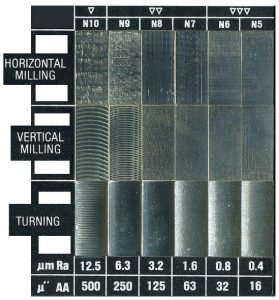
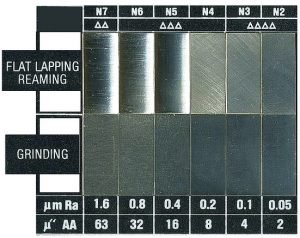
DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauheitswerte
DIN ISO 1302 e DIN 4768 sind deutsche Normen für die Oberflächenrauheit in verschiedenen Bereichen (einschließlich Metallguss). Die seguinte Tabelle ist die Erläuterung der Symbole und der Vergleich mit den Oberflächenrauheitswerten.
Símbolo para Oberflächenrauheit
explicação
Símbolo ohne zusätzliche Angaben.
Grundsymbol. Die Bedeutung muss durch zusätzliche Hinweise erklärt werden.
Símbolo com zusätzlichen Hinweisen.
Beliebiges Produktionsverfahren mit specifizierter Rauheit.
Símbolo ohne zusätzliche Angaben.
Materialabtrag durch spanende Bearbeitung, ohne vorgegebene Rauheit.
Símbolo com zusätzlichen Hinweisen.
Materialabtrag durch spanende Bearbeitung mit vorgegebener Rauheit.
Símbolo ohne zusätzliche Angaben.
Materialabtrag não é zulässig (Oberfläche bleibt im Anlieferungszustand).
Símbolo com zusätzlichen Hinweisen.
Ohne Materialabtrag (spanenlos) gefertigt, mit vorgegebener Rauheit.
Chapéu Yide Casting unsere eigene fundição e Bearbeitungswerkstatt , wir akzeptieren immer Zeichnungsdatei und Parameter von unseren Gusseisenkunden und stellen dann ein Eisengussmuster nach den gesamten Anforderungen her, versenden es an Sie, arrangieren die Produktion oder den Guss nach Ihrer Prüfung erneut die Gusseisenprobe. Wir erstatten die Musterkosten nach einer großen Produktion. Wenn Sie nach einer Gusseisengießerei suchen, zögern Sie bitte nicht, uns für weitere Informationen zu contactaktieren.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:47:092023-06-16 02:45:54DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauheitswerte
Gießen é um Verarbeitungsverfahren, bei dem das Metall zu einer Flüssigkeit geschmolzen und in eine Form gegossen und dann abgekühlt, verfestigt und gereinigt wird, um ein Gussstück mit der gewünschten Form zu erhalten. Durch Gießen pode conter vários objetos com formas complexas.
Beim Schmieden werden Verfahren wie dos Hämmern eingesetzt, um einen metallischen Werkstoff im plastischen Zustand zu einem Werkstück mit einer bestimmten Form und Größe zu machen und seine fisicamente Eigenschaften zu verändern.
2. Schmiede- und Gusszwecke:
Gießen é uma questão relativa de verfahren zum Umformen von Rohlingen, das im Allgemeinen für Teile mit komplexen Formen verwendet wird.
Schmieden wird im Allgemeinen bei der Verarbeitung von Schmiedestücken einer bestimmten Form und Größe verwendet.
3. Vorteile des Gießens und Schmiedens:
Giessen:
Você pode inserir o conteúdo com formas complexas, inserindo Rohlinge com recursos complexos.
Große Anpassungsfähigkeit in der Größe, von wenigen Gramm bis zu Hunderten von Tonnen.
Breite Rohstoffquellen, niedrige Preise, wie Stahlschrott, Schrottteile, Späne usw.
Die Form und Größe des Gussstücks sind denen der Teile sehr ähnlich, was den Schnitt, der nicht spanend ist, reduzido.
Weit verboitet. 40 bis 70 % der Landmaschinen und 70 bis 80 % des Gewichts der Werkzeugmaschinen sind Gussteile.
Schmieden:
Das Schmieden kann Fehler wie perder Gussteile während des Schmelzprozesses beseitigen und das Gefüge optimieren. Gleichzeitig sind die mechanischen Eigenschaften von Schmiedestücken durch den Erhalt der kompletten Metallstromlinie in der Regel besser als bei Gussteilen aus dem gleichen Werkstoff.
4. Nachteile des Gießens und Schmiedens:
Giessen:
Os mecânicos Eigenschaften não são tão bons como Schmiedestücken, como grobes Gefüge e viele Fehler.
In der Sandguss-, Einzel- und Kleinserienfertigung ist die Arbeitsintensität der Arbeiter hoch.
A Qualidade do Gussteile é instável, é geralmente verificada com o Fator de Fluxo Complicado.
Schmieden:
Na produção de Schmiede, há uma perda de trauma.
Die Kosten é muito mais alto perto de Gießen.
Yide Casting é um profissional da área de engenharia na China, conhecido por ser um sucesso mundial em Gießen e Bearbeiten. Wir sind bestrebt, Gusseisenteile von Qualität, aber zu wettbewerbsfähigen Preisen für unsere Kunden herzustellen. Alle unsere Gusseisenteile wurden als “JM” gekennzeichnet , wir wollen Yide Casting, JM Casting in die Welt entwickeln, wenn Sie auf der Suche nach einer Gusseisengießerei sind, zögern Sie bitte nicht uns zu kontaktieren, senden Sie uns Ihre Zeichnungsdatei, wir möchten Ihnen dienen e o melhor Guss anbieten Eisenprodukte.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:43:492023-06-16 02:45:56Die Unterschiede zwischen Gießen und Schmieden
Fundição é um método de processamento no qual o metal é derretido em um líquido e derramado em um molde e, em seguida, resfriado, solidificado e limpo para obter uma fundição com a forma desejada. A fundação pode produzir vários objetos com formas complexas.
Forjar é usar métodos como martelar para transformar um material de metal em um estado de plástico em uma peça de trabalho com um determinado formato e tamanho, e para alterar suas propriedades físicas.
2. Finalidades de forjamento e financiamento:
A descoberta é um método relativamente econômico de formação de peças em bruto, que geralmente é usado para peças com formas complexas.
O forjamento geralmente é usado no processamento de peças forjadas de um determinado formato e tamanho.
3. Vantagens de financiamento e forjamento:
Fundação:
Podemos produzir peças com formas complexas, especialmente blanks com cavidades complexas.
Grande adaptabilidade de tamanho, de algumas gramas a centenas de toneladas.
Amplas fontes de matérias-primas, preços baixos, como sucata de aço, peças de sucata, cavacos, etc.
A forma e o tamanho da peça fundida são muito próximos às peças, o que diminui a quantidade de corte, que não é cortante.
Amplamente utilizado. 40% a 70% das máquinas agrícolas e 70% a 80% do peso das máquinas-ferramentas são peças fundidas.
Forjamento:
O forjamento pode eliminar defeitos como fundo solto durante o processo de fundo e otimizar a microestrutura. Ao mesmo tempo, devido à preservação da linha aerodinâmica completa do metal, as propriedades mecânicas dos forjados são geralmente melhores do que os fundidos do mesmo material.
4. Desvantagens da fundação e forjamento:
Fundação:
As propriedades mecânicas não são tão boas quanto as forjadas, como estrutura grosseira e muitos defeitos.
Na fundação em areia, produção de peça única e pequenos lotes, a intensidade de trabalho dos trabalhadores é alta.
A qualidade das peças fundidas é deficiente, existem muitos procedimentos com os complicados fatores de influência.
Forjamento:
Na produção de forja, acidentes traumáticos são sujeitos a ocorrer.
O custo é muito maior do que a fundação.
Yide Casting é conhecida como uma fundição de ferro profissional na China, tem uma vasta experiência em fundição e usinagem, estamos comprometidos em produzir peças de ferro fundido de qualidade, mas com preços competitivos para nossos clientes, todas as nossas peças de ferro fundido foram marcadas como “JM” , queremos desenvolver a fundação Yide, fundação JM para o mundo, se você estiver procurando por uma fundação de ferro fundido, não hesite em nos contatar, envie-nos seu arquivo de desenho, sirva-lo e forneça a melhor fundição produtos de ferro.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:43:002023-06-16 02:33:25As diferenças entre fundamento e forjamento
Литье – это метод обработки, при котором металл плавится в жидкость и выливается в форму, а затем охлаждае тся, затвердевает и очищается для получения отливки желаемой формы. С помощью литья можно производить различные объекты сложной формы.
Ковка – это использование таких методов, как удар молотком, для превращения металлического материала в пласти ческом состоянии в заготовку определенной формы и размера, а также для изменения ее физических свойств.
2. Palavras e letras para colocar:
Литье – это относительно экономичный метод формования заготовок, который обычно используется длоя денойй .
Você pode usá-lo para obter formas e divisões diferentes.
3. Primeiramente uma carta e uma carta:
Casting:
Não é possível definir formulários detalhados de acordo com as configurações.
Широкая адаптируемость по размеру от нескольких граммов до сотен тонн.
Широкие источники сырья, низкие цены, такие как стальной лом, лом деталей, struжка и т. D.
A forma e o tamanho são exibidos de forma detalhada, o que significa que a configuração não está correta.
Широко используемый. Dimensões de 40 a 70% de tamanho de tela e de 70 a 80% de tamanho.
Copo:
Ковка может устранить дефекты, такие как неплотность литья в процессе плавки, и оптимизировать микрострукт уру. В то же время благодаря сохранению полной обтекаемости металла механические свойства поковок обычно лу чше, чем отливок из того же материала.
4. Lições e cartas não escritas:
Casting:
A mecânica não precisa de tanta atenção, como você pode verificar se há uma estrutura estrutural e muitos defeitos.
Ao usar pequenas formas, certifique-se de que o processo funcione corretamente.
Se for necessário, é um processo muito fácil de usar.
Copo:
Em uma operação inteligente, seus processos de trabalho.
Este é o seu caso.
Fundição Yide известна как профессиональное предприятие по производству чугуна в Китае, имеет богатый опыт в об ласти литья и механической обработки, мы стремимся производить качественные детали из чугуна по конкурент оспособным ценам для наших клиентов, все наши детали из чугуна имеют маркировку «JM». , мы хотим развивать Yide casting, JM casting в мире, если вы ищете чугунолитейный завод, пожалуйста, не стесняйтесь обр ащаться к нам, отправьте нам свой файл чертежа, мы хотели бы обслужить вас и предоставить лучшее лить е изделия из железа.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:42:122023-06-16 02:41:26Различия между литьем e ковкой
Döküm, metalin bir sıvı halinde eritilip bir kalıba döküldüğü e daha sonra soğutulup katılaştırıldığı ve istenen şekle sahip bir döküm elde etmek için temizlendiği bir işleme yöntemidir. Döküm, karmaşık şekillere sahip çeşitli nesneler üretebilir.
Dövme, plástico haldeki metal bir malzemeyi, belirli bir şekil ve boyutta iş parçası haline getirmek ve fiziksel özelliklerini değiştirmek için çekiçleme gibi yöntemler kullanmaktır.
2. Faça e faça amaçları:
Döküm, genellikle karmaşık şekillere sahip parçalar için kullanılan, boşluk oluşturmanın nispeten ekonomik bir yöntemidir.
Dövme geralmente belirli bir şekil e büyüklükteki dövme parçaların işlenmesinde kullanılır.
3. Döküm ve dövmenin avantajları:
Dökum:
Karmaşık şekillere sahip parçalar, özellikle karmaşık boşluklara sahip boşluklar üretebilir.
Birkaç gramdan yüzlerce tona kadar geniş bi boyuta uyarlanabilirlik.
Geniş hammadde kaynakları, hurda çelik, hurda parçalar, talaşlar vb. gibi düşük fiyatlar.
Dökümün şekli ve boyutu parçalarınkine çok yakındır, bu da kesme olmayan kesme miktarını azaltır.
Yaygın olarak kullanılan. Tarım makinelerinin ağırlığının %40 a %70'i ve takım tezgahlarının ağırlığının %70 a %80'i dökümdür.
Dövme:
Dövme, eritme işlemi sırasında döküm gibi gevşek kusurları ortadan kaldırabilir e mikro yapıyı otimizar edebilir. Aynı zamanda, tam metal düzeneğinin korunması nedeniyle, dövme parçaların mekanik özellikleri genellikle aynı malzemenin dökümlerinden daha iyidir.
4. Döküm ve dövmenin dezavantajları:
Dökum:
Kaba yapı e birçok kusur gibi mekanik özellikler dövme ürünler kadar iyi değildir.
Kum döküm, tek parça ve küçük part üretimlerinde işçilerin emek yoğunluğu yüksektir.
Dökümlerin kalitesi kararsızdır, karmaşık etki faktörlerine sahip birçok prosedür vardır.
Dövme:
Dövme üretiminde, travma kazaları meydana gelme eğilithoughtir.
Maliyet, dökümdençok daha yüksektir.
Yide Döküm, Çin'de profesyonel bir demir dökümhanesi olarak bilinir, döküm ve işleme konusunda zengin döküm tecrübesine sahiptir, müşterilerimiz için kaliteli ancak rekabetçi fiyat döküm demir parçaları üretmeye kararlıyız, tüm döküm demir parçalarımız “JM” olarak işaretlenmiştir. , biz bir döküm demir dökümhane arıyorsanız, dünyaya Yide döküm, JM döküm geliştirmek istiyoruz, lütfen bizimle iletişime geçmekten çekinmeyin, çizim dosyanızı bize gönderin, size hizmet etmek ve en iyi dökümimtiü isi.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:41:122023-06-16 02:36:10Döküm e Dövme Arasındaki Farklar
Gaz brülörleri, pirinç döküm veya demir döküm ile üretilen soba brülörleri veya gaz sobası brülörleri olarak da adlandırılır. Çin'in önde gelen demir dökümhanesi olarak, Yide döküm demir döküm konusunda zengin deneyime sahiptir, kaliteli pirinç döküm gaz sobası brülörü ve demir döküm gaz sobası brülörü sağlamakta, uzun yıllar Çin'de gaz brülömekteri izüretörkteri izür. Bu nedenle, her zaman alıcıların gaz brülörleri ile ilgili tüm konuları anlamaları için bir makale yazmak istedik.
aplicações
Gaz brülörü, kararlı yanma sağlamak için gaz ve havanın ayrı ayrı veya karıştırılarak yanma bölgesine girmesini sağlayan bir gaz yakma cihazıdır. Yakıt gazı asetilen, doğal gaz veya propan içerir. Gaz brülörleri, sıradan mutfak sobalarından hastanelere, restaranlara, dış mekan ızgaralarına, endüstriyel sobalara ve kazanlara kadar konut ve endüstriyel alanlarda yaygın olarak kullanılmaktadır.
Espécies
Yüzlerce çeşit gaz brülörü vardır. Portatif sobalar, dış mekan gaz sobaları, doğal gaz sobaları, propan gaz sobaları, brülörler, büyük sobalar, küçük sobalar, yıldız sobalar, tekli sobalar, dikdörtgen sobalar, kzartma kazanları, kamp gaz sobaları, çift Gazl sadı ocaklaribinı listar. soba, şömine gaz sobası, portatif gaz sobası, LP gaz sobası, ticari gaz sobası, butan gazı sobası vb.
materiais
Deneyimlerimize göre, çoğu gaz brülörü, ASTM A48 Class20 veya Class30 gri dökme demir kullanır, ancak Class35 nadiren kullanılır. Neden, küçük yangına dayanıklı deliklerin işlenmesi gerektiğinden, malzemenin sertliği çok yüksekse, delmek zor olacaktır. Bu delikleri diğer sıradan deliklerle karşılaştıramazsınız ve küçük düğmelerde delik açmak daha zor olacaktır. Ayrıca class20'nin mukavemeti uygulama için yeterli olmalıdır.
Outros padrões (Almanya, Japão, Birleşik Krallık ou ISO gibi) aracılığıyla bu malzemelerin derecesi hakkında daha fazla bilgi edinmek istiyorsanız, lütfen burada gri dökme demirin malzeme karşılaştırmasını kontrol edin.
1.ASTM A48 derece 20, GG15, HT150, FC150, ISO150'ye eşittir.
2. ASTM A48 Sınıf 30, GG20, HT200, FC200, ISO200'e eşittir.
3. ASTM A48 Sınıf 35, GG25, HT250, FC250, ISO250'ye eşittir.
Bazı alıcılar daha güçlü parçalar elde etmek için daha yüksek bir derece seçebilir e bunu yapmanızı önermiyoruz. Derece ne kadar yüksek olursa, üretim o kadar zor, kusurlu oran o kadar yüksek ve maliyet o kadar yüksek olur. Gaz brülörüne gelince, çok yüksek çekme mukavemeti gerekli değildir.
Döküm işlemi
Deneyimlerimize dayanarak, gaz brülörleri üretmek için iki döküm işlemi kullanmanızı öneririz. Biri dış kabuk olarak yaş kum ve çekirdek olarak reçine kumudur. Çekirdeği kabuk kalıplama sürecinden geçiriyoruz; bu, önceden kaplanmış bir reçine kum çekirdeği yaptığımız ve ardından kabuğu üretmek için yaş kum ile sıradan zemin kalıplama kullandığımız anlamına geliyor. Bu arada iç yüzey iyi, dış yüzey normal. Bu süreç, gereksinimlerinizi en düşük üretim maliyeti ile karşılayabilir. Elbette yaş kum çok ince olmalı, sıradan kaba kum kabul edilemez.
Além disso, o kabuğun e o çekirdeğin önceden kaplanmış reçine kumu e kabuk kalıplama işlemi yoluyla üretilmesidir. Bu arada, iç ve diş yüzeyler iyi, ancak üretim maliyeti daha yüksek. Mas não é necessário que o dispositivo seja selecionado com cuidado.
processamento
Gaz brülörünün işlenmesindeki tek sorun egzoz deliklerinin işlenmesidir. Bazen, gaz brülöründe düzinelerce ila yüzlerce yangına dayanıklı delik bulunur. Delmeleri gerekiyor. Bunlardan birini delemezseniz, gaz brülörü arızalanır, bu nedenle fikirlerinize göre delmek kolay değildir. Dandong Foundry, você pode obter informações sobre a máquina de lavar louça. Bu küçük deliklerin her gün delinmesinden birkaç işçi sorumludur.
mod
Gaz brülörünün kalıbına gelince. Tecrübelerimize göre, reçine maçaları yapmak için demir kalıpları ve gaz brülör kabukları yapmak için alüminyum kalıpları kullanmanızı öneririz. Ancak daha iyi bir dış yüzey kalitesi elde etmek için kabuk için reçine kumu düşünülmeli ve daha sonra kabuk olarak demir desenler kullanılmalıdır. Sonuç olarak, gaz brülörü metal bir dene sahip olmalıdır.
Yuzey kaplama
Gaz brülörleri için birkaç tip yüzey kaplaması vardır. Biri ısıya dayanıklı siyah boya, diğeri ısıya dayanıklı hava yastığından daha ucuz olan normal siyah boya ve üçüncü boyada pas önleyici yağ kullanılıyor. Isıya dayanıklı kaplamalar, yaklaşık 0,23 ABD Doları ila 0,25 ABD Doları arasında değişen en pahalı kaplamalardır. Gaz brülörünüz 1 kg ağırlığındaysa, ısıya dayanıklı boyasının fiyatı yaklaşık 0,23 ou 0,25 USD/adettir.
fornecedores
Birçok demir dökümhanesi gas brülörleri üretebilse de, herkes düşük fiyata gas brülörleri üretemez üretim verimliliği yüksektir. Bunun temel nedeni, ince kum kullanmaları e birçok küçük delik delme konusunda deneyime sahip olmalarıdır. En önemlisi, döküm, temizleme e işleme sırasında son derece dikkatli olunmalıdır. Herhangi bir acele işlem arızaya yol açacaktır. Bu nedenle, eu sou um bulmak zor.
preço
Bir gaz brülörünün fiyatı esas olarak birim ağırlık (özellikle boş dökümün ağırlığı), ex.
imperfeições
Gaz sobası kafalarının ana kusurları yüzeydeki kabarcıklardır (2 mm çapında e 1 mm derinliğinde banyolara genellikle izin verilir), havalandırma deliklerinde hasar ve kumlu kirli yüzeyler. Soba brülörünün hava geçirmez olması gerektiğinden, normal şartlar altında kaynak yapılmasına izin verilmediğini lütfen unutmayın.
Yide döküm profesyonel bir döküm üreticisidir, 1993 yılından bu yana müşterilerimiz için en kaliteli sfero döküm, gri dökme demir, dökme çelik, pirinç döküm, bronz döküm üretimine odaklanmaktadır. gás sobası brülörleri döküm. Soba brülör dökümhanesi arıyorsanız, lütfen bizimle iletişime geçmekten çekinmeyin,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:39:302023-06-16 02:36:11Gaz Sobası Brülör Delikleri Nasıl Temizlenir
Газовые горелки также называют горелками для печей или горелками для газовых плит, изготовленных путе ни или чугуна. Являясь ведущим чугунолитейным заводом в Китае, Yide casting имеет богатый опыт в литье чугуна, мы поставлянем поставлянем овые горелки для газовых плит из латуни и чугунные газовые горелки, которые уже много лет произоводеЏт ги Китае. Поэтому нам всегда хотелось написать статью, чтобы покупатели разобрались во всех вопросах, связанны релками.
Aplicativos
Газовая горелка представляет собой устройство для сжигания газа, которое заставляет газ и воздух посту посту р ения раздельно или смешанно для достижения стабильного горения. Топливный газ включает ацетилен, природный газ или пропан. Газовые горелки широко используются в жилых и промышленных помещениях, от обычных кухонных пот обычных кухонных п есторанов, уличных грилей, промышленных плит и котлов.
tipos
Существуют сотни видов газовых горелок. Мы перечисляем только некоторые из них, такие как переносные печи, уличные газовые плиты, газоваыте нири пи газе, газовые плиты на пропане, горелки, большие печи, маленькие печи, звездчатые печи, одинаруыые, пи ные печи, жарочные котлы, походные газовые плиты . та, газовая плита с бутаном и т. д.
materiais
Código de segurança, em conformidade com o padrão ASTM A48 Class20 ou Class30, não classificado como Class35 . Почему, потому что небольшие негорючие отверстия нужно обрабатывать, поэтому при слишком высокой твердости материала просверлить будет сложно. Эти отверстия нельзя сравнивать с другими обычными отверстиями, а просверлить отверстия в маленьких пугов са não. Причем прочности класса 20 должно хватить для применения.
Если вы хотите узнать больше о степени содержания этих материалов в других стандартах (таких как Гермаяп, таких как Гермаяп, британия или ISO), пожалуйста, проверьте сравнение материалов серого чугуна здесь.
1. класс 20 pol ASTM A48 соответствует GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 GG25, HT250, FC250, ISO250.
Некоторые покупатели могут выбрать более высокую степень, чтобы получить более прочные деталио, и нем не ме нем не мы это делать. Чем выше степень, тем сложнее производство, выше процент брака и выше стоимость. Что касается газовой горелки, то слишком большой прочности на разрыв не требуется.
Literatura profissional
Основываясь на нашем опыте, мы рекомендуем использовать два процесса литья для производства газокорх г. Один из них – это зеленый песок в качестве внешней оболочки и смоляной песок в качестве ядра. Мы делаем сердцевину посредством процесса формования оболочки, что означает, что сначала мы делаесм сердчетепин но нанесенным покрытием из смоляного песка, а затем используем обычную формовку пола с зеленым пескою формовку пола с зеленым песком дзе болочки. Кстати, внутренняя поверхность хорошая, а внешняя нормальная. Этот процесс может удовлетворить ваши требования с наименьшими производственными затратами. Конечно, зеленый песок должен быть очень мелким, обычный крупный песок недопустим.
Другой процесс заключается в изготовлении оболочки и сердцевины с помощью предварительно покрытого см оцесса формования оболочки. Кстати, внутренняя и внешняя поверхности хорошие, но стоимость изготовления выше. Поэтому покупатель должен выбрать подходящий процесс литья в соответствии с конкретным применением.
Processamento
Единственная проблема при обработке газовой горелкой – это обработка выхлопных отверстий. Иногда на газовой горелке встречаются от десятков до сотен огнестойких отверстий. Их нужно сверлить. Если не просверлить одну из них, газовая горелка выйдет из строя, поэтому просверлить по вашим предстом с. Литейный завод Даньдун использовал несколько небольших сверлильных станков для сверления. Каждый день за сверление этих небольших отверстий отвечает несколько рабочих.
regime
Что касается пресс-формы газовой горелки. Исходя из нашего опыта, мы рекомендуем использовать железные формы для изготовления стержней аы для изготовления стержней аы и ме см формы для изготовления кожухов газовых горелок. Однако, чтобы получить лучшее качество внешней поверхности, следует рассмотреть возможность испольязовани на ска в качестве оболочки, а затем использовать железные узоры в качестве оболочки. В общем, газовая горелка должна иметь металлический рисунок.
Покрытие поверхности
Есть несколько типов покрытий для газовых горелок. Одна – черная термостойкая краска, другая – обычная черная краска, которая дешевле термостойкой воздушной ьей краске используется антикоррозийное масло. Термостойкие покрытия являются самыми дорогими покрытиями, примерно от 0,23 до 0,25 доллара США / кг. Если ваша газовая горелка весит 1 кг, цена на ее термостойкую краску будет примерно от 0,23 до 0,25 доллашт за .
O fornecedor
Хотя многие чугунолитейные предприятия могут производить газовые горелки, не все могут производитые гир по низкой цене, а эффективность производства высока. В основном это связано с тем, что они должны использовать мелкий песок и иметь опыт сверления множествоа небе ий. Самое главное, при литье, очистке и механической обработке следует соблюдать особую осторожность. Любая поспешная операция приведет к неисправности. Поэтому найти хороший.
Preço
Цена газовой горелки в основном связана с удельным весом (особенно с весом отливки), количеством вытяжных стойстой, ю конструкции и качеством поверхности внешней поверхности.
Defeitos
Основные дефекты головок газовых плит – пузыри на поверхности (обычно допускаются ванны диаметром 2 mm), 1 mm повреждение вентиляционных отверстий и загрязнение поверхностей песком. Обратите внимание, что сварка не допускается при нормальных обстоятельствах, потому что горелка печи дольнжн чной.
Fundição de Yide – профессиональный производитель отливок, специализирующийся на производстве высококачественногоч производстве высококачественногок производстве высококачественногок производстве выгс погсок уна, серого чугуна, литой стали, латунного литья, бронзового литья для наших клиентов с 1993 года. литье горелок газовых плит. Если вы ищете литейный завод по производству печных горелок, не стесняйтесь обращаться к нам.
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:38:092023-06-16 02:41:28Как прочистить отверстия горелки газовой плиты
Como limpar as aberturas do queimador do fogão a gás
Os queimadores a gás também são chamados de queimadores de fogão ou queimadores de fogão a gás, produzidos por fundição de latão ou ferro fundido. Como uma fundação de ferro líder na China, a fundação de Yide tem vasta experiência em fundação de ferro, nós fornecemos queimadores de fogão a gás fundido de latão de qualidade e queimador de fogão a gás fundido de ferro, produzindo queimadores a gás na China por muitos anos. Portanto, sempre quisemos escrever um artigo para que os compradores entendam todas as questões relacionadas aos queimadores a gás.
formulários
O queimador a gás é um dispositivo de combustão a gás, que faz com que o gás e o ar entrem na zona de combustão alternadamente ou misturados para obter uma combustão estável. O gás combustível inclui acetileno, gás natural ou propano. Os queimadores a gás são amplamente utilizados em áreas residenciais e industriais, desde fogões de cozinha comuns a hospitais, restaurantes, churrasqueiras externas, fogões industriais e caldeiras.
Tipo
Existem centenas de tipos de queimadores a gás. Listamos apenas alguns deles, como fogões portáteis, fogões a gás ao ar livre, fogões a gás natural, fogões a gás propano, queimadores, fogões grandes, fogões pequenos, fogões estrela, fogões individuais, fogões retangulares, caldeiras de fritura, fogões de acampamento a gás, fogão a gás duplo, lareira, fogão a gás, fogão portátil a gás, fogão a gás LP, fogão a gás comercial, fogão a gás butano, etc.
materiais
De acordo com nossa experiência, a maioria dos queimadores de gás usará ferro fundido cinzento ASTM A48 Class20 ou Class30, mas a Class35 é usada. Por que, porque pequenos orifícios à prova de fogo precisam ser processados, se a dureza do material for muito alta, será difícil perfurar. Você não pode comparar esses orifícios com outros orifícios comuns e será mais difícil fazer orifícios em botões pequenos. Além disso, a força da classe 20 deve ser suficiente para a aplicação.
Se você quiser saber mais sobre o grau desses materiais por meio de outras normas (como Alemanha, Japão, Reino Unido ou ISO), verifique a comparação de materiais de ferro fundido cinzento aqui.
1.ASTM A48 grau 20 é igual a GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 é igual a GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 é igual a GG25, HT250, FC250, ISO250.
Alguns compradores escolhem um nível superior para obter peças mais resistentes e não recomendamos que você faça isso. Quanto mais alto o grau, mais difícil é a produção, mais alto é a taxa de defeitos e mais alto é o custo. Quanto ao queimador a gás, não é necessária uma resistência à tração muito alta.
Processo de Fundição
Com base em nossa experiência, recomendamos o uso de dois processos de fundição para produzir queimadores a gás. Uma delas é a areia verde como a casca externa e a areia resina como o núcleo. oferecemos o núcleo por meio do processo de moldagem de casca, o que significa que primeiro fazemos um núcleo de areia de resina pré-revestida e, em seguida, usamos a moldagem de piso comum com areia verde para produzir a casca. A propósito, a superfície interna é boa e a externa é normal. Este processo pode atender às suas necessidades com o menor custo de produção. Claro, areia verde deve ser muito fina, areia grossa comum não é aceitável.
O outro processo é fabricar a casca e o núcleo por meio da areia de resina pré-revestida e do processo de moldagem da casca. Aliás, as superfícies interna e externa são boas, mas o custo de produção é maior. Portanto, o comprador deve escolher o processo de financiamento adequado de acordo com a aplicação específica.
Em processo
O único problema com o processamento do queimador de gás é o processamento dos orifícios de exaustão. Às vezes, existem dezenas a centenas de orifícios à prova de fogo no queimador de gás. Eles precisam perfurar. Se você falhar em perfurar um deles, o queimador de gás funcionará mal, então não é fácil perfurar de acordo com suas idéias. A Fundição Dandong usou várias pequenas máquinas de perfuração para perfurar. Vários trabalhadores são responsáveis por fazer esses pequenos orifícios todos os dias.
modo
Quanto ao molde do queimador a gás. De acordo com nossa experiência, recomendamos o uso de moldes de ferro para fazer núcleos de resina e moldes de alumínio para fazer cascatas de queimadores de gás. No entanto, para obter uma melhor qualidade da superfície externa, a areia de resina deve ser considerada para a casca e, em seguida, os padrões de ferro devem ser usados como a cascata. Em suma, o queimador de gás deve ter um padrão de metal.
Revestimento de superfície
Existem vários tipos de revestimentos de superfície para queimadores de gás. Uma é tinta preta resistente ao calor, a outra é tinta preta normal, que é mais barata do que uma almofada de ar resistente ao calor, e a terceira tinta usa óleo anti-ferrugem. Os revestimentos resistentes ao calor são os revestimentos mais caros, de cerca de US$ 0,23 a US$ 0,25 / kg. Se o seu queimador a gás pesa 1kg, o preço da tinta resistente ao calor é de cerca de 0,23 a 0,25 USD / pcs.
Nutrir
Embora muitos fundos de ferro possam produzir queimadores a gás, nem todos podem produzir queimadores a gás a um preço baixo e a eficiência de produção é alta. Isso ocorre principalmente porque eles devem usar areia fina e devem ter experiência em fazer muitos externos pequenos. Mais importante ainda, extremo cuidado deve ser tomado durante a fundição, limpeza e usinagem. Qualquer operação apressada levará ao mau funcionamento. Portanto, é difícil encontrar um bom.
Preco
O preço de um queimador de gás está relacionado principalmente ao peso da unidade (especialmente o peso da peça fundida), ao número de ocorrências de combustão, à complexidade da estrutura e à qualidade da superfície externa.
Defeitos
Os principais defeitos das cabeças dos fogões a gás são bolhas na superfície (geralmente são permitidos banhos com diâmetro de 2 mm e profundidade de 1 mm), danos aos orifícios de ventilação e superfícies sujas de areia. Observe que a temperatura não é permitida em circunstâncias normais, pois o queimador do fogão deve ser hermético.
Fundição Yide é um fabricante profissional de fundição com foco na fabricação de ferro fundido dúctil de alta qualidade, ferro fundido cinzento, aço fundido, fundição de latão, fundição de bronze para nossos clientes desde 1993. Além disso, a fundição de Yide também mantém uma grande paixão pela tecnologia avançada no fundição de queimadores de fogão a gás. Se você está procurando uma fundição de queimador de fogão, por favor, não hesite em nos contatar,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:36:472023-06-16 02:33:25Como limpar as aberturas do queimador do fogão a gás
Então reinigen Sie die Brennerlöcher von Gasherden
Gasbrenner werden auch Ofenbrenner oder Gasherdbrenner genannt, hergestellt durch Messingguss oder Eisenguss. Als führende Eisengießerei na China verfügt Yide Casting über reiche Erfahrung im Eisenguss. Wir bieten hochwertige Gasbrenner aus Messingguss und Gasbrenner aus Eisenguss produz undieren seit vielen Jahren Gasbrenner na China. Daher wollten wir schon immer einen Artikel für Käufer schreiben, um alle Probleme im Zusammenhang mit Gasbrennern zu verstehen.
Formulários
Der Gasbrenner ist eine Gasverbrennungsvorrichtung, die Gas und Luft getrennt oder gemishcht in the Verbrennungszone eintreten lässt, um eine stabile Verbrennung zu erreichen. Brenngas umfasst Acetylen, Erdgas oder Propan. Gasbrenner werden häufig in Wohn- und Industriebereichen eingesetzt, von gewöhnlichen Küchenherden bis zu Krankenhäusern, Restaurants, Außengrills, Industrieöfen und Boilern.
tipos
Es gibt Hunderte von Arten von Gasbrennern. Wir listen nur einige davon auf, wie zB tragbare Herde, Outdoor-Gasherde, Erdgasherde, Propangasherde, Brenner, große Herde, kleine Herde, Sternöfen, Einzelherde, Rechteckherde, Bratkessel, Campinggasherde, Doppelgas Herd, Kamin-Gasherd, tragbarer Gasherd, LP- Gasherd, gewerblicher Gasherd, Butan-Gasherd usw.
materiais
Nach unserer Erfahrung verwenden die meisten Gasbrenner Grauguss ASTM A48 Class20 ou Class30, Class35 wird jedoch selten wendet. Weil kleine feuerfeste Löcher bearbeitet werden müssen. Quando o material é duro, ele fica preto. Você não pode usar este Löcher com outros Löchern vergleichen, e é wird schwieriger, Löcher em kleine Knöpfe zu bohren. Außerdem sollte die Festigkeit der Klasse 20 für die Anwendung ausreichend sein.
Se você tiver mais do que Grad este trabalho durante outros Normen (por exemplo, Deutschland, Japão, Großbritannien ou ISO) será mais importante, überprüfen Sie bitte hier den Werkstoffvergleich Grauguss.
1.ASTM A48 Classe 20 padrão GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 padrão GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 padrão GG25, HT250, FC250, ISO250.
Einige Käufer wählen möglicherweise einen highöheren Grad, um stärkere Teile zu erhalten, und wir empfehlen Ihnen, dies nicht zu tun. Je höher der Grad, desto schwieriger die Herstellung, desto high die Fehlerquote und desto high die Kosten. Beim Gasbrenner não é o mais alto Zugfestigkeit erforderlich.
Auswahlprozess
Aufgrund unserer Erfahrung empfehlen wir zwei Gießverfahren zur Herstellung von Gasbrennern. Einer ist Grünsand als äußere Hülle und Harzsand als Kern. Wir stellen den Kern durch das Schalenformverfahren her, was bedeutet, dass wir zuerst einen vorbeschichteten Harzsandkern herstellen und dann gewöhnliche Bodenformteile mit green Sand verwenden, um die Schale herzustellen. A Innenfläche é übrigens gut e a Außenfläche normal. Estas informações podem ser fornecidas com o preço de produção mais baixo. Grüner Sand muss natürlich sehr fein sein, gewöhnlicher grober Sand ist nicht akzeptabel.
Das other Verfahren besteht darin, die Schale und den Kern durch das vorbeschichtete Harzsand- und Schalenformverfahren herzustellen. Übrigens sind die Innen- und Außenflächen gut, aber die Produktionskosten sind high. Daher sollte der Käufer entsprechend der konkreten Anwendung das geeignete Gießverfahren wählen.
está sendo editado
Das einzige Problem bei der Gasbrennerbearbeitung ist die Bearbeitung von Auspufflöchern. Manchmal befinden sich am Gasbrenner Dutzende bis Hunderte von feuerfesten Löchern. Sie müssen bohren. Wenn Sie einen von ihnen nicht bohren, funktioniert der Gasbrenner nicht, sodass es nicht einfach ist, nach Ihren Vorstellungen zu bohren. Die Dandong Foundry foi criado para Bohren mehrere kleine Bohrmaschinen. Mehrere Arbeiter sind täglich für das Bohren dieser kleinen Löcher verantwortlich.
Modo
Foi o Form des Gasbrenners betrifft. Nach unserer Erfahrung empfehlen with Eisenformen zur Herstellung von Harzkernen und Aluminium formen zur Herstellung von Gasbrennermänteln zu verwenden. Um jedoch eine bessere äußere Oberflächenqualität zu erzielen, sollte für die Schale Harzsand in Betracht gezogen werden, und dann müssen Eisenmuster als Schale verwendet werden. Alles in allem muss der Gasbrenner ein Metallmuster haben.
revestimento de superfície
Es gibt verschiedene Arten von Oberflächenbeschichtungen für Gasbrenner. Einer ist schwarzer hitzebeständiger Lack, der andere ist schwarzer normaler Lack, der billiger ist als ein hitzebeständiges Luftpolster, und der dritte Lack verwendet Rostschutzöl. Hitzebeständige Beschichtungen sind die yourersten Beschichtungen, von etwa 0,23 US$ bis 0,25 US$/kg. Wenn Ihr Gasbrenner 1 kg wiegt, beträgt der Preis für seine hitzebeständige Farbe etwa 0,23 a 0,25 USD/Stk.
Fornecedor
Obwohl viele Eisengießereien Gasbrenner herstellen können, cann nicht jeder Gasbrenner zu einem niedrigen Preis herstellen, und die Produktionseffizienz ist hoch. Dies liegt vor allem daran, dass sie feinen Sand verwenden und Erfahrung mit dem Bohren vieler kleiner Löcher haben sollten. Vor allem ist beim Gießen, Reinigen und Bearbeiten äußerste Sorgfalt geboten. Jeder übereilte Vorgang führt zu Fehlfunktionen. Daher ist es schwierig, ein Gut zu finden.
Preço
Der Preis eines Gasbrenners penduram hauptsächlich vom Stückgewicht (insbesondere dem Gewicht des Rohlings), der Anzahl der Absauglöcher, der Komplexität des Aufbaus und der Oberflächenqualität der Außenfläche ab.
defeitos
Die Hauptmängel von Gaskocherköpfen sind Blasen an der Oberfläche (Badewannen mit einem Durchmesser von 2 mm und einer Tiefe von 1 mm sind normalerweise erlaubt), Beschädigungen an den Belüftungslöchern und verschmutzte Oberflächen mit Sand. Bitte beachten Sie, dass Schweißen unter normalen Umständen nicht erlaubt ist, da der Ofenbrenner luftdicht sein sollte.
Yide Casting ist ein professioneller Gusshersteller, der sich seit 1993 auf die Herstellung von hochwertigem Sphäroguss, Grauguss, Stahlguss, Messingguss, Bronzeguss für unsere Kunden konzentriert. Darüber hinaus hält Yide Casting auch eine große Leidenschaft für fortschrittliche Technologie in der Gasherd-Brenner gießen. Wenn Sie auf der Suche nach einer Ofenbrenner-Gießerei sind, zögern Sie bitte nicht, uns zu contaktieren,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-14 12:35:392023-06-16 02:45:57Então reinigen Sie die Brennerlöcher von Gasherden
İşleme Yüzey İşlem Tablosu, Karşılaştırıcı, Yöntem, Derece, Ra, Rz, RMS
Çelik ve demir dökümlerin işlenmesinde olduğu gibi, yüzeyin pürüzsüz derecesi önemli bir gerekliliktir.
Bugün Fundição de Yide , Çin ve ABD'de Ra (um), Ra (mikro inç), Rz (um), RMS ve bitiş derecesi için dönüşüm standardını ve ilgili bitiş yöntemlerini tanıtacak.
İşleme işaretleri bulanık, ancak yönü belirgin olarak işaretler.
Sayı kontrollü tornalama, delme, planlama, delme, taşlama.
2.00
80
88
1.60
63
69.3
7
0,8
6.3
1.25
50
55
İşleme, yön bulanıklığını işaretler, ancak yine de görünür.
Sayı kontrollü tornalama, delme, planlama, delme, taşlama.
1.00
40
44
0.80
32
35.2
8
0,4
3.2
0.63
25
27.5
İşleme işaretleri yön bulanıklığı.
Raybalama, taşlama, delme, haddeleme.
0,50
20
22
0.40
16
17.6
9
0,2
1.6
0.20
12.5
13.75
İşleme, yönü görünmez olarak işaretler.
Taşlama, super işleme.
10
11
8
8.8
10
0.1
0,8
0.10
4
4.4
Yüzey koyu parlak.
Super işleme.
Frezeleme, tornalama, raybalama e taşlama için yüzey bitirme karşılaştırıcısı
Yide Döküm önde gelen bir demir dökümhanesidir, hem döküm hizmeti hem de işleme hizmeti sunar, işleme atölyemizde ithal gelişmiş işleme makineleri ile donatılmıştır , hem döküm hem de işleme talepleriniz varsa, Yide döküm sizin için iyi bir seçimdir, kaliteli döküm sözü veriyoruz ve işleme gereksinimi, daha fazla ayrıntı için lütfen bizimle iletişime geçmekten çekinmeyin .
https://www.yidecasting.com/wp-content/uploads/2021/03/surface_roughness_machining_card2.jpg437551Fundição de Yidehttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngFundição de Yide2021-12-13 13:08:392023-06-16 02:36:12İşleme Yüzey İşlem Tablosu, Karşılaştırıcı, Yöntem, Derece, Ra, Rz, RMS