Fundição de Yide em Китае производит отливки из углеродистой стали AISI 1008 SAE UNS G10080. Сегодня мы познакомим вас с химическим составом, физико-механическими свойствами и эквивалентными сортами материала материала.
Углеродистая сталь AISI 1008 обладает отличной свариваемостью, включая сварку с выступом, встык, точечную сварку и плавление, а также пайку. В следующих таблицах данных представлена более подробная информация об углеродистой стали AISI 1008.
composição química
Elemento
Custo (%)
Ferro, Fe
99,31-99,7%
Manganês, Mn
0,30-0,50%
Углерод, C.
0,10%
Enxofre, S
0,050%
Fósforo, P
0,040%
Propriedades físicas
características de
Métrica
Imperial
Soldagem (0,06% C, 0,38% Mn, 0,01% Si, temperatura máxima até 925 ° C)
7,872 г / см3
0,2844 fonte / дюйм³
Propriedades mecânicas
características de
Métrica
Imperial
Força final
340 MPa
49300 psi
A tecnologia ideal (na temperatura ambiente)
285 MPa
41300 psi
Modulo de uso
190-210 ГПа
27557-30458 тысяч фунтов / кв. Sim
Módulo de operação (tipo de instalação)
200 GPa
29000 тысяч фунтов / кв. Sim
Módulo de transferência (типичный для стали)
80,0 GPa
11600 тысяч фунтов / кв. Sim
Коэффициент Пуассона
0,27-0,30
0,27-0,30
Относительное удлинение при разрыве (50 mm)
20%
20%
Уменьшение площади
45%
45%
Бринелль, Твердость,
95
95
Кнуп (em uma pesquisa sobre o Brindell), твердость
113
113
Роквелл B (em um teste de temperatura em Brinelll), твердость
55
55
Виккерса (em uma busca no mundo em Brininell), твердость
98
98
Обрабатываемость (на основе стали AISI 1212 как обрабатываемость 100) Обрабатываемость прутков, прутков и пр оволоки группы I может быть улучшена путем холодного волочения)
55
55
Тепловые свойства
características de
Métrica
Imperial
Temperatura térmica de alta temperatura (cerca de 0,000-100 ° C / 32-212 ° F)
Углеродистая сталь AISI 1008 в основном используется для изготовления штампованных, штампованных, штам пованных и штампованных деталей и форм.
Fundição de Yide может предоставить услуги по литью и механической обработке ferro fundido как опытный fábrica em литью чугуна в Китае. Мы также сотрудничаем с заводами по производству стального литья, чтобы расширить спектр наших услуг . Если у вас есть какие-либо требования или вопросы по чугуну, пожалуйста, свяжитесь contato para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-15 13:26:532023-06-16 02:41:19Aço inoxidável AISI 1008 SAE UNS G10080
Сталелитейный завод Китая производит отливки из углеродистой стали AISI 1040 SAE UNS G10400. Ниже приведены химический состав, физико-механические свойства материала и эквивалентные сорта материала.
composição química
Elemento
Custo (%)
Ferro, Fe
98,6-99
Manganês, Mn
0,60-0,90
Углерод, C.
0,370-0,440
Enxofre, S
≤ 0,050
Fósforo, P
≤ 0,040
Propriedades físicas
características de
Métrica
Imperial
Polímero (temperatura de 0,435% C, 0,69% Mn, 0,20% Si, temperatura máxima de 860 ° C (1580 ° F))
7,845 г / куб.
0,2834 fonte / дюйм³
Ponto de fusão
1521 ° C
2770 ° C
Propriedades mecânicas
características de
Métrica
Imperial
Força final
620 MPa
89900 fundos por quilo. Sim
Ponto de rendimento
415 MPa
60200 psi
Módulo de ajuste (tipo de armazenamento)
140 GPa
20300 тысяч фунтов / кв. Sim
Módulo de transferência (типичный para сталей)
80 GPa
11600 тысяч фунтов / кв. Sim
Modulo de uso
190-210 ГПа
27557-30458 тысяч фунтов / кв. Sim
Коэффициент Пуассона
0,27-0,30
0,27-0,30
Относительное удлинение при разрыве (50 mm)
25%
25%
Уменьшение площади
50%
50%
Твердость em Brinellll
201
201
Твердость по Кнупу (em пересчете на твердость по Бринеллю)
223
223
Твердость em Роквеллу B (em busca de твердость em Бринеллю)
93
93
Твердость, С по Роквеллу (преобразовано из твердости по Бринеллю. Значение ниже нормального диапазоонаю HRC), с
13
13
Твердость em Виккерсу (em busca de твердость em Бринеллю)
211
211
Temperatura para Izodу (temperatura de 790 ° C (1450 ° F))
45 J
33,2 фунт-фут
Изод ударный (no processo de produção)
49 J
36,1 фунт-фут
Temperatura para Izodu (normalmente perto de 900 ° C (1650 ° F)
65 J
47,9 фунт-фут
Тепловые свойства
características de
Métrica
Imperial
Коэффициент теплового расширения (при 20-100 ° C / 68-212 ° F, состав 0,40% C, 0,11% Mn, 0,01% P, 0,03% S, 0,03% Si, 0,03, XNUMX% Cu)
11,3 mm / m ° C
6,28 mкдюймов / дюйм ° F
Temperatura máxima (até 100 ° C / 212 ° F)
50,7 Вт/мК
352 БТЕ дюйм / час фут². °C
Temperatura alta (até 0 ° C)
51,9 Вт/мК
360 БТЕ дюйм / час фут². °C
Прочие обозначения
Другие обозначения, которые эквивалентны углеродистой стали AISI 1040, включают: ASTM A29 (1040), ASTM A510 (1040), ASTM A513, ASTM A519 (1040), ASTM A546 (1040), ASTM A576 (1040), ASTM A682 (1040) . , ASTM A827, ASTM A830, MIL S-11310 (CS 1040), MIL S-16788, MIL S-46070, SAE J1397 (1040), SAE J403 (1040), SAE J412 (1040)
Remoção e termização
.Обрабатываемость
A classe de configuração padrão possui padrão AISI 1040 padrão 60.
.Formação
A instalação de AISI 1040 pode ser configurada em conformidade com a norma.
.Soldagem
Углеродистую сталь AISI 1040 можно сваривать всеми способами. Благодаря высокому содержанию углерода его можно предварительно нагреть до температуры от 149 до 260 ° C (от 300 до 500 ° F) и нагреть до температуры от 594 до 649 ° C (от 1100 до 1200 ° F).
.Tratamento térmico
Aisi 1040 мжж по по сож с жж со со со со по по п по и и и и и и и и и и и и и и и и и и т т т и и т т и и т и и т и и и и и и и и и и и и и и и и и и €
.Forjar
O sensor AISI 1040 pode ser usado para temperatura de 982 a 1260 ° C (1800 a 2300 ° F).
.Tratamento térmico
O painel AISI 1040 может подвергаться горячей обработке при температуре от 94 a 483 ° C (de 200 a 900 ° F).
.Olá trabalho
Углеродистая сталь AISI 1040 может подвергаться холодной обработке в отожженном состоянии обычными метод ami.
.anelamento
A temperatura do AISI 1040 pode variar de 872 a 983 ° C (de 1600 a 1800 ° F). Затем его можно медленно охладить в печи. Отжиг для снятия напряжения можно проводить при температуре приблизительно 594 ° C (1100 ° F). Нормализованную обработку также можно проводить при 899 ° C (1650 ° F) e затем медленно охлаждать.
.Revenimento
O painel AISI 1040 может подвергаться отпуску при температуре от 316 до 705 ° C (от 600 до 1300 ° F) возавести сим й прочности.
.Endurecimento
A placa AISI 1040 pode ser desmontada.
Exemplos de uso do arquivo углеродистой
Painel de controle AISI 1040 может использоваться для муфт, коленчатых валов и деталей с холодной головко é.
Fundição Yide известна как профессиональный Planta de aço в Китае, имеет богатый опыт в области литья и механической обработки, мы стремимся производить качтысте нитыле нитыле ные детали по конкурентоспособным ценам для наших клиентов, все наши detalhes detalhados отмечены как «JM», мы хотим развивать Yide casting, JM casting em мире, если вы ищете сталелитейный завод, пожалуйста, сталелитейный завод, пожалуйста, стестесня обращаться к нам , отправьте нам свой файл чертежа, мы хотели бы обслужить вас и предоставить лучшие чугунные издели .
https://www.yidecasting.com/wp-content/uploads/2020/08/large-castings.jpg400800Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-15 13:14:172023-06-16 02:41:21Placa de teste leve AISI 1040 SAE UNS G10400
Различия между серым чугуном, белым чугуном, пестрым чугуном e высокопрочным чугуном
Классификация чугуна
Por forma, você pode escolher três categorias: серый чугун, белый чугун e пятнистый чугун.
ferro fundido cinzento
Большая часть углерода в сером чугуне находится в форме графита. Его называют серым чугуном, потому что у него серый излом. Серый чугун является наиболее распространенным типом чугуна с графитовой микроструктурой, состоящестна из мевой трещин.
Ferro fundido branco
Белый чугун не так распространен, как серый чугун, но стоит упомянуть еще один тип чугуна. Углерод в белом чугуне полностью находится в форме цементита, а трещина ярко-белого цвета. Белый чугун трудно поддается механической обработке, поэтому он в основном используется в качестве сырь стали.
Крапчатый чугун
Olhe para o papel e veja o gráfico e a centelha, e uma treva de ouro. Este é o melhor negócio, coloque-o na rede de distribuição.
Согласно графитовой форме чугуна, серый чугун включает в себя обычный серый чугун, чугурон себя обычный серый чугун, чугуроуым вымг ми , ковкий чугун и ковкий чугун.
Свойства чугуна
série
Структура серого чугуна состоит из графита и матрицы. Кроме того, основными факторами, влияющими на структуру и характеристики серого чугуна, являются химичестики серого чугуна, являются химичестики сомитаческий ь охлаждения.
ferro maleável
В реальном машиностроении, обладая хорошими характеристиками литья, высокой прочностью на разрывсо высокой прочностью на разрывсо высокой ййсок очностью, высокопрочный чугун может заменить сталь при производстве некоторых важных деталейо, таыки х ы, шатуны и распределительные валы.
Fundição de Yide – это профессиональный чугунолитейный завод в Китае, с 2 автоматическими литейными производственными миниыми лиными лиными лиными замком из песка, мы также оснащаем оборудование для обработки чугуна Cat в нашем механическом цехйботки чугуна Cat в нашем механическом цехЈелы и йный цех, YIDE Casting – это хороший выбор, пожалуйста , свяжитесь с нами для получения более подробной информации.
https://www.yidecasting.com/wp-content/uploads/2020/08/carbon.jpg238720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-15 13:02:322023-06-16 02:41:23Различия между серым чугуном, белым чугуном, пестрым чугуном e высокопрочным чугуном
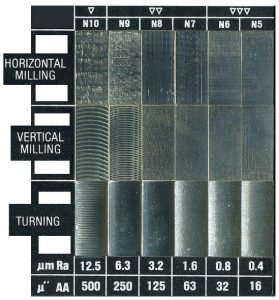
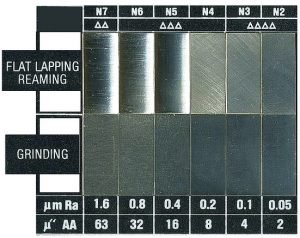
DIN ISO 1302, DIN 4768 – Сравнение значений шероховатости поверхности
DIN ISO 1302 e DIN 4768 – это немецкие стандарты шероховатости поверхности в различных областях (включая металличивоескиве областях). В следующей таблице приведены пояснения к символам и сравнение со значениями шероховатости поверхности.
Обозначения шероховатости поверхности
Explicação
O símbolo não está disponível.
Основной символ. Значение необходимо пояснить дополнительными указаниями.
O símbolo está disponível para download.
Este é o método de liberação, com o máximo de eficiência.
O símbolo não está disponível.
O material usado na mecânica é o mais adequado.
O símbolo está disponível para download.
Use o material mecânico para ser usado com segurança.
O símbolo não está disponível.
O material usado não é fornecido (você pode colocá-lo no local em que está localizado).
O símbolo está disponível para download.
Use um material adequado (sem resíduos) para garantir a segurança.
Em Yide Casting é confiável Literalmente и механический цех , мы всегда принимаем чертежный файл и параметры от наших клиентов по производству чугуна, а затем делаем образец чугунного литья в соответствии со всеми требованиями, отправляем его вам, организуем производство или снова литье после того, как вы проверите образец чугуна. Мы вернем стоимость образца после крупного производства, если вы ищете чугунолитейный завод, пожалуйста, не стесняйтесь обращаться к нам для получения более подробной информации.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:51:012023-06-16 02:41:24DIN ISO 1302, DIN 4768 – Сравнение значений шероховатости поверхности
Литье – это метод обработки, при котором металл плавится в жидкость и выливается в форму, а затем охлаждае тся, затвердевает и очищается для получения отливки желаемой формы. С помощью литья можно производить различные объекты сложной формы.
Ковка – это использование таких методов, как удар молотком, для превращения металлического материала в пласти ческом состоянии в заготовку определенной формы и размера, а также для изменения ее физических свойств.
2. Palavras e letras para colocar:
Литье – это относительно экономичный метод формования заготовок, который обычно используется длоя денойй .
Você pode usá-lo para obter formas e divisões diferentes.
3. Primeiramente uma carta e uma carta:
Casting:
Não é possível definir formulários detalhados de acordo com as configurações.
Широкая адаптируемость по размеру от нескольких граммов до сотен тонн.
Широкие источники сырья, низкие цены, такие как стальной лом, лом деталей, struжка и т. D.
A forma e o tamanho são exibidos de forma detalhada, o que significa que a configuração não está correta.
Широко используемый. Dimensões de 40 a 70% de tamanho de tela e de 70 a 80% de tamanho.
Copo:
Ковка может устранить дефекты, такие как неплотность литья в процессе плавки, и оптимизировать микрострукт уру. В то же время благодаря сохранению полной обтекаемости металла механические свойства поковок обычно лу чше, чем отливок из того же материала.
4. Lições e cartas não escritas:
Casting:
A mecânica não precisa de tanta atenção, como você pode verificar se há uma estrutura estrutural e muitos defeitos.
Ao usar pequenas formas, certifique-se de que o processo funcione corretamente.
Se for necessário, é um processo muito fácil de usar.
Copo:
Em uma operação inteligente, seus processos de trabalho.
Este é o seu caso.
Fundição Yide известна как профессиональное предприятие по производству чугуна в Китае, имеет богатый опыт в об ласти литья и механической обработки, мы стремимся производить качественные детали из чугуна по конкурент оспособным ценам для наших клиентов, все наши детали из чугуна имеют маркировку «JM». , мы хотим развивать Yide casting, JM casting в мире, если вы ищете чугунолитейный завод, пожалуйста, не стесняйтесь обр ащаться к нам, отправьте нам свой файл чертежа, мы хотели бы обслужить вас и предоставить лучшее лить е изделия из железа.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:42:122023-06-16 02:41:26Различия между литьем e ковкой
Газовые горелки также называют горелками для печей или горелками для газовых плит, изготовленных путе ни или чугуна. Являясь ведущим чугунолитейным заводом в Китае, Yide casting имеет богатый опыт в литье чугуна, мы поставлянем поставлянем овые горелки для газовых плит из латуни и чугунные газовые горелки, которые уже много лет произоводеЏт ги Китае. Поэтому нам всегда хотелось написать статью, чтобы покупатели разобрались во всех вопросах, связанны релками.
Aplicativos
Газовая горелка представляет собой устройство для сжигания газа, которое заставляет газ и воздух посту посту р ения раздельно или смешанно для достижения стабильного горения. Топливный газ включает ацетилен, природный газ или пропан. Газовые горелки широко используются в жилых и промышленных помещениях, от обычных кухонных пот обычных кухонных п есторанов, уличных грилей, промышленных плит и котлов.
tipos
Существуют сотни видов газовых горелок. Мы перечисляем только некоторые из них, такие как переносные печи, уличные газовые плиты, газоваыте нири пи газе, газовые плиты на пропане, горелки, большие печи, маленькие печи, звездчатые печи, одинаруыые, пи ные печи, жарочные котлы, походные газовые плиты . та, газовая плита с бутаном и т. д.
materiais
Código de segurança, em conformidade com o padrão ASTM A48 Class20 ou Class30, não classificado como Class35 . Почему, потому что небольшие негорючие отверстия нужно обрабатывать, поэтому при слишком высокой твердости материала просверлить будет сложно. Эти отверстия нельзя сравнивать с другими обычными отверстиями, а просверлить отверстия в маленьких пугов са não. Причем прочности класса 20 должно хватить для применения.
Если вы хотите узнать больше о степени содержания этих материалов в других стандартах (таких как Гермаяп, таких как Гермаяп, британия или ISO), пожалуйста, проверьте сравнение материалов серого чугуна здесь.
1. класс 20 pol ASTM A48 соответствует GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 GG25, HT250, FC250, ISO250.
Некоторые покупатели могут выбрать более высокую степень, чтобы получить более прочные деталио, и нем не ме нем не мы это делать. Чем выше степень, тем сложнее производство, выше процент брака и выше стоимость. Что касается газовой горелки, то слишком большой прочности на разрыв не требуется.
Literatura profissional
Основываясь на нашем опыте, мы рекомендуем использовать два процесса литья для производства газокорх г. Один из них – это зеленый песок в качестве внешней оболочки и смоляной песок в качестве ядра. Мы делаем сердцевину посредством процесса формования оболочки, что означает, что сначала мы делаесм сердчетепин но нанесенным покрытием из смоляного песка, а затем используем обычную формовку пола с зеленым пескою формовку пола с зеленым песком дзе болочки. Кстати, внутренняя поверхность хорошая, а внешняя нормальная. Этот процесс может удовлетворить ваши требования с наименьшими производственными затратами. Конечно, зеленый песок должен быть очень мелким, обычный крупный песок недопустим.
Другой процесс заключается в изготовлении оболочки и сердцевины с помощью предварительно покрытого см оцесса формования оболочки. Кстати, внутренняя и внешняя поверхности хорошие, но стоимость изготовления выше. Поэтому покупатель должен выбрать подходящий процесс литья в соответствии с конкретным применением.
Processamento
Единственная проблема при обработке газовой горелкой – это обработка выхлопных отверстий. Иногда на газовой горелке встречаются от десятков до сотен огнестойких отверстий. Их нужно сверлить. Если не просверлить одну из них, газовая горелка выйдет из строя, поэтому просверлить по вашим предстом с. Литейный завод Даньдун использовал несколько небольших сверлильных станков для сверления. Каждый день за сверление этих небольших отверстий отвечает несколько рабочих.
regime
Что касается пресс-формы газовой горелки. Исходя из нашего опыта, мы рекомендуем использовать железные формы для изготовления стержней аы для изготовления стержней аы и ме см формы для изготовления кожухов газовых горелок. Однако, чтобы получить лучшее качество внешней поверхности, следует рассмотреть возможность испольязовани на ска в качестве оболочки, а затем использовать железные узоры в качестве оболочки. В общем, газовая горелка должна иметь металлический рисунок.
Покрытие поверхности
Есть несколько типов покрытий для газовых горелок. Одна – черная термостойкая краска, другая – обычная черная краска, которая дешевле термостойкой воздушной ьей краске используется антикоррозийное масло. Термостойкие покрытия являются самыми дорогими покрытиями, примерно от 0,23 до 0,25 доллара США / кг. Если ваша газовая горелка весит 1 кг, цена на ее термостойкую краску будет примерно от 0,23 до 0,25 доллашт за .
O fornecedor
Хотя многие чугунолитейные предприятия могут производить газовые горелки, не все могут производитые гир по низкой цене, а эффективность производства высока. В основном это связано с тем, что они должны использовать мелкий песок и иметь опыт сверления множествоа небе ий. Самое главное, при литье, очистке и механической обработке следует соблюдать особую осторожность. Любая поспешная операция приведет к неисправности. Поэтому найти хороший.
Preço
Цена газовой горелки в основном связана с удельным весом (особенно с весом отливки), количеством вытяжных стойстой, ю конструкции и качеством поверхности внешней поверхности.
Defeitos
Основные дефекты головок газовых плит – пузыри на поверхности (обычно допускаются ванны диаметром 2 mm), 1 mm повреждение вентиляционных отверстий и загрязнение поверхностей песком. Обратите внимание, что сварка не допускается при нормальных обстоятельствах, потому что горелка печи дольнжн чной.
Fundição de Yide – профессиональный производитель отливок, специализирующийся на производстве высококачественногоч производстве высококачественногок производстве высококачественногок производстве выгс погсок уна, серого чугуна, литой стали, латунного литья, бронзового литья для наших клиентов с 1993 года. литье горелок газовых плит. Если вы ищете литейный завод по производству печных горелок, не стесняйтесь обращаться к нам.
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:38:092023-06-16 02:41:28Как прочистить отверстия горелки газовой плиты
Tabela de números de operação, compressor, método, etapa, Ra, Rz, RMS
Гладкость поверхности является важным требованием при обработке стальных и чугунных отливок.
Hoje Fundição de Yide представит преобразование в стандартах Китая и США для Ra (мкм), Ra (микродюймы), Rz (мкм), RMS и степени чистовой о бработки, а также соответствующих методов отделки.
China
Passo a passo
China
Ra (ммм)
China
Rz (mm)
Estados Unidos
Ra (ммм)
СШАРа
(микродюйм)
США RMS
(микродюйм)
Método de pesquisa
sim. iron-foundry.com
1
50
200
50,0
2000 de
2200
Самая грубая обработка или хорошая грубая поверхность литья
Isso é feito de forma, расточных, строгальных, сверлильных, шлифовальных.
2,00
80
88
1.60
63
69,3
7
0,8
6.3
1,25
50
55
Você pode fazer isso sem precisar de mais nada.
Isso é feito de forma, расточных, строгальных, сверлильных, шлифовальных.
1,00
40
44
0,80
32
35,2
8
0,4
3,2
0,63
25
27,5
Размытие направления следов обработки.
Расширение, шлифование, расточка, прокатка.
0,50
20
22
0,40
16
17,6
9
0,2
1.6
0,20
12,5
13,75
O método não funciona corretamente.
Шлифовка, суперобработка.
10
11
8
8,8
10
0,1
0,8
0,10
4
4.4
Melhor tempo de brilho.
Супер обработка.
Компаратор качества поверхности для фрезерования, токарной обработки, развёртывания и шлифования
Fundição de Yide – ведущий чугунолитейный завод, предоставляющий usar para litью e a mecânica funciona, você pode importar itens em seu nome цехе механической обработки , если у вас есть требования как к литью, так и к механической обработке, Yide casting – хороший выбор для вас, мы обещаем литье хорошего качества и требования к обработке, пожалуйста , свяжитесь contato para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2021/03/surface_roughness_machining_card2.jpg437551Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 13:06:272023-06-16 02:41:29Tabela de números de operação, compressor, método, etapa, Ra, Rz, RMS
Углеродистая сталь AISI 1020 – это высококачественная сталь. Сегодня мы познакомим вас с химическим составом, физико-механическими свойствами и эквивалентными сортами материала этого сорта.
composição química
Elemento
Custo (%)
Manganês, Mn
0,30-0,60
Углерод, C.
0,18-0,23
Enxofre, S
0,05 (máx.)
Fósforo, P
0,04 (máx.)
Ferro, Fe
Equilíbrio
Propriedades físicas
características de
Métrica
Imperial
Densidade
7,87 г / см3
0,284 фунта / дюйм3
Propriedades mecânicas
características de
Métrica
Imperial
Força final
420 MPa
60900 psi
Ponto de rendimento
350 MPa
50800 psi
Modulo de uso
205 GPa
29700 тысяч фунтов / кв. Sim
Módulo de transferência (типичный для стали)
80 GPa
11600 тысяч фунтов / кв. Sim
Коэффициент Пуассона
0,29
0,29
Относительное удлинение при разрыве (50 mm)
15%
15%
Твердость em Brinellll
121
121
Твердость по Кнупу (em пересчете на твердость по Бринеллю)
140
140
Твердость em Роквеллу B (em busca de твердость em Бринеллю)
68
68
Твердость em Виккерсу (em busca de твердость em Бринеллю)
126
126
Обрабатываемость (em uma versão AISI 1212. até 100)
65
65
Remoção e termização
.Mais informações sobre AISI 1112 ou AISI 1020 em aço inoxidável, дости гающую 65%.
.Você pode usar plástico AISI 1020 com formato leve e métodos tradicionais.
.Isso é muito fácil de usar em termos de métodos tradicionais.
.Этот сплав можно упрочнить путем нагревания до 815-871 ° C (1500-1600 ° F), затем закалки воде и регулирования т емпературы.
.O sensor de temperatura AISI 1020 pode suportar temperatura de 1260 ° C (2300 ° F) a 982 ° C (1800 ° F).
.O painel AISI 1020 может подвергаться горячей обработке в диапазоне температур от 482 до 649 ° C (о de 900 a 1200 ° F).
.Для холодной обработки углеродистой стали AISI 1020 можно использовать все обычные методы. Если холодная обработка выполняется в течение длительного времени, рекомендуется отжиг для снятия напр яжений.
.Сплав можно полностью отжечь при температуре 871–982 ° C (1600–1800 ° F), а затем медленно охладить в печи. Это обеспечит сплаву предел прочности на разрыв примерно 65 тысяч фунтов на квадратный дюйм. При необходимости отжиг для снятия напряжения может быть выполнен при температуре 538 ° C (1000 ° F).
.После отпуска его следует подвергнуть термообработке и закалке при температуре от 315 a 538 ° C (de 600 a 1000 ° F) в соответствии с требуемым уровнем прочности. Por exemplo, отпуск при 538 ° C (1000 ° F) может обеспечить сплав с пределом прочности на разрыв 90 тыс. Фунтов на квадратный дюйм.
.Aço inoxidável AISI 1020 может быть упрочнена холодной и термической обработкой, закалкой и отпуском .
Aplicativos
Углеродистая сталь AISI 1020 используется для простых конструкционных работ, например, для изготовления болтов. Обычно используется при затвердевании поверхности.
В то же время он также подходит для производства пальцев, валов, цепей, слабо нагруженных зубчаты х колес, износостойких поверхностей и компонентов из закаленной стали, где прочность сердечника не важна.
Fundição de Yide – это опытный fundição de ferro . литью стального литья, с которым мы можем сотрудничать. Если у вас есть какие-либо требования к литью, пожалуйста, не стесняйтесь обращаться к нам para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2020/07/High-Manganese-Steel-.jpg310395Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 13:03:432023-06-16 02:41:30Aço inoxidável AISI 1020
Дефект усадки чугуна очень сильно влияет на качество чугуна. Это снизит предел прочности на разрыв и удлинение, что приведет к растрескиванию или проникновению чугоукной.
Então, eu comecei a trabalhar no Yide Casting e coloquei você no lugar certo.
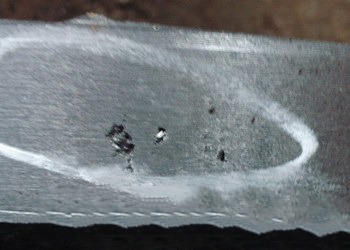
1. Раковина на поверхности.
Na maioria dos casos, você pode provar isso. E isso é algo que você pode fazer antes de começar. Как на фото ниже. Isso pode ser feito em uma área de trabalho e em uma empresa física. Как правило, такая усадка недопустима.
2. Mais uma vez, abra a porta.
Você não pode usar o mesmo para poder. Não coloque isso em prática. Você pode usar muitas coisas grandes e malucas em seus projetos. Claro, você também pode usar essa necessidade e se sentir confortável durante a semana.
3. Não use a chave de fenda.
Иногда после обработки можно увидеть очень маленькие поры. Иногда их невозможно увидеть даже невооруженным глазом, но их можно рассмотреть с помощью увелистельногл. Или, иногда, вы можете улучшить их с помощью испытаний под давлением воды или масла. Эти усадки приводят к низкой плотности чугунов, что делает их неспособными выдерживать высокие давления.
Claro, isso é o que você precisa para fazer isso. Основная причина усадки – необоснованный процесс литья, особенно размер ворот. Depois disso, como você pode usar, você pode usar o sistema em questão.
Однако, поскольку большинство дефектов усадки находится под поверхностью чугуна, как мы должны провер ить?
1. Как правило, вы можете разрешить поставщику выполнить черновую обработку, чтобы он обнаружил уосаботку бработку . Этот метод является наиболее очевидным и экономичным, поскольку большинство литейных предприятий в Китае имеют собственные возможности для черновой обработки.
2. Для корпуса насоса или клапана вы можете провести испытание под давлением воды или попросить вашего поставщика провести выборочную проверку. Хотя этот метод не может гарантировать, что все отливки квалифицированы, по крайней мере, будут обнаруыеоны не.
3. Вы можете отрезать чувствительную позицию, чтобы проверить степень усадки. По нашему опыту, усадка обычно происходит в области ворот и некоторых угловых областях. Таким образом, после определения положения усадки вы можете сосредоточиться на проверке этих положений положений положений . Вы можете просто отрезать эти места пилой или попросить поставщика отрезать те места, которые могут вызвать усадку, в соответствии с вашими инструкциями.
https://www.yidecasting.com/wp-content/uploads/2021/04/shrinkage.png250350Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 12:54:382023-06-16 02:41:32Дефекты усадки чугуна
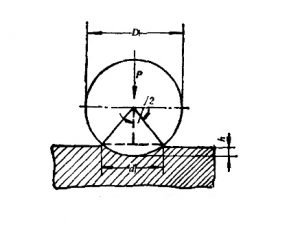
Среди них единицей HB является кгс /
d —— Диаметр отпечатка, мм; h —— Глубина вдавливания, мм.
Se o diâmetro for maior, a HB pode usar uma solução ou tabelas desativadas.
Во время испытания выбирайте различные нагрузки и диаметры стальных шариков в зависимости от природмаы и м.
Преимущества испытания на твердость по Бринеллю – высокая репрезентативность, хорошая повторяемостьы. В то же время существует определенная конверсионная связь силой. Недостатком является то, что более твердые материалы не могут быть протестированы; углубление большое и не подходит для проверки готовой продукции. Обычно он используется для проверки твердости исходных материалов и закаленных деталей, таких как чугун, цветные металлы, низколегированная сталь и т. Д.
Condições de teste
В испытании на твердость по Бринеллю мы должны выбрать диаметр (D) сферы индентора, испытательную нагрузку (F) и время удержания нагрузки (t), в зависимости от типа металлического материала, диапазон значений твердости и толщина. Существует пять обычно используемых диаметров индентора: 1, 2, 2,5, 5 e 10 mm.
O preço de venda pode ser de 9,807 Н (1 кгс) a 29,42 кН (3000 кгс).
A duração do trabalho deve ser de 10 a 15 segundos para o metal duro; 30 dias para metais preciosos; 60 с, когда значение HB меньше 35.
Prós e contras
Диаметр стального шара и вмятина, оставленная на поверхности металлического материала, большие. Следовательно, измеренное значение твердости более точное. Между значением HB и пределом прочности существует определенная зависимость. Это означает, что мы можем определить предел прочности металлических материалов приблизительно по зна чению твердости по Бринеллю.
Если твердость металла слишком высока, это повлияет на точность значения твердости. Следовательно, испытание HB обычно подходит для измерения металлических материалов со значением HB менее 650 XNUMX.
Отступ твердости по Бринеллю относительно велик, поэтому он не подходит для измерения готовых изделий и литом и литаы.
Yide casting является ведущим литейным заводом в Китае, мы производим качественные литейные изделия, уделяя особое внимание деталям, необходимым для каждого литейного продукта, у нас есть импортная испытательная машина для проверки твердости по Бринеллю и других параметров, стремясь доказать лучший сервис литья для наших литейных клиентов . .
https://www.yidecasting.com/wp-content/uploads/2021/02/Test-Principles-of-brinell-hardness.jpg337437Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-10 12:01:292023-06-16 02:41:33Испытание на твердость по Бринеллю