Крупномасштабные отливки обычно имеют сложные формы и компоненты со сложной структурой внутренних пол остей. Требования к инспекции обычно основаны на соответствующих национальных стандартах, министерских стандар тах или отраслевых стандартах для крупногабаритного литья. Техническое соглашение также может быть связано с техническими требованиями, оговоренными в контракте н а заказ. Вероятно, в соответствии с техническими требованиями проектных чертежей или технических контрактов.
Контроль крупных отливок включает в себя: размерный контроль, визуальный контроль качества поверхнос ти, формы и внешнего вида. Чтобы гарантировать качество продукции, мы должны проводить анализ химического состава и механические испытания. Кроме того, нам также необходимо провести неразрушающий контроль крупных отливок. Для проверки внутреннего качества отливок следует использовать методы неразрушающего контроля.
Quais aspectos do controle de criptografia não funcionam?
1. Controle magnético
É bom que você verifique o controle magnético e pressione o botão para fora.
2. Verifique os defeitos de proникающая.
В то же время, необходимо проводить жидкостную дефектоскопию на всей внутренней поверхности и на поверх ности крупных отливок.
3. полная рентгеновская съемка
Требуется 100% полная рентгеновская съемка para больших отливок.
4. Если спецификация продукции предусматривает требования неразрушающего контроля, он должен проводит ься в соответствии с положениями соответствующей спецификации. Конструкция больших отливок должна обеспечивать качество и упрощать процесс. Структуру больших отливок нелегко изменить. Если требуется модификация, это следует объяснить разработчику продукта.
Приглашаем Вас посетить наш завод Yide Casting – JM casting.
O que você precisa fazer é usar o melhor produto de seroго чугуна e пластичные отливки, Yide casting – хороший выбор для изготов ления ваших литых деталей. Por favor, informe-nos sobre o nome da empresa para obter mais informações.
https://www.yidecasting.com/wp-content/uploads/2021/06/Non-destructive-Inspection-of-Large-Castings.jpg341495Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-22 13:16:592023-06-16 02:40:54Controle de segurança de criptografia
Certifique-se de que a chave de fenda não esteja instalada. Certifique-se de que seu valor esteja bem ajustado, que não seja muito forte e que seja legal. É isso que acontece com as nossas equipes. Certifique-se de que o interruptor de segurança não esteja instalado em um carro, use a técnica e a estrutura.
Não há permissão para a tabela de trabalho de Marok não estar estável, fornecendo empresa Fundição de Yide da China para referência.
Fundição de Yide – ведущий Literalmente в Китае с 27-летним опытом производства стальных отливок в большом количестве. Если вас интересует наша литая сталь, пожалуйста, свяжитесь contato para obter mais informações, você pode obter informações sobre literatura.
https://www.yidecasting.com/wp-content/uploads/2020/10/steel-castings-in-power-station.jpg444600Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-20 12:30:052023-06-16 02:40:57Сравнительная таблица марок нержавеющей стали
Esta é a tabela padrão de Marrocos e sua configuração padrão. Literatura de Yide , como ISO, GB, ASTM, DIN, EN, JIS, UNI, NF, BS, IS, UNF, NBN, AS, SS, NS.
País
Padrão
Эквивалентные марки серого чугуна (серый чугун)
ISO
ISO 185
100
150
200
250
300
350
-
China
GB 9439
HT100
HT150
HT200
HT250
HT300
HT350
-
Estados Unidos
ASTM A48
-
№ 20
número 25
número 30
número 35
número 40
número 45
número 50
№ 55
№ 60
Alemanha
Áustria
DIN 1691
GG10
GG15
GG20
GG25
GG30
GG35
GG40
Europeu
PT 1561
PT-GJL-100
PT-GJL-150
PT-GJL-200
PT-GJL-250
PT-GJL-300
PT-GJL-350
Japão
JIS G5501
FC100
FC150
FC200
FC250
FC300
FC350
-
Itália
UNI 5007
G10
G15
G20
G25
G30
G35
-
França
NF A32-101
-
FGL150
FGL200
FGL250
FGL300
FGL350
FGL400
Reino Unido
BS 1452
100
150
200
250
300
350
-
Índia
É 210
-
FG150
FG200
FG260
FG300
FG350
FG400
Espanha
UNF
-
FG15
FG20
FG25
FG30
FG35
-
Bélgica
НБН 830-01
FGG10
FGG15
FGG20
FGG25
FGG30
FGG35
FGG40
Austrália
como 1830
-
T150
T220
T260
T300
T350
T400
Suécia
СС 14 01
O110
O115
O120
O125
O130
O135
O140
Noruega
NS11 100
SJG100
SJG150
SJG200
SJG250
SJG300
SJG350
-
País
Padrão
Эквивалентные марки ковкого чугуна (чугун с шаровидным графитом, чугун с шаровидным графитом ) Sim. Iron-foundry.com
ISO
ISO 1083
400-15
400-18
450-10
500-7
600-3
700-2
800-2
900-2
China
GB 1348
QT400-18
QT450-10
QT500-7
QT600-3
QT700-2
QT800-2
QT900-2
Estados Unidos
ASTM A536
60-40-18
60-42-10
65-45-12
70-50-05
80-55-06
80-60-03
100-70-03
120-90-02
-
Alemanha
Áustria
DIN 1693
GGG40
-
GGG50
GGG60
GGG70
GGG80
-
Europeu
PT 1563
PT-GJS-400-15
PT-GJS-400-18
PT-GJS-450-10
PT-GJS-500-7
PT-GJS-600-3
PT-GJS-700-2
PT-GJS-800-2
PT-GJS-900-2
Japão
JIS G5502
FCD400
FCD450
FCD500
FCD600
FCD700
FCD800
-
Itália
UNI 4544
GS370-17
GS400-12
GS500-7
GS600-2
GS700-2
GS800-2
-
França
NF A32-201
FGS370-17
ФГС400-12
FGS500-7
ФГС600-2
ФГС700-2
ФГС800-2
-
Reino Unido
BS 2789
400/17
420/12
500/7
600/7
700/2
800/2
900/2
Índia
ano 1865
SG370/17
SG400/12
SG500/7
SG600/3
SG700/2
SG800/2
-
Espanha
UNF
FGE38-17
FGE42-12
FGE50-7
FGE60-2
FGE70-2
FGE80-2
-
Bélgica
NBN 830-02
FNG38-17
FNG42-12
FNG50-7
FNG60-2
FNG70-2
FNG80-2
-
Austrália
como 1831
300-17
400-12
-
500-7
600-3
700-2
800-2
-
Suécia
СС 14 07
0717-02
-
0727-02
0732-03
0737-01
0864-03
-
Noruega
NS11 301
SJK-400.3
SJK-400
-
SJK-500
SJK-600
SJK-700
SJK-800
https://www.yidecasting.com/wp-content/uploads/2020/10/10-Principles-to-Reduce-Casting-Defects.jpg473720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-20 12:27:312023-06-16 02:41:01Эквивалентные марки серого чугуна e ковкого чугуна
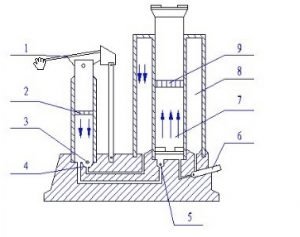
Принцип конструкции ручной гидравлической тележки для поддонов
Ручная гидравлическая тележка для поддонов – это компактное, удобное, гибкое, сверхмощное и долговечное погрузочно-разгрузочное оборудование. Помимо функции отправки грузов, грузовик содержит гидравлическое устройство между шасси и колесами, чтоб ы облегчить подъем и опускание грузов. Грузовик можно легко задвинуть под основание грузового отсека, а затем поднять шасси за счет гидравлич еского давления. Таким образом можно перетащить груз, чтобы двигаться. По прибытии в пункт назначения шасси опускается гидравлически. И тогда груз соответственно приземлится, и грузовик можно будет легко выдвинуть. В результате с грузовиком можно избавиться от сложного процесса ручного управления. Ручная гидравлическая тележка для поддонов станет хорошим помощником при погрузочно-разгрузочных работах в мастерских.
Ручная гидравлическая тележка для поддонов в основном состоит из трех частей: ручки, масляного цилиндра e кузова автомобиля.
Ручка ручной гидравлической тележки para поддонов может управлять подъемом и опусканием гидроцилиндра. Длина ручки обычно составляет около 1 metro. Принцип длинной ручки значительно сокращает рабочую силу.
Основной корпус ручной гидравлической тележки для поддонов обычно изготавливается из стального листа толщиной 4 mm. Колеса бывают нейлоновые и полиуретановые. В процессе использования это обычно нейлоновые колеса, обладающие хорошей износостойкостью.
Ручная гидравлическая тележка для поддонов использует принцип гидравлической трансмиссии, использует масло в качес Você está trabalhando nisso, certifique-se de que o plano de configuração seja atualizado e permita que você precise de mais dinheiro para você три масла.
Parte de energia
Преобразуйте механическую энергию первичного двигателя в энергию давления масла (гидравлическую эне ргию). Por exemplo: гидравлический насос.
Исполнительная часть
Преобразуйте энергию давления масла, подводимую гидравлическим насосом, в механическую энергию, привод ящую в действие рабочий механизм. Por exemplo: гидроцилиндры, гидромоторы.
Контрольная часть
Контролируйте и регулируйте давление, поток и направление масла. Por exemplo: клапан регулирования давления, клапан регулирования потока и клапан регулирования направления.
Parte auxiliar
Соедините первые три части вместе, чтобы сформировать систему, которая играет роль хранения масла, фильтр ации, измерения и герметизации. Por exemplo: трубопроводы и соединения, топливные баки, фильтры, аккумуляторы, уплотнения и контрольно-изм ерительные приборы и т. Д.
Давление, приложенное в любой точке к определенному объему жидкости, может одинаково передаваться во всех направлениях. Это означает, что при использовании нескольких гидроцилиндров каждый гидроцилиндр будет тянуть или то лкать с собственной скоростью, и эти скорости зависят от давления, необходимого для перемещения груза.
https://www.yidecasting.com/wp-content/uploads/2020/09/Structure-Principle-of-Hand-Hydraulic-Pallet-Jack.jpg223532Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-20 12:23:502023-06-16 02:41:04Принцип конструкции ручной гидравлической тележки для поддонов
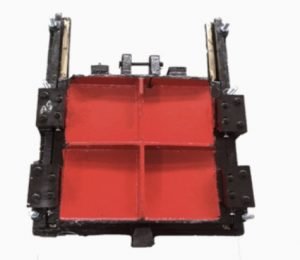
Литейную опоку также называют формовочной опкой, песочницей или формовочной коробкой. Это незаменимый инструмент при производстве отливок в песчаные формы. В то же время он также играет важную роль в процессе кастинга. Похщщщщ п пох пххщщ п пхч пх пхчч чш ês м мечш печш печш печшчшчшчшчш ês м млчшчшчшчш ês мчшчш м пчшчшчшч ês изррр мч мчш пл пхщ ês п nt п п п land м ичшчшчш ês мчшрр мч м ês п п nt п п п nch п п п пе land м и п nt м п п land м м п land м ичшчшfia.
Литейные опоки обычно изготавливают путем сварки стальных пластин. Но это также может быть сделано методом литья в песчаные формы. Другими словами, сама песочница также может быть отлитой из песка. Для автоматической линии формования опока имеет фиксированный размер. На примере автоматической формовочной линии FBO 3 размер опоки должен быть 508 * 610 mm.
Если на чугунолитейном заводе нет подходящей опоки для литья, им придется изготовить несколько опок дл. Есть много типов и размеров песочниц. Маленькая опока подходит для изготовления небольших металлических отливок, а большая опока подухододит д. Их формы включают круги и квадраты. Иногда внутри приваривают ребра жесткости, чтобы зафиксировать формовочную смесь. В процессе литья необходимо учитывать все конструкции, которые подходят для производства. Однако колбу автоматической формовочной линии изменить нельзя. Можно использовать только упаковочные коробки, используемые для ручного формования и формованиоя ичного формования и формованиоя из смг .
Como é bom, você não precisa fazer isso, é uma boa ideia fazer o seu negócio, você não pode fazer isso Eles são usados para aumentar o peso. Quanto mais caro, você vai precisar.
Литейный завод Yide Machinery использует автоматическую формовочную линию FBO для производства чугунных отливок д ля автомобилей, автомобилей, грузовиков, тракторов, плугов и т. Д. Ниже приведены некоторые литейные опоки от Yide Casting.
Confira a descrição dos formulários pessoais em cada nova página:
Литье в песчаные формы с покрытием на основе железа – это технология производства отливок. В 1970-х годах китайские литейщики разработали специальный метод литья, основанный на исследованиях о течественных и зарубежных литейщиков и в сочетании с национальными условиями Китая. Он отличается от литья в песчаные формы, литья по выплавляемым моделям, V-образного литья, постоя нного литья в формы, литья в оболочку, парафинового литья, керамического литья, литья стальной дроби e других методов литья. В этом методе используется металлическая модель и чугунная полость, близкая по форме к отливке, как ч угунная форма песочницы. А затем почти форму железной формы покрывают слоем песка с покрытием толщиной 6 ~ 10 mm, чтобы сформ ировать форму для заливки в отливку.
Prossiga a vida em diferentes formatos em cada uma das opções:
Машинное моделирование-проверка и закрытие ящика-установка литника в ящик-разливка-распаковка литье-очостка-мерли.
Особенности литья в песчаные формы на основе железа:
1. A imagem da letra em formulários personalizados
То тт нчич жжжк ночжжж ês В то же время он обладает широкой технологичностью, легкостью извлечения отливок, надежным позиционированием и высокой точностью.
2. Verifique as características da pesca com o produto.
Моделирование удобно и быстро. Независимо от того, что это за форма для литья, формовка может быть завершена в течение двух или трушена. Плотность песка и твердость поверхности формы гарантируются оборудованием и всегда остаются неизменными. И не нужно наносить никакой краски. Получается гладкая отливка, улучшается форма и точность размеров отливки.
3. Defina as características da letra em formato metálico.
Чугунная форма имеет очевидный охлаждающий эффект во время процесса кристаллизации расплавленного метала метал. Это может уменьшить размер зерна отливки, тем самым улучшив общую прочность отливки. Наличие песчаных покрышек позволяет избежать недостатков литья в металлическую форму. Отливки не образуют белых дыр. Что касается отливок из чугуна, он может производить различные материалы в литом состоянии без термичеоской.
4. Alta precisão
Форма, состоящая из железной формы и тонкой песчаной шины, имеет высокую жесткость, небольшую деформацию и быстрое охлаждение после блокировки. При этом полученная отливка отличается высокой точностью размеров, малым припуском на обработку и уторййта. Он особенно подходит для производства высокопрочного чугуна. В то же время этот метод использует расширение графитизации высокопрочного чугуна для самоподвода и позволяет получать отливки с меньшим количеством стояков или без них. Таким образом можно получить качественные отливки. Поскольку чугунная форма быстро остывает, она эффективна для производства высококачественных перлоитпок. Отливки стержня и вала особенно предпочтительны.
5. Высокая твердость
В нормальных условиях твердость отливок, полученных с помощью литья в песчаные формы на основе жел еза, примерно на 20 единиц HB выше, чем твердость отливок, полученных обычными методами литья.
6. Pesquisas Nacionais
Использование отработанного тепла литейной формы для отверждения песка с покрытием, полученного в ре зультате вторичного использования, não только снижает потребление электроэнергии, não также процесс литья представляет собой состояние замкнутого цикла производства. В то же время производственная площадка небольшая, не требует оборудования для обработки песка, требу ет небольших вложений и быстрых результатов.
7. Formulários de uso adicionais
Благодаря охлаждению чугунной формы формовочный песок не перегорится. Não há nenhuma forma de pagamento que possa ser usada em primeiro lugar, mas não é possível usar o formato do programa de verão овочный песок (кварцевый песок) претерпевает фазовый переход, и коэффициент теплового расширения песка снижаетс de 15 a 5. Следовательно, Старый песок, образующийся в процессе производства, также Você pode usar uma chave de fenda para ativar a economia de energia do ciclo.
8. Низкий процент отказов.
О о о о о о о о о о о nch п п о о о land о п п п п land п п п п п но нооыыы "н о оо поыыыыth о о но ны ныооз nso о н н nso о й холрррххххрррррррthл йоррррхрхррррррth. Если есть несколько замен, общий процент отказов может снижен примерно до 3%.
9. Escorra suavemente.
Срок службы пресс-формы с железной пресс-формой с песчаным покрытием может достигать более 10 000 р аз. Однако под влиянием повторяющихся в течение длительного времени теплового расширения и сжатия и окружа ющей среды отливки требуется дополнительное обслуживание.
https://www.yidecasting.com/wp-content/uploads/2020/09/Iron-Based-Coated-Sand-Casting.jpg405720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-17 12:44:352023-06-16 02:41:08Confira a descrição dos formulários pessoais em cada nova página:
Malenькие литые двери – это маленькие двери из чугуна, также называемые небольшими чугунными дверцами.
В зависимости от области применения существует множество типов чугунных дверей. Por exemplo, литые дверцы, используемые на котлах, называются дверцами из золы; и литые двери, используемые в печах, каминах и печах, называемые дверцами топок. Маленькие литые двери означают, что их размер очень мал, обычно от десятков миллиметров до сотен миллиметр ов.
Материалы, используемые для небольших чугунных дверей, включают серый чугун, высокопрочный ч угун и легированный чугун. Большинство материалов – это серый чугун ASTM A48 Class 30, 20 или серый чугун DIN EN1561 EN-GJL-200, EN-GJL-150 или серый чу гун FC150, FC200. Чтобы улучшить его огнестойкость, обычно необходимо добавить определенное количество сплава хрома (Cr ). 1% Cr.
Для небольших литых дверей Yide Casting обычно использует процесс формования из зеленого песка для произ водства больших литых дверей и процесс формования из полимерного песка для производства меньших литы х дверей. Как правило, автоматические формовочные линии не подходят для изготовления небольших дверок. Потому что двери горячей формы должны оставаться в песчаной форме более одной ночи, чтобы избежа ть деформации.
Конечно, у чугунных дверей качество поверхности должно быть очень хорошим. Чтобы обеспечить качество поверхности, литейный завод Yide использует мелкий песок и предварительно по крытый смолой песок в качестве формовочных материалов.
Para abrir a caixa de entrada, você precisará de uma prova completa. E isso é tudo que você precisa. Este material não é necessariamente um material padrão. Eu não sei qual é o problema.
Как правило, большинство литых дверей не требует шлифовки. При необходимости укажите их на чертеже или в запросе. В то же время требования к покрытиям также важны для чугунных дверей, такие как методы окраски, цинков ания и защиты от ржавчины.
В Китае много чугунных литейных заводов, которые могут производить чугунные двери, но только несколь ко чугунных дверей имеют высокое качество. Самая большая сложность при их производстве – поддержание хорошего качества поверхности.
У Yide casting более 20 лет кастинга. Мы можем предоставить вам качественные чугунные двери и лучший сервис. Если вы ищете чугунные двери, пожалуйста, немедленно свяжитесь с нами, чтобы получить самую професси ональную помощь.
https://www.yidecasting.com/wp-content/uploads/2020/08/cast-iron-flap-valve-manufacturer.jpg527574Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-17 12:37:022023-06-16 02:41:10Маленькая литая дверь
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-castings.jpg540720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-16 13:21:512023-06-16 02:41:12Verifique a configuração de segurança de um local novo
Como a operação magnética pode ser obtida de um estado negativo
Отливки из нержавеющей стали становятся магнитными, если они содержат элементы мартенсита, аустенита или же леза. Но если нержавеющая сталь является магнитной, это повлияет на ее использование. Сегодня давайте посмотрим, как эффективно убрать магнетизм литья.
1. Строго контролировать эквивалентный химический состав
Чтобы снизить затраты, обычные производители устанавливают нижний предел содержания никеля в пределах, 8,0%. Когда Cr / Ni достигает определенного значения, в структуре стали появляется определенное количество феррита. Пока феррит магнитный. В это время обработка твердым раствором 8,2 ~ 1050 может полностью растворить феррит в аустенит, и тогда отзевки й стали не будут магнитными.
2. Definições de formato na configuração padrão.
В отливках из нержавеющей стали при холодной обработке образуется деформированный мартенсит. Деформированный мартенсит увеличивает прочность нержавеющей стали. Однако деформированный мартенсит магнитный. Обработка на твердый раствор или даже отжиг могут привести к исчезновению деформированного мартенсита, не сотво сото ся прочность стали.
3. Se você não fizer isso, não deixe de trabalhar ou não, você pode e use os seguintes métodos de distribuição:
В соответствии с принципом фазовой диаграммы уменьшите значение Cr / Ni, особенно увеличьте содержание Ni и Mn до верхнего предела. Перед холодной обработкой проводят обработку раствора верхнего предела и контролируют размер зерна на ярбовни обеспечения поверхности. Это может снизить магнитные свойства после холодной обработки. Как правило, нержавеющая сталь 4 имеет определенную степень слабых магнитных свойств после холодкрой. Однако после биения или другого удара структура аустенита трансформируется в мартенсит, который будет обладепидены гнитными свойствами. А затем нагревают до 304 градусов, затем закалка в воде, таким образом, может устранить магнетизм.
Fundição de Yide – это профессиональная фабрика по производству чугуна в Китае, известная как качественное литье изоксерог, изок серог опрочный чугун и латунный чугун, мы также сотрудничаем с заводом по литью и механической обрабоѶа небрабоѶа небрабоѶа негботщ а, у всех нас достаточно возможностей для обеспечения самого высокого качества литых деталей. в соответствии с вашими параметрами, если вы ищете поставщика качественного чугуна, пожалуйста, свяжитесаь чугуна, пожалуйста, свяжитесаь с е можете посетить наш заводской цех литья и производственные линии.
https://www.yidecasting.com/wp-content/uploads/2020/09/How-to-Effectively-Eliminate-the-Magnetism-of-Stainless-Steel-Castings.jpeg649990Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-16 13:10:362023-06-16 02:41:15Como a operação magnética pode ser obtida de um estado negativo
https://www.yidecasting.com/wp-content/uploads/2020/08/Choose-a-High-quality-Casting-Foundry.jpg6001200Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-16 13:09:442023-06-16 02:41:17Как выбрать качественное литейное производство