A Yide Casting na China produz peças fundidas de aço carbono AISI 1008 SAE UNS G10080. Hoje vamos apresentar a você a composição química, propriedades físicas e mecânicas e graus de materiais equivalentes do material.
O aço carbono AISI 1008 tem excelente soldabilidade, incluindo saliência, topo, topo a ponto e fusão e brasagem. As folhas de dados a seguir fornecerão informações mais identificadas sobre o aço carbono AISI 1008.
Composição química
Elemento
Conteúdo (%)
Ferro, Fé
99,31-99,7%
Manganês, Mn
0,30-0,50%
Carbono, C.
0,10%
Enxofre, S.
0,050%
Fósforo, P.
0,040%
Propriedades físicas
propriedades
Métricas
imperial
Densidade (composição 0,06% C, 0,38% Mn, 0,01% Si, recozido a 925°C)
7,872 g / cm3
0,2844 lb/in³
Propriedades mecânicas
propriedades
Métricas
imperial
Resistência à tradução
340 MPa
49300 psi
Força de rendimento (dependendo do temperamento)
285 MPa
41300 psi
Módulo elástico
190-210 GPa
27557-30458 ksi
Módulo de massa (típico para aço)
200 GPa
29.000 ksi
Módulo de cisalhamento (típico para aço)
80,0 GPa
11600 ksi
Razão de Poisson
0,27-0,30
0,27-0,30
Alongamento na ruptura (em 50 mm)
20%
20%
redução de área
45%
45%
Brinell, Dureza,
95
95
Knoop (convertido de dureza Brinell), dureza
113
113
Rockwell B (convertido de dureza Brinell), dureza
55
55
Vickers (convertido de dureza Brinell), dureza
98
98
Usabilidade (com base no aço AISI 1212 como usinabilidade 100) A usinabilidade de barras, hastes e produtos de arame do grupo pode ser melhorada por trefilação a frio)
55
55
Propriedades térmicas
propriedades
Métricas
imperial
Coeficiente de expansão térmica (@ 0,000-100 ° C / 32-212 ° F)
12,6 µm/m°C
7 µin / in °F
Condutividade térmica (composição de 0,06% C, 0,4% Mn; 0°C)
O aço carbono AISI 1008 é usado principalmente em peças e formas extrudadas, de cabeça fria, de retomada a frio e prensadas a frio.
A fundição de Yide pode fornecer fundações de ferro e serviços de usinagem, como uma fundo de fundo de ferro experiência na China. Também cooperamos com fábricas de aço fundido, de modo a ampliar nossa gama de serviços. Se você tiver quaisquer requisitos ou perguntas sobre ferro fundido, não hesite em entre em contato conosco para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-15 13:21:242023-06-16 02:33:22AISI 1008 SAE UNS G10080 Aço Carbono
A fundição de aço da China produz peças fundidas de aço carbono AISI 1040 SAE UNS G10400. A seguir estão a composição química do material, propriedades físicas e mecânicas e graus de materiais equivalentes.
Composição química
Elemento
Conteúdo (%)
Ferro, Fé
98,6-99
Manganês, Mn
0,60-0,90
Carbono, C.
0,370-0,440
Enxofre, S.
≤ 0,050
Fósforo, P.
≤ 0,040
Propriedades físicas
propriedades
Métricas
imperial
Densidade (composição química de 0,435% C, 0,69% Mn, 0,20% Si, recomendada a 860 ° C (1580 ° F))
7,845 g / cc
0,2834 lb/in³
Ponto de fusão
1521 ° C
2770 ° C
Propriedades mecânicas
propriedades
Métricas
imperial
Resistência à tradução
620 MPa
89900 psi
força de rendimento
415 MPa
60200 psi
Módulo a granel (típico para aços)
140 GPa
20300 ksi
Módulo de cisalhamento (típico para aços)
80 GPa
11600 ksi
Módulo elástico
190-210 GPa
27557-30458 ksi
Razão de Poisson
0,27-0,30
0,27-0,30
Alongamento na ruptura (em 50 mm)
25%
25%
redução de área
50%
50%
Dureza, Brinell
201
201
Dureza, Knoop (convertido a partir da dureza Brinell)
223
223
Dureza, Rockwell B (convertido a partir da dureza Brinell)
93
93
Dureza, Rockwell C (convertido de dureza Brinell. Valor abaixo da faixa HRC normal, apenas para fins de comparação)
13
13
Dureza, Vickers (convertido a partir da dureza Brinell)
211
211
Impacto Izod (recozido a 790°C (1450°F))
45 J
33,2 ft-lb
Impacto Izod (como enrolado)
49 J
36,1 ft-lb
Impacto Izod (normalizado a 900°C (1650°F)
65 J
47,9 ft-lb
Propriedades térmicas
propriedades
Métricas
imperial
Coeficiente de expansão térmica (@ 20-100 ° C / 68-212 ° F, composição de 0,40% C, 0,11% Mn, 0,01% P, 0,03% S, 0,03% Si, 0,03% Cu)
11,3 µm/m°C
6,28 µin / in °F
Condutividade térmica (@ 100 ° C / 212 ° F)
50,7 W / mK
352 BTU pol / h.ft². °C
Condutividade térmica (@0°C)
51,9 W / mK
360 BTU pol / h.ft². °C
Outras Designações
Outras designações que são equivalentes ao aço carbono AISI 1040 incluem: ASTM A29 (1040), ASTM A510 (1040), ASTM A513, ASTM A519 (1040), ASTM A546 (1040), ASTM A576 (1040), ASTM A682 (1040) , ASTM A827, ASTM A830, MIL S-11310 (CS 1040), MIL S-16788, MIL S-46070, SAE J1397 (1040), SAE J403 (1040), SAE J412 (1040)
Fabricação e tratamento térmico
.Maquinabilidade
O grau de desempenho do corte do aço carbono AISI 1040 é 60.
.formando
O aço carbono AISI 1040 pode ser formado sob condições de recozimento.
.Soldagem
O aço carbono AISI 1040 pode ser soldado usando todas as técnicas de treinamento. Devido ao seu alto teor de carbono, pode ser pré-aquecido a uma temperatura de 149 a 260 ° C (300 a 500 ° F) e aquecido a uma temperatura de 594 a 649 ° C (1100 a 1200 ° F).
.tratamento térmico
O aço carbono AISI 1040 pode ser tratado termicamente a 844 a 899 ° C (1550 a 1650 ° F), depois temperado e revenido em água.
.forjamento
O aço carbono AISI 1040 pode ser forjado a uma temperatura de 982 a 1260 ° C (1800 a 2300 ° F).
.Processamento térmico
O aço carbono AISI 1040 pode ser processado a quente em uma temperatura de 94 a 483 ° C (200 a 900 ° F).
.Trabalho a frio
O aço carbono AISI 1040 pode ser trabalhado no frio no estado recomendado usando métodos convencionais.
.anelamento
O aço carbono AISI 1040 pode ser recozido a uma temperatura de 872 a 983 ° C (1600 a 1800 ° F). Ele pode então ser resfriado lentamente no forno. O processo de reconhecimento de alívio de tensão pode ser realizado a uma temperatura de aproximadamente 594 ° C (1100 ° F). O tratamento normalizado também pode ser realizado a 899 ° C (1650 ° F) e, em seguida, resfriado lentamente.
.Temperamento
O aço carbono AISI 1040 pode ser revenido a uma temperatura de 316 a 705 °C (600 a 1300 °F) dependendo da resistência necessária.
.Endurecimento
O aço carbono AISI 1040 pode ser resistido por trabalho a frio.
Aplicações de financiamento de aço carbono
O aço carbono AISI 1040 pode ser usado para silicones, virabrequins e peças de cabeça fria.
Yide Casting é conhecido como uma fundação de aço profissional na China, tem vasta experiência em fundição e usinagem, estamos comprometidos em produzir peças de aço de fundição de qualidade, mas com preços competitivos para nossos clientes, todas as nossas peças de fundação foram marcados como “JM”, queremos desenvolver a fundição Yide, fundição JM para o mundo, se você estiver procurando por uma fundição de aço, não hesite em entre em contato conosco , envie-nos seu arquivo de desenho, queira atendê-lo e fornecer os melhores produtos de ferro fundido .
https://www.yidecasting.com/wp-content/uploads/2020/08/large-castings.jpg400800Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-15 13:18:562023-06-16 02:33:23Fundição de aço carbono AISI 1040 SAE UNS G10400
As diferenças entre ferro fundido cinza, ferro fundido branco, ferro fundido mosqueado e ferro fundido dúctil
Classificação do ferro fundido
De acordo com a forma do carbono, o ferro fundido abrange três categorias: ferro fundido cinza, ferro fundido branco e ferro fundido mosqueado.
Ferro fundido cinza
A maior parte do carbono do ferro fundido cinzento está na forma de grafite. É denominado ferro fundido cinza, porque sua fratura é cinza. O ferro fundido é o tipo mais comum e apresenta uma microestrutura de grafite que consiste em muitas pequenas fraturas.
Ferro Fundido Branco
Embora não seja tão comum quanto o ferro fundido cinzento, o ferro fundido branco é outro tipo que vale a pena mencionar. O carbono no ferro fundido branco é completamente em forma de cimento e a fratura é branca brilhante. O ferro fundido branco é difícil de usinar, por isso é usado principalmente como matéria-prima para a fabricação de aço.
ferro fundido mosqueado
O carbono não ferro fundido mosqueado existe na forma de uma mistura de grafite e cementita, e a fratura é branco-acinzentada. Esse ferro fundido tem maior proteção, por isso é usado na indústria.
De acordo com a forma de grafite do ferro fundido, o ferro fundido cinzento inclui ferro fundido cinzento comum, ferro fundido vermicular, ferro fundido maleável e ferro fundido dúctil.
Propriedades do ferro fundido
ferro fundido cinza
A estrutura do ferro fundido cinzento é composta por grafite e matriz. Além disso, os principais fatores que tiveram a estrutura e o desempenho do ferro fundido cinzento são a composição química e a taxa de resfriamento.
Ferro fundido dúctil
Na engenharia atual, com bom desempenho de resistência, alta resistência à tração e alta resistência à fadiga, o ferro fundido dúctil pode substituir o aço para fabricar algumas peças importantes, como virabrequins, bielas e árvores de cames.
A pesquisa de Yide é uma pesquisa de ferro profissional na China, com 2 linhas de produção de peças automáticas de pesca e um castelo de areia manual funcionando, também equipamos o equipamento de usina de ferro cat em nossa oficina de usinagem, se você estiver procurando por uma boa qualidade de pesca, a Fundição YIDE é uma boa escolha, não hesite em contactar-nos para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2020/08/carbon.jpg238720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-15 13:03:312023-06-16 02:33:23As diferenças entre ferro fundido cinza, ferro fundido branco, ferro fundido mosqueado e ferro fundido dúctil
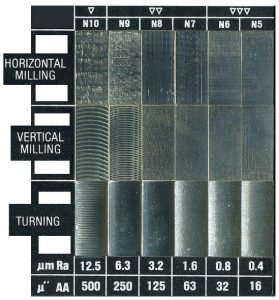
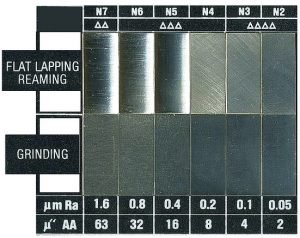
DIN ISO 1302, DIN 4768 – Comparação de valores de rugosidade de superfície
DIN ISO 1302 e DIN 4768 são padrões alemães para rugosidade de superfície em vários campos (incluindo fundição de metal). A tabela a seguir é a explicação dos símbolos e comparação com os valores de rugosidade da superfície.
Símbolos de rugosidade da superfície
Explicação
Símbolo sem restrições adicionais.
Símbolo. O significado deve ser explicado por indicações adicionais.
Símbolo com restrições adicionais.
Qualquer método de produção, com rugosidade especificada.
Símbolo sem restrições adicionais.
Remoção de material por usinagem, sem rugosidade especificada.
Símbolo com restrições adicionais.
Remoção de material por usinagem, com rugosidade especificada.
Símbolo sem restrições adicionais.
A remoção do material não é permitida (a superfície permanece no estado fornecido).
Símbolo com restrições adicionais.
Fabricado sem retirada de material (não cortante), com rugosidade especificada.
A abundância de Yide tem nossa própria fábrica de fundações e oficina de usinagem , sempre aceitamos arquivos de desenho e parâmetros de nossos clientes de ferro fundido e, em seguida, fazemos uma amostra de ferro fundido de acordo com todos os requisitos, enviamos para você, organizamos a produção ou fundamos novamente após verificar a amostra de ferro fundido. Nós devolveremos o custo da amostra após uma grande produção, se você estiver procurando por uma fundação de ferro fundido, por favor, não hesite em nos contatar para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:48:352023-06-16 02:33:24DIN ISO 1302, DIN 4768 – Comparação de valores de rugosidade de superfície
Fundição é um método de processamento no qual o metal é derretido em um líquido e derramado em um molde e, em seguida, resfriado, solidificado e limpo para obter uma fundição com a forma desejada. A fundação pode produzir vários objetos com formas complexas.
Forjar é usar métodos como martelar para transformar um material de metal em um estado de plástico em uma peça de trabalho com um determinado formato e tamanho, e para alterar suas propriedades físicas.
2. Finalidades de forjamento e financiamento:
A descoberta é um método relativamente econômico de formação de peças em bruto, que geralmente é usado para peças com formas complexas.
O forjamento geralmente é usado no processamento de peças forjadas de um determinado formato e tamanho.
3. Vantagens de financiamento e forjamento:
Fundação:
Podemos produzir peças com formas complexas, especialmente blanks com cavidades complexas.
Grande adaptabilidade de tamanho, de algumas gramas a centenas de toneladas.
Amplas fontes de matérias-primas, preços baixos, como sucata de aço, peças de sucata, cavacos, etc.
A forma e o tamanho da peça fundida são muito próximos às peças, o que diminui a quantidade de corte, que não é cortante.
Amplamente utilizado. 40% a 70% das máquinas agrícolas e 70% a 80% do peso das máquinas-ferramentas são peças fundidas.
Forjamento:
O forjamento pode eliminar defeitos como fundo solto durante o processo de fundo e otimizar a microestrutura. Ao mesmo tempo, devido à preservação da linha aerodinâmica completa do metal, as propriedades mecânicas dos forjados são geralmente melhores do que os fundidos do mesmo material.
4. Desvantagens da fundação e forjamento:
Fundação:
As propriedades mecânicas não são tão boas quanto as forjadas, como estrutura grosseira e muitos defeitos.
Na fundação em areia, produção de peça única e pequenos lotes, a intensidade de trabalho dos trabalhadores é alta.
A qualidade das peças fundidas é deficiente, existem muitos procedimentos com os complicados fatores de influência.
Forjamento:
Na produção de forja, acidentes traumáticos são sujeitos a ocorrer.
O custo é muito maior do que a fundação.
Yide Casting é conhecida como uma fundição de ferro profissional na China, tem uma vasta experiência em fundição e usinagem, estamos comprometidos em produzir peças de ferro fundido de qualidade, mas com preços competitivos para nossos clientes, todas as nossas peças de ferro fundido foram marcadas como “JM” , queremos desenvolver a fundação Yide, fundação JM para o mundo, se você estiver procurando por uma fundação de ferro fundido, não hesite em nos contatar, envie-nos seu arquivo de desenho, sirva-lo e forneça a melhor fundição produtos de ferro.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:43:002023-06-16 02:33:25As diferenças entre fundamento e forjamento
Como limpar as aberturas do queimador do fogão a gás
Os queimadores a gás também são chamados de queimadores de fogão ou queimadores de fogão a gás, produzidos por fundição de latão ou ferro fundido. Como uma fundação de ferro líder na China, a fundação de Yide tem vasta experiência em fundação de ferro, nós fornecemos queimadores de fogão a gás fundido de latão de qualidade e queimador de fogão a gás fundido de ferro, produzindo queimadores a gás na China por muitos anos. Portanto, sempre quisemos escrever um artigo para que os compradores entendam todas as questões relacionadas aos queimadores a gás.
formulários
O queimador a gás é um dispositivo de combustão a gás, que faz com que o gás e o ar entrem na zona de combustão alternadamente ou misturados para obter uma combustão estável. O gás combustível inclui acetileno, gás natural ou propano. Os queimadores a gás são amplamente utilizados em áreas residenciais e industriais, desde fogões de cozinha comuns a hospitais, restaurantes, churrasqueiras externas, fogões industriais e caldeiras.
Tipo
Existem centenas de tipos de queimadores a gás. Listamos apenas alguns deles, como fogões portáteis, fogões a gás ao ar livre, fogões a gás natural, fogões a gás propano, queimadores, fogões grandes, fogões pequenos, fogões estrela, fogões individuais, fogões retangulares, caldeiras de fritura, fogões de acampamento a gás, fogão a gás duplo, lareira, fogão a gás, fogão portátil a gás, fogão a gás LP, fogão a gás comercial, fogão a gás butano, etc.
materiais
De acordo com nossa experiência, a maioria dos queimadores de gás usará ferro fundido cinzento ASTM A48 Class20 ou Class30, mas a Class35 é usada. Por que, porque pequenos orifícios à prova de fogo precisam ser processados, se a dureza do material for muito alta, será difícil perfurar. Você não pode comparar esses orifícios com outros orifícios comuns e será mais difícil fazer orifícios em botões pequenos. Além disso, a força da classe 20 deve ser suficiente para a aplicação.
Se você quiser saber mais sobre o grau desses materiais por meio de outras normas (como Alemanha, Japão, Reino Unido ou ISO), verifique a comparação de materiais de ferro fundido cinzento aqui.
1.ASTM A48 grau 20 é igual a GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 é igual a GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 é igual a GG25, HT250, FC250, ISO250.
Alguns compradores escolhem um nível superior para obter peças mais resistentes e não recomendamos que você faça isso. Quanto mais alto o grau, mais difícil é a produção, mais alto é a taxa de defeitos e mais alto é o custo. Quanto ao queimador a gás, não é necessária uma resistência à tração muito alta.
Processo de Fundição
Com base em nossa experiência, recomendamos o uso de dois processos de fundição para produzir queimadores a gás. Uma delas é a areia verde como a casca externa e a areia resina como o núcleo. oferecemos o núcleo por meio do processo de moldagem de casca, o que significa que primeiro fazemos um núcleo de areia de resina pré-revestida e, em seguida, usamos a moldagem de piso comum com areia verde para produzir a casca. A propósito, a superfície interna é boa e a externa é normal. Este processo pode atender às suas necessidades com o menor custo de produção. Claro, areia verde deve ser muito fina, areia grossa comum não é aceitável.
O outro processo é fabricar a casca e o núcleo por meio da areia de resina pré-revestida e do processo de moldagem da casca. Aliás, as superfícies interna e externa são boas, mas o custo de produção é maior. Portanto, o comprador deve escolher o processo de financiamento adequado de acordo com a aplicação específica.
Em processo
O único problema com o processamento do queimador de gás é o processamento dos orifícios de exaustão. Às vezes, existem dezenas a centenas de orifícios à prova de fogo no queimador de gás. Eles precisam perfurar. Se você falhar em perfurar um deles, o queimador de gás funcionará mal, então não é fácil perfurar de acordo com suas idéias. A Fundição Dandong usou várias pequenas máquinas de perfuração para perfurar. Vários trabalhadores são responsáveis por fazer esses pequenos orifícios todos os dias.
modo
Quanto ao molde do queimador a gás. De acordo com nossa experiência, recomendamos o uso de moldes de ferro para fazer núcleos de resina e moldes de alumínio para fazer cascatas de queimadores de gás. No entanto, para obter uma melhor qualidade da superfície externa, a areia de resina deve ser considerada para a casca e, em seguida, os padrões de ferro devem ser usados como a cascata. Em suma, o queimador de gás deve ter um padrão de metal.
Revestimento de superfície
Existem vários tipos de revestimentos de superfície para queimadores de gás. Uma é tinta preta resistente ao calor, a outra é tinta preta normal, que é mais barata do que uma almofada de ar resistente ao calor, e a terceira tinta usa óleo anti-ferrugem. Os revestimentos resistentes ao calor são os revestimentos mais caros, de cerca de US$ 0,23 a US$ 0,25 / kg. Se o seu queimador a gás pesa 1kg, o preço da tinta resistente ao calor é de cerca de 0,23 a 0,25 USD / pcs.
Nutrir
Embora muitos fundos de ferro possam produzir queimadores a gás, nem todos podem produzir queimadores a gás a um preço baixo e a eficiência de produção é alta. Isso ocorre principalmente porque eles devem usar areia fina e devem ter experiência em fazer muitos externos pequenos. Mais importante ainda, extremo cuidado deve ser tomado durante a fundição, limpeza e usinagem. Qualquer operação apressada levará ao mau funcionamento. Portanto, é difícil encontrar um bom.
Preco
O preço de um queimador de gás está relacionado principalmente ao peso da unidade (especialmente o peso da peça fundida), ao número de ocorrências de combustão, à complexidade da estrutura e à qualidade da superfície externa.
Defeitos
Os principais defeitos das cabeças dos fogões a gás são bolhas na superfície (geralmente são permitidos banhos com diâmetro de 2 mm e profundidade de 1 mm), danos aos orifícios de ventilação e superfícies sujas de areia. Observe que a temperatura não é permitida em circunstâncias normais, pois o queimador do fogão deve ser hermético.
Fundição Yide é um fabricante profissional de fundição com foco na fabricação de ferro fundido dúctil de alta qualidade, ferro fundido cinzento, aço fundido, fundição de latão, fundição de bronze para nossos clientes desde 1993. Além disso, a fundição de Yide também mantém uma grande paixão pela tecnologia avançada no fundição de queimadores de fogão a gás. Se você está procurando uma fundição de queimador de fogão, por favor, não hesite em nos contatar,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:36:472023-06-16 02:33:25Como limpar as aberturas do queimador do fogão a gás
Tabela de Acabamento de Superfície de Usinagem, Comparador, Método, Grau, Ra, Rz, RMS
O grau de suavidade dos acabamentos combinados é um requisito importante, como para a usinagem de aços e fundos de ferro.
hoje, um Fundição de Yide apresentará a conversão no padrão da China e dos EUA para Ra (um), Ra (micro polegadas), Rz (um), RMS e grau de acabamento, e também os métodos de acabamento relacionados.
China
Grau de Conclusão
China
Rá (um)
China
Rz (hum)
EUA
Rá (um)
EUA Ra
(micro polegada)
EUA RMS
(micro polegada)
Método de acabamento de usinagem
consulte iron-foundry.com
1
50
200
50,0
2000
2200
A usinagem mais grosseira ou boas superfícies de superfície áspera
2
25
100
25,0
1000
1100
Marcas de usinagem muito inesperadas.
Torneamento em desbaste, mandrilamento, planejamento, precisão.
3
12,5
50
12,5
500
550
Marcas de usinagem por motivos óbvios.
Torneamento em desbaste, planejamento, fresamento, furação.
O comparador de acabamento de superfície para fresamento, torneamento, ampliação e retificação
Yide Casting é uma fundação de ferro líder, fornece serviço de financiamento e serviço de usinagem, equipada com máquinas de usinagem avançadas importadas em nossa oficina de usinagem , se você tiver demandas de fundição e usinagem, a fundição de Yide é uma boa escolha para você, prometemos fundição de boa qualidade e exigência de usinagem, não hesite em contactar-nos para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2021/03/surface_roughness_machining_card2.jpg437551Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 13:05:562023-06-16 02:33:26Tabela de Acabamento de Superfície de Usinagem, Comparador, Método, Grau, Ra, Rz, RMS
O aço carbono AISI 1020 é um material de aço de alta qualidade. Hoje, apresentaremos a composição química, as propriedades físicas e mecânicas e os graus de materiais equivalentes deste material de grau para você.
Composição química
Elemento
Conteúdo (%)
Manganês, Mn
0,30-0,60
Carbono, C.
0,18-0,23
Enxofre, S.
0,05 (máx.)
Fósforo, P.
0,04 (máx.)
Ferro, Fé
Equilíbrio
Propriedades físicas
propriedades
Métricas
imperial
densidade
7,87 g / cm3
0,284 lb/pol3
Propriedades mecânicas
propriedades
Métricas
imperial
Resistência à tradução
420 MPa
60900 psi
força de rendimento
350 MPa
50800 psi
Módulos de especificação
205 GPa
29700 ksi
Módulo de cisalhamento (típico para aço)
80 GPa
11600 ksi
Razão de Poisson
0,29
0,29
Alongamento na ruptura (em 50 mm)
15%
15%
Dureza, Brinell
121
121
Dureza, Knoop (convertido a partir da dureza Brinell)
140
140
Dureza, Rockwell B (convertido a partir da dureza Brinell)
68
68
Dureza, Vickers (convertido a partir da dureza Brinell)
126
126
Usabilidade (com base no aço AISI 1212. Como 100 usinabilidade)
65
65
Fabricação e tratamento térmico
.Comparado ao aço carbono AISI 1112, o aço carbono AISI 1020 apresenta boa trabalhabilidade, chegando a 65%.
.Graças à alta ductilidade, é fácil conformar o aço carbono AISI 1020 usando todos os métodos convencionais.
.É fácil soldar esta liga usando todos os métodos tradicionais.
.Esta liga pode ser suportada por aquecimento a 815-871 ° C (1500-1600 ° F), então resfriamento com água e ajuste de temperatura.
.O aço carbono AISI 1020 deve ser forjado a uma temperatura de 1260°C (2300°F) a 982°C (1800°F).
.O aço carbono AISI 1020 pode ser processado a quente na faixa de temperatura de 482 a 649 ° C (900 a 1200 ° F).
.Todos os métodos convencionais podem ser usados para trabalhar a frio o aço carbono AISI 1020. Se o trabalho a frio for executado por um longo tempo, o recozimento para aliviar o estresse é recomendado.
.A liga pode ser totalmente reconhecida entre 871-982 ° C (1600 a 1800 ° F) e, em seguida, resfriada lentamente no forno. Isso fornecerá à liga uma resistência à tração de aproximadamente 65 ksi. Se necessário, o reconhecimento de alívio de tensão pode ser executado a 538 ° C (1000 ° F).
.Após o revenido, deve ser tratado termicamente e temperado a uma temperatura de 315 a 538 ° C (600 a 1000 ° F) de acordo com o nível de resistência exigido. Por exemplo, revenido a 538 ° C (1000 ° F) pode fornecer à liga uma resistência à tração de 90 ksi.
.O aço carbono AISI 1020 pode ser resistido por trabalho a frio e tratamento térmico, têmpera e revenimento.
formulários
O aço carbono AISI 1020 é usado para aplicações desenvolvidas de forma simples, como parafusos frios. Normalmente usado quando a superfície é resistente.
Ao mesmo tempo, também é adequado para a produção de pinos, eixos, correntes, misturados levemente tensionadas, superfícies resistentes ao desgaste e componentes cimentados onde a força do núcleo não é essencial.
A fundação de Yide é uma fundo de fundo de ferro experiência , fornece serviço de entrega de ferro e serviço de usinagem, também temos uma fábrica de entrega de aço fundido para cooperar, se você tiver todos os requisitos de entrega, não hesite em entre em contato conosco para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2020/07/High-Manganese-Steel-.jpg310395Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 13:02:202023-06-16 02:33:27Aço Carbono AISI 1020
O defeito de retração do ferro fundido tem grande influência na qualidade do ferro fundido. Isso reduzirá a resistência à tração e ao alongamento, fazendo com que o ferro fundido rache ou penetre na área de retração.
Hoje, com base na minha experiência de trabalho na Yide Casting, apresento três tipos de retração.
1. Afundar na superfície
Na superfície de fundação áspera, você pode ver poços de afundamento. Esses poços são causados pelo encolhimento abaixo da superfície. Igualzinho à foto abaixo. Essa redução afetará o tamanho da área e afetará suas propriedades físicas. Geralmente, essa redução é inaceitável.
2. Grandes oportunidades de contração dentro do ferro fundido
Você não verá esse encolhimento na superfície. Mas após o processamento, isso ficará muito claro. Você verá muitos poros grandes e pequenos na área restrita. Claro, essa redução também é inaceitável e muito prejudicial para a aplicação.
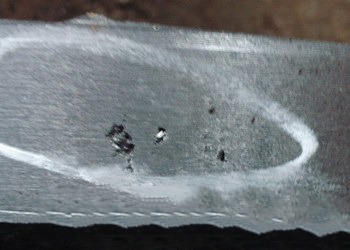
3. Pequenos buracos de contração dentro do ferro fundido
Às vezes, após o processamento, você verá poros muito pequenos. Às vezes, eles nem podem ser vistos a olho nu, mas podem ser inspecionados com uma lupa. Ou, às vezes, você pode refiná-los por meio de testes de pressão de água ou óleo. Esses encolhimentos causam uma baixa densidade dos ferros fundidos, tornando-os incapazes de suportar altas pressões.
Obviamente, o acolhimento é muito prejudicial aos fundos de ferro. A razão principal para o acolhimento é o processo de financiamento pouco razoável, especialmente o tamanho da comporta. Depois que o acolhimento é encontrado, a planta de financiamento de ferro deve ajustar seu sistema de condutas.
No entanto, como a maioria dos defeitos de contração estão sob a superfície do ferro fundido, como devemos verificar?
1. Sempre, você pode permitir que o fornecedor execute o desbaste, para que eles possam encontrar retração após o processamento. Este método é o método mais claro e econômico, porque a maioria das fundações de ferro na China possui recursos internos de usinagem de desbaste.
2. Para o corpo da bomba ou corpo da válvula, você pode realizar um teste de pressão da água ou pedir ao seu fornecedor para realizar um teste aleatório nos mesmos. Embora este método possa não garantir que todas as peças fundidas sejam cultuadas, pelo menos alguns problemas serão encontrados.
3. Você pode cortar uma posição sensível para verificar a taxa de acolhimento. De acordo com nossa experiência, o acolhimento geralmente ocorre na área do portão e em certas áreas de canto. Portanto, depois de encontrar a posição de acolhimento, você pode se concentrar em verificar essas posições na segurança do lote. Você pode simplesmente cortar esses locais com uma serra ou pode pedir ao fornecedor para cortar esses locais que podem causar o acolhimento de acordo com suas instruções.
https://www.yidecasting.com/wp-content/uploads/2021/04/shrinkage.png250350Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 12:55:262023-06-16 02:33:28Defeitos de contração do ferro fundido
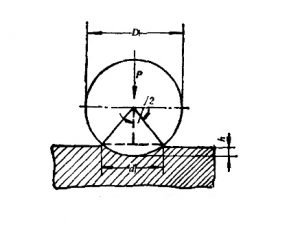
Dentre eles, a unidade do HB é kgf /
d —— Diâmetro de indentação, mm; h —— Profundidade da indentação, mm.
Desde que o diâmetro da indentação seja medido, o valor de HB pode ser obtido por projeto ou tabela de consulta.
Durante o teste, escolhendo diferentes cargas e diâmetros de esferas de aço de acordo com a natureza e a forma do material.
As vantagens do teste de dureza Brinell são forte representatividade e boa repetibilidade de dados. Ao mesmo tempo, existe uma certa relação de conversão com força. A galinha é que os materiais mais duros não podem ser testados; o recuo é grande e não é adequado para a certificação do produto acabado. É geralmente usado para testar a dureza de matérias-primas e peças temperadas, como ferro fundido, metais não ferrosos, aço de baixa liga, etc.
condições de teste
No teste de dureza Brinell, deve-se selecionar o diâmetro (D) da esfera indentadora, a carga de teste (F) e o tempo de retenção da carga (t), de acordo com o tipo de material metálico, a faixa de valores de dureza e espessura. Existem cinco diâmetros de indentador comumente usados de 1, 2, 2,5, 5 e 10 mm.
A carga de teste pode variar de 9,807N (1kgf) a 29,42 KN (3000kgf).
O tempo de retenção da carga é geralmente de 10-15s para metais ferrosos; 30s para metais não ferrosos; Anos 60 quando o valor de HB é inferior a 35.
prós e contras
O diâmetro da bola de aço e a reentrância deixada na superfície do material de metal são grandes. Portanto, o valor de dureza medido é mais preciso. Existe uma certa relação entre o valor de HB e a resistência à tradição. Isso significa que podemos determinar a resistência à tração de materiais metálicos aproximadamente de acordo com o valor de dureza Brinell.
Se a dureza do metal for muito alta, isso afetará a precisão do valor de dureza. Portanto, o teste de HB é geralmente adequado para medir materiais metálicos com um valor de HB inferior a 650.
O recuo da dureza Brinell é relativamente grande, por isso não é adequado para medir produtos acabados e materiais em folha.
A fundação de Yide é uma fundação de fundação líder na China, produzimos produtos de fundação de qualidade, buscando os detalhes necessários para cada produto de fundação, temos uma máquina de teste importada para verificar a dureza Brinell e outros parâmetros, comprometidos em provar o melhor serviço de financiamento para nossos clientes de financiamento.
https://www.yidecasting.com/wp-content/uploads/2021/02/Test-Principles-of-brinell-hardness.jpg337437Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-10 12:00:542023-06-16 02:33:28Teste de dureza Brinell