.
Test kuponunun kutusundan çıkarıldığı sıcaklık 500℃'yi geçmemelidir. Döküm ısıl işlem gerektiriyorsa, test kuponu temsili döküm ile aynı fırında işlem görmelidir; döküm, gerilim azaltma eskitme işlemine tabi tutulduğunda, test kuponu işlenmeyebilir.
Not: Tedarik ve alıcı arasındaki istişareden sonra, dökümler 500°C'nin üzerinde kutusundan çıkarıldığında, ayrı olarak dökülen test kuponları da 500°C'nin üzerinde kutusundan çıkarılabilir.
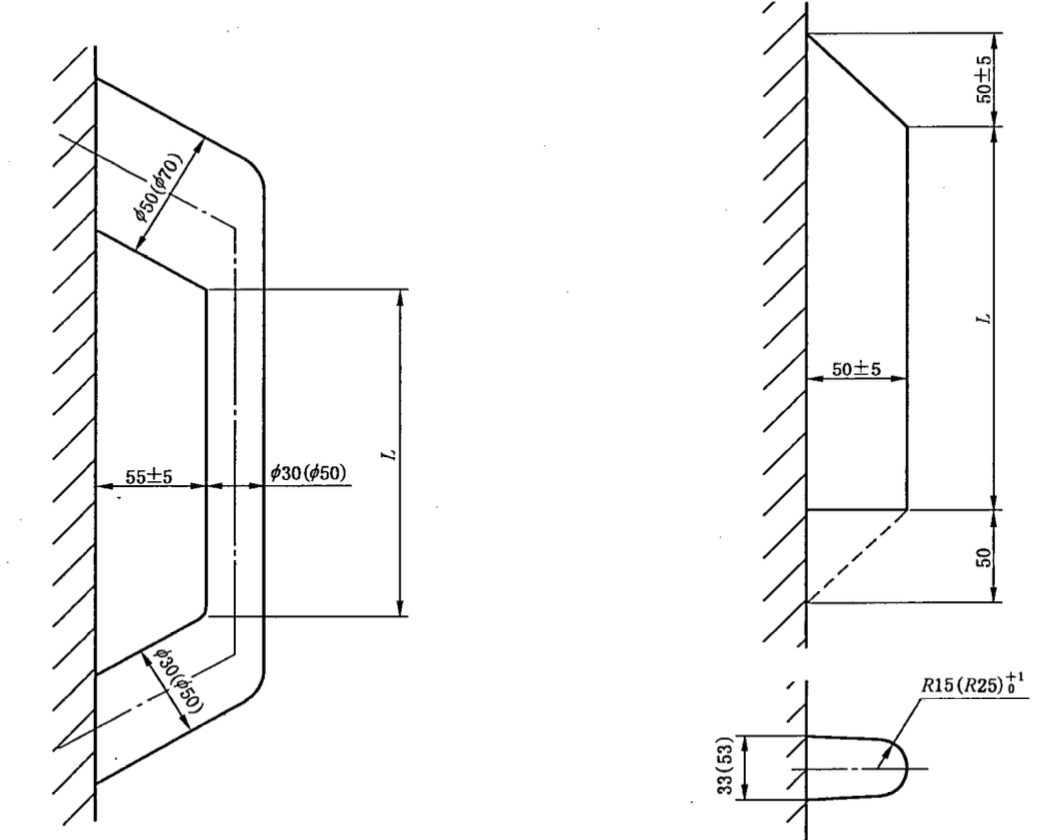
Ekli test kuponu (bar)
Dökümün et kalınlığı 20 mm'yi ve ağırlığı 2000 kg'ı aştığında, soğutmaya benzer şekilde ek bir döküm test kuponu (bkz. Çizelge 2) veya ek bir döküm test çubuğu (bkz. Çizelge 3) kullanılarak çekme dayanımı da test edilebilir. döküm koşulları. Ölçüm sonucu, döküm malzemesinin performansına, ayrı olarak dökülen test kuponununkinden daha yakındır ve ölçülen değer, Tablo 1'in gerekliliklerini karşılamalıdır.
Ekli test kuponlarının (çubukların) soğutma koşulları, temsili dökümlere benzer olmalıdır. Ekli test kuponlarının (çubuklarının) tipi ve ekli dökümün yeri, tedarikçi ve alıcı arasında kararlaştırılmalıdır. İki taraf arasında bir anlaşma yoksa, dökümün temsili bir kısmına iliştirilmelidir. Ekli test kuponlarının (çubuklarının) uzunluğu, numunenin ve kıskaç cihazının uzunluğuna göre belirlenir. Çizelgede parantez içindeki rakamlar 50 mm çaplı test kuponu ve 25 mm yarıçaplı çubuk için geçerlidir.
Dökümün ısıl işleme ihtiyacı varsa, ekteki test kuponları (çubuklar) döküm ısıl işleme tabi tutulduktan sonra kesilmelidir.
Test kuponunun ve test çubuğunun uzunluğu (bkz. Çizelge 2 ve Çizelge 3), numunenin uzunluğuna ve kenetleme ucunun uzunluğuna bağlıdır.
Not: D30 mm ekli döküm test kuponu ve R15mm çubuk, et kalınlığı 80 mm'nin altında olan dökümler için uygundur. D50 mm ekli döküm test kuponu ve R25mm çubuk ise et kalınlığı 80 mm'nin üzerinde olan dökümler için uygundur.
Test döküm gövdesi
Döküm gövdesi numunesinin numune alma konumu, her iki tarafça kararlaştırılmalıdır.
Test döküm gövdesinin işleme boyutları Tablo 5'e bakınız.
Birim mm'dir
Grafik 2 ekli test kuponu Grafik 3 ekli test çubuğu
Sertlik testi bloğu
Alıcı, kabul indeksi olarak sertliği alırsa, sertlik 7.1.2'nin gerekliliklerini karşılamalıdır.
Sertlik, ayrı olarak dökülmüş bir test kuponu üzerinde test edilebilir. Sertlik değerleri için Tablo 3'e bakınız.
Tablo 3 Çekme mukavemeti ve sertlik değerleri â € <â € <ayrı dökülen test kuponunun
sınıf
Asgari çekme mukavemeti
Rm(dak)
Mpa
Brinell sertliği
H.B.W.
sınıf
Asgari çekme mukavemeti
Rm(dak)
Mpa
Brinell sertliği
H.B.W.
HT100
100
HT250
250
180~250
HT150
150
125~205
HT275
275
190~260
HT200
200
150~230
HT300
300
200~275
HT225
225
170~240
HT350
350
220~290
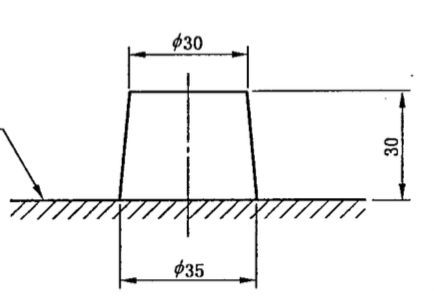
Sertlik, döküm üzerinde tedarikçi ve alıcı tarafından kararlaştırılan bir yerde veya Çizelge 4'te gösterilen sertlik testi bloğunda da test edilebilir. Test bloğu aşağıdakiler için kullanılır: dökümler duvar kalınlığı 20 mm'den az olmayan. Test bloğu dökümden kesilir.
Dökümün ısıl işleme ihtiyacı varsa, döküm ısıl işleminden sonra test bloğu kesilmelidir.
Birim mm'dir
Döküm yüzeyi
Grafik 4 Brinell sertlik bloğu
Test yöntemleri
Çekme testi gereksinimleri
Çekme testi GB/T 228'e göre yapılacaktır.
Çekme numunelerinin testi
İki tip çekme numunesi vardır: A tipi ve B tipi. Numunenin her iki ucu, kenetleme cihazının ihtiyaçlarını karşılamak üzere şekillendirilmiş diş veya silindir şeklinde işlenebilir. Türü için Çizelge 5 ve Çizelge 6'ya, boyutları için Tablo 4'e bakınız. Tablo 5'te listelenen diğer özelliklere sahip çekme numuneleri de tedarikçi ve alıcı arasındaki anlaşma ile kullanılabilir.
Grafik 5 Tip A örneği
Grafik 6 Tip B örneği
Not: Aynı malzeme için A tipi numunenin test sonucu, B tipi numuneninkinden biraz daha yüksek olabilir.
Paralel bölümün minimum ölçüm doğruluğu
çekme numunesinin çapı 0.05 mm'dir.
Tablo 4 Ayrı döküm test kuponuyla işlenen numune boyutu
birim mm'dir
+
Boyut
Hoşgörü
Minimum paralel bölüm uzunluğu
60
numune çapı
20
± 0.25
yay yarıçapı
25
+5
0
Sıkıştırma sonu
silindir şekilli
Minimum çap
25
Minimum uzunluk
65
İplik şekilli
Diş çapı ve adım
M30X3.5
Minimum uzunluk
30
Tablo 5 Döküm gövde numunelerinin boyutları
birim mm'dir
numune çapı
Minimum paralel bölüm uzunluğu
yay yarıçapı
Silindir şeklindeki sıkma ucu
İplik şeklindeki sıkma ucu
Minimum çap
Minimum uzunluk
Diş çapı ve adım
Minimum uzunluk
6 0.1 ±
13
>1.5 gün
10
30
M10X1.5
15
8 0.1 ±
25
1.5do
12
30
M12X1.75
15
10 0.1 ±
30
≥1.5d.
16
40
M16X2.0
20
12.5 0.1 ±
40
≥1.5d.
18
48
M20X2.5
24
16 0.1 ±
50
≥1.5d.
24
55
M24X3.0
26
20 0.1 ±
60
25
25
65
M28X3.5
30
25 0.1 ±
75
≥1.5d.
32
70
M36X4.0
35
32 0.1 ±
90
>1.5d.
42
80
M45X4.5
50
Not 1: Numune alma, dökümün gerilmesinin maksimum olduğu veya dökümün en önemli çalışan kısmında veya en büyük numune boyutunun elde edilebileceği yerde yapılır.
Not 2: Numuneleri işlerken büyük numuneler seçilmelidir.
9.3 Sertlik testi
Gri dökme demirin sertliğini belirleme yöntemi GB/T 231..1~231.3 hükümlerine göre uygulanacaktır.
Sertlik testi yapılırken döküm yüzeyinin 1.5 mm altında test edilmelidir.
9.4 Isıl işlem
Dökümlerin ısıl işlemi için özel gereksinimler olduğunda, hem tedarikçi hem de alıcı tarafından kararlaştırılmalıdır.
9.5 Kimyasal analiz
Spektral kimyasal analiz, GB/T '4336 hükümlerine uygun olarak yapılacaktır.
Dökümlerin geleneksel kimyasal bileşim analiz yöntemi GB/T 223.60 hükümlerine göre yapılacaktır.
9.6 Metalografik inceleme
Dökümlerin metalografik muayenesi, GB/T '7216 hükümlerine göre yapılacaktır. Dökümün metalurjik yapısının örnekleme yeri ve test sıklığı, tedarikçi ve alıcı arasında kararlaştırılmalıdır.
Özel parçaların metalografik yapısının muayenesi, döküm yüzeyinin 1.5 mm altında bir yerde numune alınmalı ve test edilmelidir.
9.7 Yüzey pürüzlülüğü
Dökümlerin döküm yüzey pürüzlülük muayenesi GB/T 6060.1 hükümlerine göre yapılacaktır.
9.8 Tahribatsız muayene
Dökümlerin tahribatsız muayenesi, 79'un hükümlerine göre yapılacaktır.
9.8.1 Manyetik parçacık testi, GB/T '9444 hükümlerine göre yapılacaktır.
9.8.2 Ultrasonik test, GB/T7233.1 hükümlerine uygun olarak yapılacaktır.
9.8.3 Radyografik muayene, GB/T 5677 hükümlerine uygun olarak yapılacaktır.
9.9 Döküm boyutu
Dökümün geometrisi ve boyutları Madde 7.3'ün gerekliliklerine göre kontrol edilmelidir.
Numuneler, deneme üretimi dökümleri tam ölçekli bir denetim raporu sunmalıdır ve denetim miktarı tedarikçi ile alıcı arasında kararlaştırılacaktır. Toplu üretilen dökümler için anahtar boyutu (veya önemli boyut) test raporu partiler halinde sunulmalıdır. Testin sıklığı ve miktarı, tedarikçi ve alıcı arasında kararlaştırılmalıdır.
9.10 Boyut toleransı
Dökümlerin boyutsal toleransı, Madde 7.4'ün gerekliliklerine göre kontrol edilmelidir.
9.11 Ağırlık sapması
Dökümlerin ağırlık sapması Madde 7.6'nın gerekliliklerine göre numune alınmalıdır.
9.12 Yüzey kalitesi
Dökümlerin yüzey kalitesi Madde 7.7'deki gerekliliklere göre kontrol edilmelidir.
9.13 Kusurlar
a) Dökümlerin yüzey kusurları gözle muayene veya manyetik parçacık muayenesi ile kontrol edilebilir ve yardımcı boyutsal ölçüm yöntemleri de kullanılabilir.
b) Dökümlerin iç boşluk ve iç yüzeyindeki hatalar endoskop ile kontrol edilebilir.
c) Dökümlerin iç kusurları X-ışını, ultrasonik ve diğer yöntemlerle kontrol edilebilir.
Dökümlerin görünüm kusurları parça parça görsel olarak kontrol edilmelidir, ancak karmaşık geometrik şekiller ve iç boşluk şekillerine sahip dökümlerin iç kusurlarının muayenesi için, taraflarca kararlaştırılan muayene sıklığı, miktarı ve yöntemine göre rastgele muayeneler yapılabilir. tedarikçi ve alıcı.
9.14 İsteğe bağlı test yöntemleri
Arz eden ve alıcı arasında mutabakata varılması durumunda, çekme mukavemeti, Brinell sertliği ve metalografik yapıyı ölçmek için eşdeğer yöntemler de kullanılabilir. Örneğin, çekme dayanımını ölçmek yerine basınç dayanımını ölçmek için Ek D'ye bakın.