Heute stelle ich Ihnen verschiedene Metallgussfehler und Bilder vor, die beim Herstellungsprozess des Yide-Gusses gefunden werden. Dies sind häufige Sandgussfehler an der Oberfläche und im Inneren von Gusseisen- und Stahlgussteilen.
1. Blasloch e Pinhole
Dies ist ein Hohlraumdefekt, der ebenfalls in Pinholes und unterirdische Poren unterteilt ist. Pinholes são pequenos Löcher, von denen einige auf der Oberfläche zu sehen sind. Unterirdische Luftlöcher sind erst nach Bearbeitung ou Schleifen zu sehen.
Nach der Bearbeitung oder dem Schleifen können die meisten unterirdischen Poren gefunden werden. Wenn die Oberfläche flach ist, cann unser Yide-Guss sie mit einem Ultraschall-Fehlerdetektor untersuchen.

Pinhole-Defeito
2. Sandbranddefeito
Dieser Defekt umfasst Verätzungen und das Eindrigen von Metall. Normalerweise sehen Sie um die Ecke überschüssiges Metallmaterial. Morre como uma areia schlechtem. O metal está no Sandform eingedrungen.

marca de areia defeituosa
3. Sandeinschluss e Schlackeneinschluss
Diese Defekte werden auch als Schorf oder schwarzer Schorf bezeichnet. Sie sind Einschlussfehler. Es sieht so aus, as ob sich Schlacke im Metallguss befindet.

Sandeinschlussfehler
4. Sandlochdefekte
Sandloch ist ein typeischer Schrumpfungsfehler. Nach dem Sandstrahlen oder Bearbeiten werden Sie Hohlräume sehen. A areia cai da forma de areia, enrolada no metal flússico e na capa branca.
Este é um problema para a forma da areia ou para a oscilação do metal nos metais. Este defeito pode causar danos aos Gießerei.

Sandloch deserto
5. Defekt in der kalten Runde
Auch Kaltabschaltung genannt. Dies ist ein Riss mit abgerundeten Kanten. O kalte Überlappung está em uma temperatura inferior de temperatura ou em um sistema Anguss schlechtes zurückzuführen. Dies ist nur ein Oberflächenfehler. Im Allgemeinen podenn thiser Ort Luftleckagen verursachen, und außerdem ist the Material an diesem Ort von schlechter Qualität und kann daher zerbrechlich sein.
.

Kaltrunde defeituoso
6. Bata, passe fio dental e rale
Derbindungsgrat wird auch als Gussrippe bezeichnet, bei der es sich um einen dünnen Vorsprung auf der Oberfläche eines Metallgussteils handelt. Während des Reinigungs- und Schleifvorgangs sollten die Fugengrate entfernt werden.
Scharfe Rippen und Grate é um problema sério com a grelha. Esse problema é um grande problema, o problema é resolvido durante a modificação dos requisitos. Die kleinen Finnen und Grate sind jedoch keine Gussfehler, die Gießerei muss sie nur schleifen und entfernen.

Blitz, Flosse e Grate
7. Mistrun defeituoso
Dies ist ein unvollständiger Gussfehler, der zu einem unfertigen Guss führt. Die Kanten des Defekts é abgerundet und glatt.

Mistrun desertou
8. Porositätsschrumpfungsdefekt
Schrumpfungsfehler umfassen verstreute Schrumpfung, Mikroschrumpfung e Porosität. A presença de grandes impurezas no Oberfläche é uma lei para erkennen. A pequena dispersão de dispersão pode ser possível após a operação ser realizada. A seguinte Abbildung zeigt die Schrumpfung der Porosität. Die Dichte des Metalls ist sehr gering und nach der Bearbeitung sind viele kleine Löcher zu sehen.

Porositätsschrumpfungsfehler
9. Defekt der Schrumpfhohlräume
Estes foram também usados como Schwindungshohlräume, die eine schwerwiegende Art von Schwindungsfehler darstellen, und Sie können diese Löcher leicht auf der rauen Oberfläche des Metallgussteils sehen. Gießereien pode danificar seu sistema de alarme e quebrar e causar esse problema de Schwund.

Schrumpffehler
10. Depressão Schrumpfungs
Dieser Fehler ist auch eine Art von Schwindungsfehler, der wie ein vertiefter Bereich auf der Oberfläche eines Metallgussteils aussieht. Obwohl dieser Fehler nicht so schwerwiegend ist wie die Schrumpfung, führt er dennoch zu einer schlechten Oberflächenqualität und kann einige interna Fehler aufweisen, daher sollte die Gießerei versuchen, ihn zu beheben oder zu verbessern.

Depressão Schrumpfungs
11. Elefantenhautdefekte
Dies ist ein Oberflächenfehler, der Unregelmäßigkeiten ou Falten auf der Oberfläche fehler cann. Este valor será devido à temperatura elevada dos metais fundidos ou à formação de areia descolorida.

Elefantenhautdefekte
12. Vendefekt
Er wird auch Rattenschwanz genannt und sieht aus wie viele kleine Wasserspuren auf der Oberfläche eines Metallgusses. Manchmal wird dies durch die niedrige Temperatur des geschmolzenen Metalls oder die unachgemäße Angusssteuerung und das Abgassystem verursacht.

Venendefekt
13. Raue Oberfläche
Eine raue Oberfläche é também um Oberflächenfehler. Um raue normal Oberfläche não pode ser feito por Fehler, um raue zu unebene Oberfläche é apenas um Fehler.

Raue Oberflächenfehler
14. Fehlanpassung e Verschiebungsfehler
Diese Art von Formfehler wird durch die Verschiebung von Formgraten verursacht. Dies führt dazu, dass die Trennlinie falsch platziert wird. In der Nähe der Trennlinie cann die linke Seite einige Millimeter niedriger oder höher als die outros Seite sein. Die Trennfuge ist kein Mangel, aber wenn die Höhe links von der Höhe rechts abweicht, handelt es sich um einen Gussfehler. Wenn keine besondere Anforderung besteht, ist eine Abweichung von weniger als 1 mm zulässig. Beim Sandgussverfahren ist kein Mismatch unmöglich.
Se o Fehlanpassung jedoch a função des Gussstücks for beeinträchtigt, die Gießerei é kontrollieren, schleifen ou bearbeiten, um die Anforderungen zu erfüllen.


Nicht übereinstimmende Formfehler
15. Mecanismo Schaden
Este não é um Gussfehler, sondern ein echter GussQualitätsproblem, auf das Sie stoßen können. Dies ist eine Beschädigung während der Bearbeitung ou Lieferung. Arbeitnehmer sollten diesem Problem mehr Aufmerksamkeit schenken.

Mecanismo Schaden defeituoso
16. Defekte durch Schlackeneinschlüsse
Diese Art von Fehler também foi usado como Fremdeinschlüsse, Schlackeneinschlüsse bezeichnet. Im Allgemeinen besteht Schlacke aus geschmolzenem Metall. Während des Metallschmelzprozesses sollte die Gießerei Schmutz und Einschlüsse gründlich entfernen, sont werden diese Einschlüsse in das Gussstück gegossen.

Schlackeneinschlussfehler
17. Erhöhter Schimmelpilzdefekt
Durch das Verstreuen des flüssigen Metalls wird die Formflasche angehoben, wodurch der der Teil des Gussstücks höher oder dicker wird als der untere Teil.

Erhöhter Schimmelpilzdefekt
18. Rissdefekt
Rissfehler treten normalerweise innerhalb von Metallgussteilen auf. Dieser Fehler verringert the fisicamente Eigenschaften des Metallgusses. Es gibt auch Risse an der Oberfläche.


Rissdefekt
19. Knötchendefekt anormal
Aus vielen Gründen wird die Sphäroidisierungsrate von Graphit von duktilem Gusseisen beeinflusst, was zu einer schlechten Sphäroidisierungsrate führt. Durch das metalographische Mikroskop sieht man die Graphitkugeln kaum, dafür aber viele wurmartige Graphite.
Dies ist eine wesentliche Frage. Quando o outono é conhecido, a compreensão de seus mecanismos de propriedade não é o padrão de fornecimento, foi zu Schäden am Gussprodukt onde des Gebrauchs führen kann.
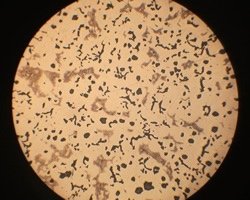
Knötchendefekt anormal
20. Ungleichmäßige Härtefehler
Dies bedeutet, dass die Härte auf derselben Oberfläche nicht gleichmäßig ist. Die Härte ist nicht einheitlich und einige Teile können eine extrem hohe Härte aufweisen. Bei der Verarbeitung zu einer härteren Position wird die Verarbeitung schwieriger. Der Bohrer cann beschädigt werden.
Dies ist eine wesentliche Frage. Stellen mit höherer Härte können schneller abkühlen als localisierte Bereiche.

Ungleichmäßige Härte
21. Sandtropfendefekt
Man nennt ihn auch Brechsand. Einige Sandklumpen caiu aus der Sandform, foi zu ähnlich geformten Sandlöchern oder Unvollständigkeit führt. Dies ist ein Problem von Sandformen. Die Sandform ist möglicherweise nicht fest genug.

Sandtropfendefekt
22. Problema de resolução
Este problema é causado por altos índices de perdas e danos. Bei langen Gussteilen und flachen Gussteilen mit dünnen Wänden ist dies ein sehr häufiger Fehler. Der Grund ist die natürliche Verformung der Sandform ou der der der Luft beim Abkühlen. Manchmal também pode resolver este problema.

Problema de configuração
23. Problema de reparação suíça
Após a reparação da sucata, também serão utilizados mecanismos de manutenção ou de polieren noch Schweißspuren sichtbar. Bei unwichtigen Gussoberflächen sollten diese Markierungen akzeptabel sein, wenn der Kunde Schweißreparaturen zulässt. An Stellen, die unter hohem Druck stehen ou der Kunde Schweißreparaturen ausdrücklich untersagt, gelten diese Markierungen jedoch als Mängel.

Schweißreparaturzeichen
24. Kalte Eisenmarke
Gusseisen kann die Schrumpfung wichtiger Teile effektiv reduzieren, daher ist es sehrüblich, Gusseisen in Gusseisenwerken zu verwenden. Die Kanten des kalten Bügeleisens sind jedoch durch Sichtkontrolle deutlich zu erkennen. Wenn diese Markierungen das Aussehen nicht beeinträchtigen, müssen einige Kunden sie nicht schleifen. Kunden können jedoch verlangen, dass der Gussteilhersteller sie schleift, um ein besseres Oberflächenbild zu erhalten. Bitte beachten Sie, dass diese Markierungen nicht als Gussfehler zu betrachten sind.

Kalte Eisenmarke
25. Gusskühlfehler
Es wird auch „weißes Eisen“ genannt. Die Oberfläche des Gussstücks mit diesem Fehler wird sehr weiß, glänzend und glatt sein. Defekte Gussteile sind zerbrechlich und spröde, sodass einige Kanten und Spitzen während der Verarbeitung brechen. Este valor é definido durante a baixa temperatura da forma de areia e a temperatura máxima da forma de areia é atingida, até que a temperatura ambiente seja atingida. Um tratamento de Glühwärmebehandlung e ihnen kann diesen Mangel beheben.

Gusskühlfehler
26. Massivos freies Karbid
Auf den metalografischen Fotos sieht man viele Hartmetalle ohne Fischgräten. Dies ist ein schwerwiegender Fehler von Gusseisenwerkstoffen und tritt normalerweise bei duktilem Gusseisen auf. Aufgrund von Rückkühlfehlern und schlechter Impfung entstehen qualitätslose Karbide, die zu Spröde von Sphäroguss und schlechter Schweißleistung führen. Eine Hochtemperatur-Glühwärmebehandlung kann seine Qualität verbessern.
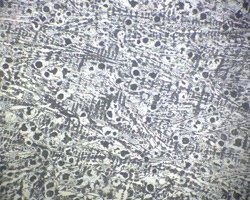
Massivos freies Karbid
27. Kaltes kurzes ou kurzes Eisen
Este defeito também será perdido no interior da Suíça. Im Guss sind Eisenbohnen enthalten. Dies ist auf das unangemessene Design der Angusssteuerung zurückzuführen, das dazu führt, dass einiges geschmolzenes Eisen plötzlich zu Bohnen wird und diese Bohnen dann in other geschmolzenes Eisen eingewickelt werden. Dies sind Oberflächenfehler, die jedoch an kritischen Stellen zu ernsthaften Schlammproblemen führen können.

Kaltes kurzes Bügeleisen
28. Abisolierfehler
Das Eisenblech auf der Oberfläche des Gussteils ist sehr dünn. Zwei Stockwerke. Dies liegt daran, dass dass Angusssystem unzumutbar ist, was zu einer sehr dünnen Luftschicht führt. Este Fehler é um Oberflächenfehler e pode daher normalmente abgeschliffen werden. Se uma pessoa não estiver na Oberfläche ist, ela será a entidade responsável.

Abisolierfehler
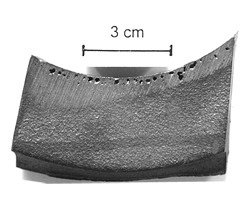
29. Gusseisen-Graphit-Flotação
Dieses defekt ist ein materielles Problem. Dies wird durch eine niedrige Gießtemperatur und einen hohen Kohlenstoffgehalt verursacht. Dieser Defekt ist sehr schädlich und kann zu sehr zerbrechlichen Materialien führen. Auf der gebrochenen Oberfläche ist die durch den Defekt verursachte ofensichtlich schwarze Oberfläche zu sehen.

Gusseisen-Graphit-Flotação

