Литье Yide в Китае, изготовленное из карбона AISI 1008 SAE UNS G10080. Hoje vamos apresentar a você a composição quimica, propridedes físicas e mecânicas e graus de materiais эквиваленты делают материал.
O aço carbono AISI 1008 tem excelente soldabilidade, incluindo protrusão, topo, soldagem a ponto e fusão e brasagem. В соответствии с указаниями, которые необходимо выполнить, необходимо обеспечить дополнительную информацию о соответствии требованиям по стандарту AISI 1008.
Химический состав
Элемент
Содержание (%)
Ферро, Фе
99,31-99,7%
Манганес, Миннесота
0,30-0,50%
углерод, С
0,10%
Энксофре, С.
0,050%
Фосфоро, П.
0,040%
Физические свойства
Свойства
Метрика
императорский
Densidade (состав 0,06% C, 0,38% Mn, 0,01% Si, рекозид до 925 ° C)
7,872 г / см3
0,2844 фунта/дюйм³
Механические свойства
Свойства
Метрика
императорский
Сопротивление а tração
340 МПа
49300 PSI
Força de rendimento (зависит от темперамента)
285 МПа
41300 PSI
Модуль упругости
190-210 ГПа
27557-30458 тысяч фунтов / кв. Дюйм
Modulo de massa (типико для aço)
200 ГПа
29.000 KSI
Modulo de cisalhamento (типико для aço)
80,0 ГПа
11600 KSI
Коэффициент Пуассона
0,27-0,30
0,27-0,30
Наряду с разрывом (em 50 мм)
20%
20%
уменьшение площади
45%
45%
Бринелл, Дуреза,
95
95
Кнуп (convertido de dureza Brinell), dureza
113
113
Роквелл Б (преобразованный по Бринелю), дуреса
55
55
Викерс (convertido de dureza Brinell), dureza
98
98
Usinabilidade (на основе AISI 1212, как usinabilidade 100) Использование затворов, спешки и продуктов из группы, которые могут быть лучше для трефилации во фрио)
55
55
Термические свойства
Свойства
Метрика
императорский
Коэффициент термического расширения (@ 0,000–100 °C / 32–212 °F)
12,6 мкм/м°С
7 мкдюйм/дюйм °F
Condutividade térmica (состав 0,06% C, 0,4% Mn, 0 ° C)
O aço carbono AISI 1008 é usado mainmente em peças e formas extrudadas, de cabeça fria, de retomada a frio e prensadas a frio.
Fundição de Yide Pode fornecer fundição de Ferro e serviços de usinagem, como uma Fundição de Fundição de Ferro опыт на Китай. Também cooperamos com fábricas de aço fundido, де modo a ampliar nossa gama de serviços. Se você tiver quaisquer requisitos ou perguntas sobre ferro fundido, não hesite em нет контакта Больше подробностей.
Углеродный фонд производства Китая по стандарту AISI 1040 SAE UNS G10400. Seguir estão a compposição química do material, propridedes físicas e mecânicas e graus de material эквиваленты.
Химический состав
Элемент
Содержание (%)
Ферро, Фе
98,6-99
Манганес, Миннесота
0,60-0,90
углерод, С
0,370-0,440
Энксофре, С.
≤ 0,050
Фосфоро, П.
≤ 0,040
Физические свойства
Свойства
Метрика
императорский
Densidade (химический состав 0,435% C, 0,69% Mn, 0,20% Si, перерабатываемый при 860 ° C (1580 ° F))
7,845 г / см
0,2834 фунта/дюйм³
Точка слияния
1521 ° C
2770 ° C
Механические свойства
Свойства
Метрика
императорский
Сопротивление а tração
620 МПа
89900 PSI
Форса де рендименто
415 МПа
60200 PSI
Módulo a granel (типико для aços)
140 ГПа
20300 KSI
Modulo de cisalhamento (типико для aços)
80 ГПа
11600 KSI
Модуль упругости
190-210 ГПа
27557-30458 тысяч фунтов / кв. Дюйм
Коэффициент Пуассона
0,27-0,30
0,27-0,30
Наряду с разрывом (em 50 мм)
25%
25%
уменьшение площади
50%
50%
Дуреза, Бринелл
201
201
Дуреза, Кнуп (преобразование в партию дуреза Бринелля)
223
223
Дуреза, Роквелл Б. (преобразованная часть дуреза Бринелля)
93
93
Дуреза, Роквелл C (преобразованный по Бринеллю. Valor abaixo da faixa HRC нормальный, доступ к результатам сравнения)
13
13
Дуреза, Викерс (преобразованный в часть дуреза Бринелля)
211
211
Impacto Izod (рекозидо 790°C (1450°F))
45 J
33,2 фунт-фут
Impacto Izod (вместе с роладой)
49 J
36,1 фунт-фут
Impacto Izod (нормализовано до 900 ° C (1650 ° F)
65 J
47,9 фунт-фут
Термические свойства
Свойства
Метрика
императорский
Коэффициент термического расширения (@ 20-100 ° C / 68-212 ° F, состав 0,40% C, 0,11% Mn, 0,01% P, 0,03% S, 0,03% Si, 0,03% Cu)
O Grau de desempenho de corte do aço carbono AISI 1040 é 60.
•Формирование
Углерод AISI 1040 может быть создан в соответствии с благоприятными условиями.
•Сварка
O aço carbono AISI 1040 pod ser soldado usando todas as técnicas de soldagem. Devido ao seu alto teor de carbono, pode ser pré-aquecido a uma temperature de 149 до 260 ° C (300 до 500 ° F) e aquecido a uma Temperature de 594 до 649 ° C (1100 до 1200 ° F).
•Тратаменто термико
O aço carbono AISI 1040 pode ser tratado termicamente a 844 - 899 ° C (1550 - 1650 ° F), depois Tempado e Revenido em água.
•Ковка
O aço carbono AISI 1040 подходит для работы при температуре от 982 до 1260 ° C (от 1800 до 2300 ° F).
•Термический процесс
O aço carbono AISI 1040 при температуре от 94 до 483 ° C (от 200 до 900 ° F).
•Trabalho а фрио
O aço carbono AISI 1040 pode ser trabalhado a frio no estado recozido usando convencionais métodos convencionais.
•Анеламенто
O aço carbono AISI 1040 pode ser recozido a uma Temperature de 872 до 983 ° C (от 1600 до 1800 ° F). Ele pode então ser resfriado lentamente no forno. O processo de recozimento de alívio de tensão Pode ser Realizado a uma Temperature de aproximadamente 594 ° C (1100 ° F). O tratamento normalizado tambem pode ser realizado a 899 ° C (1650 ° F) e, em seguida, resfriado lentamente.
•темперамент
O aço carbono AISI 1040 pode ser revenido a uma Temperature de 316 до 705 ° C (600 до 1300 ° F) зависит от необходимой устойчивости.
•закалка
O aço carbono AISI 1040 Pode ser endurecido por trabalho a frio.
Применение карбона для финансирования
Карбон AISI 1040 можно использовать для отделки, вирабрекинов и кусков фри.
Yide Casting - это идея, как ум Fundição de aço профессиональный в Китае, тем обширный experiência em fundição e usinagem, estamos comprometidos em produzir peças de aço de fundição de qualidade, mas com preços competitivos para nossos clientes, todas as nossas деньги на финансирование foram marcadas como "JM", queremos desenvolver a fundição Yide, fundição JM para o mundo, se você estiver procurando por uma fundição de aço, não hesite em нет контакта , envie-nos seu arquivo de Desenho, gostaríamos de atendê-lo e fornecer os melhores produtos de ferro fundido.
https://www.yidecasting.com/wp-content/uploads/2020/08/large-castings.jpg400800жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-15 13:18:562023-06-16 02:33:23Углеродный фонд AISI 1040 SAE UNS G10400
Различия между ферро фундидо чинзенто, ферро фундидо бранко, ферро фундидо мошадо и ферро фундидо дуктиль
Classificação do Ferro Fundido
De acordo com a forma do carbono, o ferro fundido abrange três categorias: ferro fundido cinzento, ferro fundido branco e ferro fundidomosado.
Ферро фундидо чинзенто
A maior parte do carbono do ferro fundido cinzento está na forma de grafite. É denominado ferro fundido cinza, porque sua fratura é cinza. O ferro fundido cinzento é o tipo mais comum e apresenta uma microestrutura de grafite que conste em muitas pequenas fraturas.
Ферро Фундидо Бранко
Embora não seja tão comum Quanto o Ferro fundido cinzento, o ferro fundido branco é outro tipo que vale a pena mencionar. O carbono no ferro fundido branco está completamente na forma de cementita ea fratura é branca brilhante. O ferro fundido branco é difícil de usinar, por isso é usado mainmente como materia-prima para a Fabricação de aço.
Ферро фундидо мечеадо
O Carbono No Ferro Fundido Moscheado существует на форме де ума мистура де графит е цементита, еа fratura é branco-acinzentada. Esse ferro fundido tem maior fragilidade, por isso raramente é usado na indústria.
Акордо в виде графита для железного фунда, или ферро фундидо из цинзенто, включая ферро фундидо цинзенто каком, ферро фундидо червеобразное, ферро фундидо малавель и ферро фундидо дуктил.
Собственность для ферро-фундидо
ферро фундидо чинзенто
A estrutura делает ferro fundido cinzento é composta por grafite e matriz. Алем disso, ОС principais fatores дие afetam a estrutura eo desempenho сделать ferro fundido cinzento são в compposição química ea taxa де resfriamento.
Ферро фундадо дуктиль
Na engenharia atual, com bom desempenho de fundição, alta Resistance à tração e alta Resistance à fadiga, o ferro fundido dúctil Pode substituir o aço para factory algumas peças Importantes, como virabrequins, bielas e árvores de comes.
A Fundição de Yide é uma fundição de Ferro profissional na China, com 2 linhas de produção de fundição automática de fundição e um castelo de areia manual funcionando, tambem equipamos o equipamento de usinagem de ferro cat em nossa oficina de usinagem, se vocêréstive proando por uma boa fundição de fundição, Fundição YIDE é uma boa escolha, não hesite em contactar-nos para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2020/08/carbon.jpg238720жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-15 13:03:312023-06-16 02:33:23Различия между ферро фундидо чинзенто, ферро фундидо бранко, ферро фундидо мошадо и ферро фундидо дуктиль
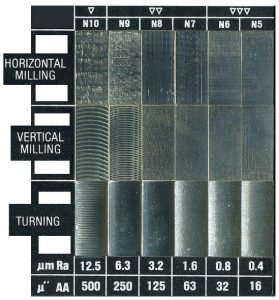
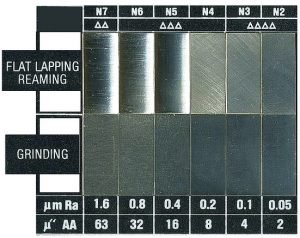
DIN ISO 1302, DIN 4768 – Сравнительные характеристики шероховатости.
DIN ISO 1302 и DIN 4768 são padrões alemães para rugosidade de superfície em vários campos (включая фонд металла). Tabela seguir é explicação dos símbolos e comparação com os valores de rugosidade da superfície.
Угловые символы на поверхности
Объяснение
Символы являются дополнительными.
Симболо основное. O significado deve ser explicado por indicações adicionais.
Символы с дополнительными указаниями.
Какой метод производства должен быть специально разработан.
Символы являются дополнительными.
Remoção де материала por usinagem, sem rugosidade especificada.
Символы с дополнительными указаниями.
Remoção де материала por usinagem, com rugosidade especificada.
Символы являются дополнительными.
A remoção do material não é Permaneida (superfície permanece no estado fornecido).
Символы с дополнительными указаниями.
Изготовлен из утилизированного материала (не в картонной упаковке) со специальной шероховатостью.
Фонд Yide tem nossa propria фабрика фондов e официна де usinagem , Semper aceitamos arquivos de Desenho e parametros de nossos clientes de Ferro fundido e, em seguida, fazemos uma amostra de Ferro fundido de acordo com todos os requisitos, enviamos para você, organiza a produção ou fundição novamente após verificar aamostra de ferro fundido. Nós devolveremos о custo da amostra após uma grande produção, se você estiver procurando por uma fundição de ferro fundido, por благосклонность, não hesite em nos contatar para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:48:352023-06-16 02:33:24DIN ISO 1302, DIN 4768 – Сравнительные характеристики шероховатости.
Fundição é um método de processamento no qual o metal é derretido em um líquido e derramado em um moulde e, em seguida, resfriado, solidificado e limpo para obter uma fundição com a forma desejada. Fundição Pode produzir vários objetos com formas complexas.
Используйте методы, используемые в качестве мартела, для преобразования металлического материала в состояние пластика в обрабатываемом материале в определенном формате и таманьо, а также для изменения своих физических свойств.
2. Завершение оформления и финансирования:
Fundição é um método relativamente econômico de formar peças em bruto, que geralmente é usado para peças com formas complexas.
Обычно в процессе изготовления изделий не используется определенная форма и таманьхо.
3. Преимущества финансирования и формирования:
Литейный завод:
Pode produzir peças com formas complexas, especialmente Blanks com cavidades complexas.
Гранде приспособиться de tamanho, де alguns gramas в centenas де тонеладас.
Amplas fontes de materias-primas, preços baixos, como sucata de aço, peças de sucata, cavacos и т. д.
A forma eo tamanho да peça fundida são muito próximos aos das peças, о Que diminui a quantidade de corte, que é não cortante.
Расширенное использование. 40% и 70% от сельскохозяйственных машин и 70% и 80% от песо, принадлежащих машинам-ферраментам из Сан-Песас-фундидас.
Форхаменто:
O forjamento Pode eliminar defeitos como fundição solta durante o processo de fundição e otimizar a microestrutura. Ao mesmo tempo, devido à preservação da linha aerodinâmica completa do metal, as propriades mecânicas dos forjados são geralmente melhores do que os fundidos do mesmo material.
4. Преимущества финансирования и образования:
Литейный завод:
Как propriadedes mecânicas não são tão boas Quanto as forjadas, como estrutura Grosseira e muitos defeitos.
На территории, где производятся уникальные и маленькие лоты, происходит интенсивный трудовой труд и высокий уровень.
A qualidade das peças fundidas é instável, exsem muitos procedimentos com os complicados fatores de influência.
Форхаменто:
При производстве форжа могут возникнуть травматические ситуации.
O custo é muito maior do que afundição.
Yide Casting é conhecida como uma fundição de ferro profissional na China, tem uma обширный experiência em fundição e usinagem, estamos comprometidos em produzir peças de ferro fundido de qualidade, mas com preços competitivos para nossos clientes, todas as nossas funde foram ferrocas de qualidade como “JM”, queremos desenvolver a fundição Yide, fundição JM para o mundo, se você estiver procurando por uma fundição de ferro fundido, não hesite em nos contatar, envie-nos seu arquivo de desenho, gostaríamos de atendê-lo e fornecer a melhor fundição produtos de ferro.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:43:002023-06-16 02:33:25Как entre fundição e forjamento
Como limpar os orifícios do queimador do Fogão a Gás
Os queimadores a gas tambem são chamados de queimadores de Fogão ou queimadores de Fogão a gas, produzidos por fundição de latão ou ferro fundido. Como uma fundição de ferro líder na China, fundição de Yide temvasta experiência em fundição de ferro, nós fornecemos queimadores de Fogão a gas fundido de latão de qualidade e queimador de Fogão a gas fundido de ferro, produzindo queimadores apor gás China muitos anos. Portanto, semper quisemos escrever um artigo para que os compradores entendam todas as questões relacionadas aos queimadores a gás.
формы
O queimador a gas é um dispositivo de combustão a gas, que faz com que o gas eo ar entrem na zona de combustão separadamente ou misturados para obter uma combustão estável. Горючий газ включает ацетилено, природный газ или пропан. Os queimadores a gás são amplamente utilizados em áreas residenciais e industriais, desde fotoes de cozinha comuns hospitais, restaurantes, churrasqueiras externas, foões industriais e caldeiras.
Тип
Existem centenas де типос де queimadores газа. Listamos apenas alguns deles, como Fogões Portáteis, Fogões a Gás ao ar livre, Fogões a Gas Natural, Fogões a Gás propano, queimadores, Fogões Grandes, Fogões Pequenos, Foões Estrela, Fogões Individuais, Fogões retangulares, Caldeiras de Fritura, Fogampamentes газ, газ дупло туман, ларейра, туман и газ, туман переносной газ, туман и газ LP, туман и газ коммерческий, туман и газ бутан и т. д.
Материалы
De acordo com nossa experiência, a maioria dos queimadores de gas usará ferro fundido cinzento ASTM A48 Class20 или Class30, mas a Class35 raramente é usada. Por que, porque pequenos orifícios à prova defogo precisam ser processados, se a dureza do material for muito alta, será dificil perfurar. Você não pode comparar esses orifícios com outros orifícios comuns e será mais difícil fazer orifícios em botões pequenos. Além disso, a força da classe 20 deve ser suficiente para a plicação.
Если вы хотите узнать больше о большом количестве материалов, которые выходят за рамки норм (например, Алемания, Япония, Королевский Союз или ISO), проверьте сравнение материалов с ферро-фундаментом в стране.
1. ASTM A48 класса 20 или GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 соответствует GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 соответствует GG25, HT250, FC250, ISO250.
Alguns compradores podem escolher um nível Superior para obter peças mais resistentes e não recomendamos que você faça isso. Quanto mais alto o grau, mais dificil é a produção, mais alta é a taxa de defeitos e mais alto é o custo. Quanto ao queimador газа, não é necessária uma Resistance à tração muito alta.
Процесс финансирования
Com base em nossa experiência, recomendamos о uso de dois processos de fundição para produzir queimadores a gas. Uma delas é a areia verde como a casca externa ea areia резина como o núcleo. Fazemos o núcleo por meio do processo de moldagem de casca, o que significa que primeiro fazemos um núcleo de areia de resina pré-revestida e, em seguida, usamos a moldagem de piso comum com areia verde para produzir a casca. Proposito, superfície interna é boa ea externa é normal. Este processo pode atender às suas necessidades com o menor custo de produção. Claro, areia verde deve ser muito fina, areia Grossa Comum não é aceitável.
O outro processo é Fabricar a casca eo núcleo por meio da areia de Resina pré-revestida e do processo de moldagem da casca. Aliás, as superfícies interna e externa são boas, mas o custo de produção é maior. Portanto, о comprador deve escolher о processo де fundição adequado де acordo ком Aplicação específica.
Эм процессаменто
O único problema com o processamento do queimador de gas é o processamento dos orifícios de exaustão. Às vezes, existem dezenas a centenas de orifícios à prova defogo no queimador de gas. Eles precisam perfurar. Se você falhar эм perfurar um deles, о queimador де газа irá funcionar mal, então não é fácil perfurar де acordo com suas idéias. Fundição Dandong usou várias pequenas máquinas de perfuração para perfurar. Vários trabalhadores são responsáveis por fazer esses pequenos orifícios todos os dias.
Режим
Quanto ао молде сделать queimador газа. De acordo com nossa experiência, recomendamos o uso de mouldes de ferro para fazer núcleos de резина e mouldes de aluminio para fazer cascas de queimadores de gás. No entanto, para obter uma melhor qualidade da superfície externa, areia de Resina deve ser рассмотрит пункт a casca e, em seguida, padrões de ferro devem ser usados como a casca. Em Suma, o queimador de gas deve ter um padrão de metal.
Revestimento de superfície
Existem vários tipos de revestimentos de superfície para queimadores de gas. Uma é tinta preta resistente ao calor, outra é tinta preta normal, que é mais barata do que uma almofada de ar resistente ao calor, ea terceira tinta usa óleo anti-ferrugem. Os revestimentos resistentes ao calor são os revestimentos mais caros, от 0,23 до 0,25 долл. США за кг. Se o seu queimador a gas pesar 1kg, o preço da tinta resistente ao calor é de cerca de 0,23 до 0,25 USD / шт.
Поставщик
Embora muitas fundições де ferro possam produzir queimadores a gas, nem todos podem produzir queimadores a gás a um preço baixo ea eficiência de produção é alta. Isso ocorre mainmente porque eles devem usar areia fina e devem ter experiência em fazer muitos orifícios pequenos. Mais Importante Ainda, extremo cuidado deve ser tomado durante fundição, limpeza e usinagem. Qualquer operação apressada levará ao mau funcionamento. Portanto, é dificil encontrar um bom.
цена
O preço de um queimador de gas está relacionado mainmente ao peso da unidade (especialmente o peso da peça fundida), ao número de orifícios de exaustão, à complexidade da estrutura e à qualidade da superfície externa.
Дефейтос
Os principais defeitos das cabeças dos Fogões a gás são bolhas na superfície (geralmente são allowidos banhos com diâmetro de 2 mm e profundidade de 1 mm), danos aos orifícios de ventilação e superfícies sujas de areia. Обратите внимание на то, чтобы не допустить, чтобы в нормальных условиях, pois o queimador do Fogão deve ser hermético.
Yide Casting é um Fabricante profissional de fundição com foco na factoryação de ferro fundido dúctil de alta qualidade, ferro fundido cinzento, aço fundido, fundição de latão, fundição de бронза para nossos clientes Desde 1993. Алем Диссо, a fundição de Yide tambe grande paixão por tecnologia avançada no fundição de queimadores de Fogão a gas. Se você está procurando uma fundição de queimador de Fogão, por пользу, não hesite em nos contatar,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:36:472023-06-16 02:33:25Como limpar os orifícios do queimador do Fogão a Gás
Таблица для поверхностного использования, Comparador, Método, Grau, Ra, Rz, RMS
O Grau де suavidade душ acabamentos superficiais é ум requisito Importante, como пункт usinagem де aços e fundições де ферро.
Сегодня жиде кастинг apresentará conversão не padrão да Китай и душ EUA пункт Ra (гм), Ra (микро polegadas), Rz (гм), RMS и Grau де acabamento, е тамбем ос métodos де acabamento relacionados.
Китай
Грау де Заключение
Китай
Ра (ум)
Китай
Рз (ум)
США
Ра (ум)
США Ра
(микро полегада)
СКЗ ЕСА
(микро полегада)
Метод использования
проконсультируйтесь с iron-foundry.com
1
50
200
50,0
2000
2200
A usinagem mais Grosseira ou boas superfícies de fundição áspera
2
25
100
25,0
1000
1100
Marcas де usinagem muito óbvias.
Torneamento em desbaste, mandriamento, planejamento, perfuração.
3
12,5
50
12,5
500
550
Маркас де usinagem óbvias.
Torneamento em desbaste, planejamento, fresamento, furação.
Сравнение поверхностного слоя для фресаменто, торнеаменто, наращивания и исправления
Yide Casting - это фонд ферро-лидеров, сил служба фонда e обслуживание usinagem, equipada com maquinas de usinagem avançadas importadas em nossa официна де usinagem , se você tiver requireas de fundição e usinagem, a fundição de Yide é uma boa escolha para você, prometemos fundição de boa qualidade e exigência de usinagem, não hesite em связаться с нами Больше подробностей.
O aço carbono AISI 1020 é um material de aço de alta qualidade. Hoje, apresentaremos a composição química, as propriades físicas e mecanicas e os graus de materiais эквиваленты deste material de grau para você.
Химический состав
Элемент
Содержание (%)
Манганес, Миннесота
0,30-0,60
углерод, С
0,18-0,23
Энксофре, С.
0,05 (макс.)
Фосфоро, П.
0,04 (макс.)
Ферро, Фе
баланс
Физические свойства
Свойства
Метрика
императорский
Плотность
7,87 г / см3
0,284 фунта/дюйм3
Механические свойства
Свойства
Метрика
императорский
Сопротивление а tração
420 МПа
60900 PSI
Форса де рендименто
350 МПа
50800 PSI
Модули эластичности
205 ГПа
29700 KSI
Modulo de cisalhamento (типико для aço)
80 ГПа
11600 KSI
Коэффициент Пуассона
0,29
0,29
Наряду с разрывом (em 50 мм)
15%
15%
Дуреза, Бринелл
121
121
Дуреза, Кнуп (преобразование в партию дуреза Бринелля)
140
140
Дуреза, Роквелл Б. (преобразованная часть дуреза Бринелля)
68
68
Дуреза, Викерс (преобразованный в часть дуреза Бринелля)
126
126
Способность к использованию (на основе стандарта AISI 1212. Как 100 единиц использования)
65
65
Изготовление и терминальная обработка
•Сравнение с углеродом AISI 1112 или углеродом AISI 1020 представлено boa trabalhabilidade, chegando 65%.
•Graças à alta ductilidade, é fácil conformar o aço carbono AISI 1020 usando todos os convencionais métodos.
•É Fácil Soldar Esta Liga Usando Todos OS Métodos tradicionais.
•Esta liga pode ser endurecida por aquecimento a 815-871 ° C (1500-1600 ° F), então resfriamento com água e ajuste de temperature.
•O aço carbono AISI 1020 разработан для работы при температуре от 1260 ° C (2300 ° F) до 982 ° C (1800 ° F).
•O aço carbono AISI 1020 Pode ser processado a quente na faixa de Temperature de 482 до 649 ° C (900 до 1200 ° F).
•Todos os métodos convencionais podem ser usados para trabalhar a frio o aço carbono AISI 1020. Se o trabalho a frio for executado por um longo tempo, o recozimento para alívio de tensões é recomendado.
•A liga pode ser totalmente recozida entre 871–982 ° C (1600–1800 ° F) e, em seguida, resfriada lentamente no forno. Isso fornecerá à liga uma Resistance à tração de aproximadamente 65 ksi. Se necessário, o recozimento de alívio de tensão pode ser executado a 538 ° C (1000 ° F).
•Após o revenido, deve ser tratado termicamente e Temperatureado a uma Temperaturee de 315 до 538 ° C (от 600 до 1000 ° F) de acordo com o nível de Resistance exigido. Для примера, revenido a 538 ° C (1000 ° F) поде fornecer à liga uma Resistance à tração de 90 ksi.
•O aço carbono AISI 1020 pod ser endurecido por trabalho a frio e tratamento térmico, têmpera e revenimento.
формы
O aço carbono AISI 1020 é usado para aplicações estruturais simples, como parafusos frios. Normalmente usado quando a superfície é endurecida.
Ao mesmo tempo, tambem é adequado para a produção de pinos, eixos, correntes, engrenagens levemente voltageadas, superfícies resistentes ao desgaste e componentes цементадос onde força do núcleo não é essencial.
Fundição de Yide é uma Fundição de Fundição de Ferro опыт , fornece serviço de fundição de Ferro e serviço de usinagem, tambem temos uma fábrica de fundição de aço fundido para cooperar, se você tiver quaisquer requisitos de fundição, não hesite em нет контакта Больше подробностей.
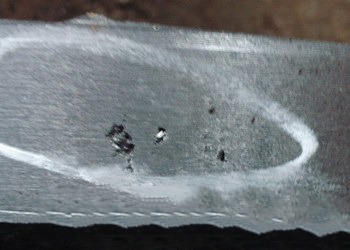
O defeito де retração сделать ферро fundido тем grande influência на qualidade сделать ферро fundido. Isso reduzirá a Resistance à tração eolongamento, fazendo com que ferro fundido rache ou penetre na área de retração.
Hoje, ком базы эм minha experiência де trabalho на Yide Casting, apresentarei трês типос де retração.
1. Афундар на поверхности
Na superfície де fundição áspera, você pode ver poços де afundamento. Esses poços são causados pelo encolhimento abaixo da superfície. Игуальзиньо на фото abaixo. Essa redução afetará о tamanho da área e afetará suas propriadedes físicas. Geralmente, essa redução é inaceitável.
2. Большие отверстия для контрацепции ферро-фундамента.
Você não verá esse encolhimento na superfície. Mas após o processamento, isso será muito óbvio. Você verá muitos poros grandes e pequenos na área restrita. Claro, essa redução tambem é inaceitável e muito prejudial para a plicação.
3. Отверстия для контрацепции ферро-фундамента
As vezes, apos o processamento, você verá poros muito pequenos. Às vezes, eles nem podem ser vistos a olho nu, mas podem ser inspecionados com uma lupa. Ou, às vezes, você pode refiná-los por meio de testes de pressão de água ou óleo. Esses encolhimentos causarão a baixa densidade dos ferros fundidos, tornando-os incapazes de supportar altas pressões.
Obviamente, o encolhimento é muito prejudicial às fundições de ferro. Главный razão пункт о encolhimento é o processo de fundição pouco razoável, especialmente o tamanho da comporta. Depois Que o encolhimento é encontrado, планта-де-фундисао-де-ферро-деве ajustar seu sistema de comportas.
Нет, но как большая часть дефектов контрабанды является поверхностной для ферро-фундидо, как мы можем проверить?
1. Geralmente, você pode allowir que o fornecedor execute o desbaste, para que eles possam encontrar retração após o processamento. Este método é o método mais óbvio e econômico, porque a maioria das fundições de ferro na China possui recursos internos de usinagem de desbaste.
2. Пункт о корпус да бомба или корпус да клапан, você Pode Realizar ум Teste де Pressão да água или pedir ао сеу fornecedor пункт realizar ум teste aleatório Nos Mesmos. Embora Este método não possa garantir que todas as peças fundidas sejam qualificadas, pelo menos alguns Problemas serão encontrados.
3. Você pode cortar a posição sensível para verificar taxa de encolhimento. De acordo com nossa experiência, o encolhimento geralmente ocorre na área do portão e em certas áreas de canto. Portanto, depois де encontrar a posição де encolhimento, você Pode себе concentrar эм verificar essas posições па inspeção сделать Lote. Você pode simplesmente cortar esses locais com uma serra ou pode pedir ao fornecedor para cortar esses locais que podem causar encolhimento de acordo com suas instruções.
https://www.yidecasting.com/wp-content/uploads/2021/04/shrinkage.png250350жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-13 12:55:262023-06-16 02:33:28Дефитос де контрасана до ферро фундидо
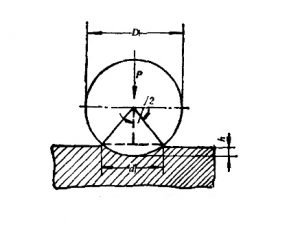
Dentre eles, unidade do HB é kgf /
d — диаметр углубления, мм; h —— Profundidade da indentação, мм.
Desde Que о diâmetro да indentação seja medido, о доблести де HB pode сер obtido пор cálculo ou tabela де Consulta.
Durante о teste, escolha diferentes cargas e diâmetros де esferas де aço де acordo ком a natureza ea форма сделать материал.
Как vantagens сделать teste де dureza Brinell Сан-Форте репрезентативиде е боа repetibilidade де дадос. Ao Mesmo Tempo, Existe uma certa relação de conversão com força. A desvantagem é que os materiais mais duros não podem ser testados; o recuo é grande e não é adequado para inspeção do produto acabado. É geralmente usado para testar a dureza de materias-primas e peças Tempadas, como ferro fundido, metais não ferrosos, aço de baixa liga и т. д.
Условия тестирования
No teste de dureza Brinell, devemos selecionar o diametro (D) da esfera indentadora, a carga de teste (F) eo tempo de retenção da carga (t), de acordo com o typeo de material metallico, a faixa de valores de dureza ea эсспесура. Existem cinco diâmetros de indentador comumente usados de 1, 2, 2,5, 5 и 10 мм.
Грузоподъемность варьируется от 9,807 Н (1 кгс) до 29,42 кН (3000 кгс).
O tempo de retenção da carga é geralmente de 10-15s para metais ferrosos; 30-е годы для метаис não ferrosos; 60s quando o valor de HB é низший 35.
За и против
O диаметр да бола-де-aço ea reentrância deixada на superfície сделать материал де металла Сан-Грандес. Портанто, о доблести медидо é mais preciso. Existe uma certa relação Entre o valor de HB ea Resistance à tração. Isso significa дие podemos determinar сопротивление à tração де materiais metalicos aproximadamente де acordo ком о доблесть де dureza Бринелля.
Se dureza do metal for muito alta, isso afetará a precisão do valor de dureza. Portanto, о тесте де HB é geralmente adequado para medir materiais metalicos com um valor de HB уступает 650.
O recuo де dureza Brinell é relativamente grande, por isso não é adequado para medir produtos acabados e materiais em folha.
A fundição de Yide é uma fundição de fundição líder na China, produzimos produtos de fundição de qualidade, buscando os detalhes necessários para cada produto de fundição, temos uma maquina de teste importada para verificar a dureza Brinell e outros parametros, comprometidos em provar serviço de fundição para nossos clientes de fundição.
https://www.yidecasting.com/wp-content/uploads/2021/02/Test-Principles-of-brinell-hardness.jpg337437жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-10 12:00:542023-06-16 02:33:28Тест де Дуреза Бринелл