Heute stelle ich Ihnen verschiedene Metallgussfehler und Bilder vor, die beim Herstellungsprozess des Yide-Gusses gefunden werden. Dies sind häufige Sandgussfehler an der Oberfläche und im Inneren von Gusseisen- und Stahlgussteilen.
1. Бласлох и Пинхол
Dies ist ein Hohlraumdefekt, der ebenfalls in Pinholes und unterirdische Poren unterteilt ist. Pinholes sind sehr kleine Löcher, фон denen einige auf der Oberfläche zu sehen sind. Unterirdische Luftlöcher sind erst nach Bearbeitung oder Schleifen zu sehen.
Nach der Bearbeitung или dem Schleifen können die meisten unterirdischen Poren gefunden werden. Когда Oberfläche flach ist, cann unser Yide-Guss sie mit einem Ultraschall-Fehlerdetektor untersuchen.

Пинхол-Дефект
2. Дефект песка
Dieser Defekt umfasst Verätzungen und das Eindringen von Metall. Normalerweise sehen Sie um die Ecke überschüssiges Metallmaterial. Dies Liegt An schlechtem Sand. Das Metall ist in die Sandform eingedrungen.

Дефект наждачной бумаги
3. Sandeinschluss и Schlackeneinschluss
Diese Defekte werden auch als Schorf oder schwarzer Schorf bezeichnet. Sie sind Einschlussfehler. Es sieht so aus, а также ob sich Schlacke im Metallguss befindet.

Сандейншлюссфельер
4. Сандлохдефект
Sandloch ist ein typischer Schrumpfungsfehler. Nach dem Sandstrahlen oder Bearbeiten werden Sie Hohlräume sehen. Der Sand fällt aus der Sandform, rollt in das flussige Metall und bildet Blasen.
Dies — это проблема песчаной формы или Fließgeschwindigkeit des Metalls — это ваша задача. Dieser Defekt kann von der Gißerei behoben werden.

Сандлох дефект
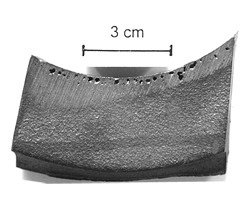
5. Дефект в дер калтен рунде
Auch Kaltabschaltung genannt. Dies ist ein Riss mit abgerundeten Kanten. Die kalte Überlappung ist auf eine niedrigere Schmelztemperatur или ein schlechtes Angusssystem zurückzuführen. Dies ist nicht nur ein Oberflächenfehler. Im Allgemeinen kann dieser Ort Luftleckagen verursachen, und ausserdem ist das Material an diesem Ort von schlechter Qualität und kann daher zerbrechlich sein.
.

Kaltrunde дефект
6. Блиц, нитка и решетка
Der Verbindungsgrat wird auch als Gussrippe bezeichnet, bei der es sich um einen dünnen Vorsprung auf der Oberfläche eines Metallgussteils Handelt. Während des Reinigungs- und Schleifvorgangs sollten die Fugengrate entfernt werden.
Шарф Rippen und Grate имеет ряд проблем с решеткой. Это большая проблема, потому что Gießerei sollte es durch Modifikation des Musters verbessern. Die kleinen Finnen und Grate sind jedoch keine Gussfehler, die Gießerei muss sie nur schleifen und entfernen.

Блиц, нитка и решетка
7. Неверный дефект
Dies ist ein unvollständiger Gussfehler, der zu einem unfertigen Guss führt. Die Kanten des Defekts sind abgerundet und glatt.

Неверный дефект
8. Дефект пористости
Schrumpfungsfehler umfassen verstreute Schrumpfung, Mikroschrumpfung und Porosität. Aufgrund der großen Porosität auf der Oberfläche sind sie leicht zu erkennen. Die kleinere Dispersionsschrumpfung kann man jedoch nach der Verarbeitung sehen. Die folgende Abbildung zeigt die Schrumpfung der Porosität. Die Dichte des Metalls — это то, что нужно и на что можно положиться, если вы хотите, чтобы вы видели.

Porositätsschrumpfungsfehler
9. Дефект шрампфхольрауме
Diese werden auch als Schwindungshohlräume bezeichnet, die eine schwerwiegende Art von Schwindungsfehler darstellen, und Sie können diese Löcher leicht auf der rauen Oberfläche des Metallgussteils sehen. Обратите внимание на то, что система Tore und Belüftungssysteme работает, и эти проблемы с устранением проблем могут быть устранены.

Шрампфелер
10. Шрампфунгская депрессия
Дизер Фелер — это искусство Швиндунгсфелера, которое помогает ему вращаться на оберфлахе в Австралии. Obwohl dieser Fehler nicht so schwerwiegend ist wie die Schrumpfung, führt er dennoch zu einer schlechten Oberflächenqualität und cann einige interne Fehler aufweisen, daher sollte die Gießerei versuchen, ihn zu beheben order zu verbessern.

Schrumpfungsдепрессия
11. Элефантенхаутдефекте
Dies ist ein Oberflächenfehler, der Unregelmäßigkeiten или Falten auf der Oberfläche verursachen kann. Дизер Фелер будет иметь высокую температуру для закаленных металлов или песчаных форм.

Элефантенхаутдефекте
12. Венендефект
Er wird auch Rattenschwanz genannt und sieht aus wie viele kleine Wasserspuren auf der Oberfläche eines Metallgusses. Обычно температура нагревания металлов или неудовлетворительная ангусская обработка и абгазовая система проверяются при высокой температуре.

Венендефект
13. Рауэ Оберфлехе
Eine raue Oberfläche — это auch ein Oberflächenfehler. Eine Normale Raue Oberfläche не может быть чем-то вроде Fehler angesehen Werden, eine zu Raue und unebene Oberfläche - это просто здорово.

Рауэ Оберфлехенфелер
14. Fehlanpassung и Verschiebungsfehler
Diese Art von Formfehler wird durch die Verschiebung von Formgraten verursacht. Dies führt dazu, dass die Trennlinie falsch platziert wird. В der Nähe der Trennlinie cann die linke Seite einige Millimeter niedriger или höher als die andere Seite sein. Die Trennfuge ist kein Mangel, aber wenn die Höhe links von der Höhe rechts abweicht, Handelt es sich um einen Gussfehler. Если у вас есть лучший вариант, это лучший вариант, если размер 1 мм равен XNUMX мм. Beim Sandgussverfahren — это несоответствие, которое не подходит.
Когда Fehlanpassung jedoch die Funktion des Gussstücks beeinträchtigt, muss die Gießerei es kontrollieren, schleifen order Bearbeiten, um die Anforderungen zu erfüllen.


Nicht übereinstimende Formfehler
15. Механишер Шаден
Dies ist kein Gussfehler, sondern ein echter GussQualitätsproblem, auf das Sie stosßen können. Dies ist eine Beschädigung während der Bearbeitung или Lieferung. Arbeitnehmer sollten diesem Проблема, связанная с Aufmerksamkeit schenken.

Дефект Mechanischer Schaden
16. Defekte durch Schlackeneinschlüsse
Искусство Фелера можно использовать как Fremdeinschlüsse, Schlackeneinschlüsse bezeichnet. Im Allgemeinen besteht Schlacke aus geschmolzenem Metall. Während des Metallschmelzprozesses sollte die Gießerei Schmutz und Einschlüsse gründlich entfernen, sonst werden diese Einschlüsse in das Gussstück gegossen.

Шлакениншлюсфельер
17. Эрхёхтер Шиммельпильцдефект
Durch das Verstreuen des Flussigen Metalls wird die Formflasche angehoben, wodurch der obere Teil des Gussstücks höher oder diverd als der untere Teil.

Эрхёхтер Шиммельпильцдефект
18. Рисдефект
Rissfehler treten Normalerweise Innerhalb von Metallgussteilen auf. Дизер Фелер verringert умереть физическим Eigenschaften де Metallgusses. Es gibt auch Risse an der Oberfläche.


Риссдефект
19. Аномальный Кнётчендефект
Aus vielen Gründen wird die Sphäroidisierungsrate von Graphit von duktilem Gusseisen beeinflusst, был цу einer schlechten Sphäroidisierungsrate führt. Durch das metallographische Mikroskop sieht man die Graphitkugeln Kaum, dafür aber viele wurmartige Graphite.
Dies ist eine wesentliche Frage. Wenn dies der Fallist, entsprechen seine mechanischen Eigenschaften nicht den Standardanforderungen, is zu Schäden am Gussprodukt während des Gebrauchs führen kann.
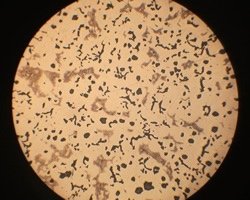
Аномальный Кнётчендефект
20. Ungleichmäßige Härtefehler
Dies bedeutet, dass die Härte auf derselben Oberfläche nicht gleichmäßig ist. Die Härte ist nicht einheitlich und einige Teile können eine extrem hohe Härte aufweisen. Bei der Verarbeitung zu einer härteren Позиция, где Verarbeitung schwieriger. Der Bohrer cann beschädigt werden.
Dies ist eine wesentliche Frage. Stellen mit höherer Härte können schneller abkühlen als localisierte Bereiche.

Ungleichmäßige Härte
21. Сандтропфендефект
Man nennt ihn auch Brechsand. Einige Sandklumpen, выпавший из Sandform, был zu ähnlich geformten Sandlöchern oder Unvollständigkeit führt. Dies ist ein Problem von Sandformen. Die Sandform ist möglicherweise nicht fest genug.

Сандтропфендефект
22. Проблема переформулирования
Dieses Problem führt zu übermäßigen Ebenheits- und Geradheitstoleranzen. Bei langen Gussteilen und flachen Gussteilen mit dünnen Wänden ist dies ein sehr häufiger Fehler. Der Grund ist die natürliche Verformung der Sandform oder der Luft beim Abkühlen. Manchmal kann auch übermäßiges Sandstrahlen dieses Проблема verursachen.

Проблема с верформированием
23. Проблема ремонта здания.
Nach der Schweißreparatur sind auch nach mechanischer Bearbeitung или Polieren noch Schweißspuren sichtbar. Если вы не хотите, чтобы маркировка была проведена, пожалуйста, обратитесь к Kunde Schweißreparaturen zulässt. Если вы хотите, чтобы у вас был хороший ремонт или ремонтные работы по ремонту Kunde, вы должны сделать маркировку в качестве маркировки.

Schweißreparaturzeichen
24. Кальте Айзенмарке
Gusseisen cann die Schrumpfung wichtiger Teile effektiv reduzieren, daher ist es sehr üblich, Gusseisen in Gusseisenwerken zu verwenden. Die Kanten des kalten Bügeleisens sind jedoch durch Sichtkontrolle deutlich zu erkennen. Если эти маркировки на Aussehen nicht beeinträchtigen, müssen einige Kunden sie nicht schleifen. Если вы хотите, чтобы это произошло, вы можете получить лучшее предложение от Gussteilhersteller zu erhalten. Bitte Beachten Sie, dass diese Markierungen nicht als Gussfehler zu betrachten sind.

Кальте Айзенмарке
25. Гусскюльфелер
Es wird auch "weißes Eisen" genannt. Die Oberfläche des Gussstücks mit diesem Fehler wird sehr weiß, glänzend und glatt sein. Defekte Gussteile sind zerbrechlich und spröde, sodass einige Kanten und Spitzen während der Verarbeitung brechen. Dieser Defekt wird durch die niedrige Temperatur der Sandform verursacht und verlässt die Sandform vorzeitig, sodass das heiße Eisen schnell abgekühlt wird. Eine entsprechende Glühwärmebehandlung ihnen kann diesen Mangel beheben.

Гусскюльфелер
26. Массивы фриес Карбид
Auf den metallografischen Fotos sieht man viele Hartmetalle ohne Fischgräten. Dies ist ein schwerwiegender Fehler von Gusseisenwerkstoffen und tritt normalerweise bei duktilem Gusseisen auf. Aufgrund von Rückkühlfehlern und schlechter Impfung Entstehen qualitätslose Karbide, die zu Spröde von Sphäroguss und schlechter Schweißleistung führen. Eine Hochtemperatur-Glühwärmebehandlung kann seine Qualität verbessern.
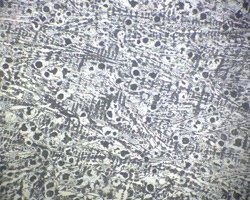
Массивы фриес Карбид
27. Kaltes kurzes oder kurzes Eisen
Dieser Defekt wird auch als Internales Schwitzen bezeichnet. Я Гусс и Эйзенбонен в восторге. Dies ist auf das unangemessene Design der Angusssteuerung zurückzuführen, das dazu führt, dass einiges geschmolzenes Eisen plötzlich zu Bohnen wird und diese Bohnen dann in anderes geschmolzenes Eisen eingewickelt werden. Dies sind Oberflächenfehler, die jedoch an kritischen Stellen zu ernsthaften Schlammproblemen führen können.

Kaltes kurzes Bügeleisen
28. Абисольерфелер
Das Eisenblech auf der Oberfläche des Gussteils ist sehr dünn. Цвей Штокверке. Dies liegt daran, dass das Angusssystem unzumutbar ist, was zu einer sehr dünnen Luftschicht führt. Dieser Fehler ist ein Oberflächenfehler und kann daher normalerweise abgeschliffen werden. Wenn es jedoch nicht nur an der Oberfläche ist, sollte es entsorgt werden.

Абисольерфелер
29. Гусейзен-Графит-Флотация
Dieses дефект ист ein материальная проблема. Dies wird durch eine niedrige Gießtemperatur und einen hohen Kohlenstoffgehalt verursacht. Dieser Defekt ist sehr schädlich und kann zu sehr zerbrechlichen Materialien führen. Auf der gebrochenen Oberfläche ist die durch den Defekt verursachte offensichtlich schwarze Oberfläche zu sehen.

Гуссейзен-Графит-Флотация

