Grey Iron Casting For Automotive, Agriculture, Construction, and The Electrical Power Industry …
As one of the grey iron casting foundries in China, Yide Casting specializes in the production of metal parts and components made from grey iron, and also offers pre-and post-treatment services such as heat treating and machining to ensure that the final product meets customer specifications. Grey cast iron is characterized by its fine-grained structure and high ductility, with high tensile strength and good wear resistance, the ideal material for casting because it can be easily formed into complex shapes and is relatively inexpensive compared to other forms of metalworking.
Looking for a reliable grey iron casting supplier & manufacturer in China?
Are you looking for a reliable grey iron casting manufacturer & supplier in China? You come to the right place. Yide Casting is a professional gray iron casting manufacturer and supplier, that provides quality grey iron casting parts to Europe, the USA, the UK, Japan, France, Argentina, Ecuador, Mexico, Chile, Germany, Brazil, the Czech Republic, Spain, Portugal, etc with a competitive price and fast delivery. We also provide customized casting solutions for our customers. Free customized casting sample is available. All of our gray iron cast parts can be tracked, we promise the quality of every casting iron part. Email us if you are in need of a customized casting solution provider or casting fabrication service.
Grey Iron Casting Products
Yide Casting is a grey iron casting company with our own grey iron casting factory, we have had a lot of cast iron grey products cases in these years. Here are custom grey iron casting parts products shown below. Our grey iron casting parts are not limited to pallet truck spare parts, hand pallet truck pump, wheel key hub, pallet jack parts, cast iron hand pumps, casting connector, and valve wheel handle…
No products found which match your selection.
Why Choose Yide Casting Be Your Customized Iron Casting Part Partner?
30+ Years Iron Casting Experience
Our iron casting foundry is a second-generation owned and operated family business, with 30+ years of experience in iron casting manufacturing.
High Capacity Of Production
Yide Casting has a 20000 sqm casting factory, and imported two advanced sand casting production lines from Germany. Now we have enough ability to manufacture clay sand casting & a precoated sand casting capacity of over 20,000 tons.
Quality Assurance
We test the iron-casting parts with our testing machines to meet the requirements of our customers. Our testing devices contain spectrometers, carbon-sulfur analyzer, physical testing, metallurgical microscope, Brinell hardness tester, destructive inspection, surface finish measuring, CMM equipment, universal tensile testing, CNC Equipment and Machining Center for Casting.
Traced Order
For every order, Yide Casting always kept iron casting samples from our customers and note the order information. If you want to order the sample casting parts, we can produce them directly from our casting samples, or if you meet any questions about your project, we can provide you with any information that we have.
Ask For Quation From Us
Want to order customized casting parts from us?
If you want to get a quote for your customized iron-casting parts or want to get some answers to your questions, please email us at [email protected], or give us a call at +8613566559986.
Are You Gray Iron Casting manufacturer or Trade Company?
Yide Casting is a leading gray iron casting manufacturer and supplier, exports gray iron casting parts worldwide, quality assurance, tracked order, and flexible payment terms, if you have any gray iron cast demands, please feel free to contact us, we’d like to serve you.
What is the used industries of grey iron casting parts?
Grey iron casting is used in a variety of industries, including automotive, agriculture, construction, and the electrical power industry. In the automotive industry, grey iron castings are commonly used for engine blocks, cylinder heads, crankshafts and other components. In the agricultural sector, grey iron castings are ideal for producing parts such as gear cases and housing units. The electrical power industry relies heavily on grey iron casting to produce components such as generator frames and transformer casings. Finally, grey iron castings are often used in construction to make balconies, staircases, handrails and other ornamental features.
What Is The Price Of Gray Iron Casting Parts?
Yide Casting is a professional iron casting manufacturer, we provide factory price gray iron casting prices.
Gray iron price :1.26-1.38 USD/kg
According to the exchange rate, the total weight of final order, the price will have a little change, thus we only can give you a range data, if you want detailed price, please contact our sales for more details.
Do You Provide Custom Gray Iron Casting Service?
Yes, we do.
Yide Casting is a custom iron casting manufacturer, we have the ability to accept a custom gray iron casting service, you can send us your drawing file and detailed parameters to get the free sample, we will make the casting part according to your requirements and send you for free. If you test the gray cast parts well, then you can make an order, we will start to produce your casting parts.
Advantages of Grey Iron Casting
Advantages of gray iron castings
At present, the fast development of the machinery industry promotes the gray cast irons technology in recent years. Thus, the technology of gray cast irons has been very mature, which can cast as small as kilograms or as large as dozens of tons. Gray iron castings are more and more widely used, mainly because of its many advantages:
Grey iron casting is a casting type of iron casting, formed from melton pig iron without any auxiliary raw materials, with advantages of good shock absorption and high wear resistance.
High dimensional accuracy and small machining allowance
The machining allowance of each part can be: 0.4mm for cavity surface; 1.5mm for parting surface, and 3mm for back and outer surfaces, due to the ceramic precision casting process.
Consistent performance
During the process of steel casting, the non-metallic raw material will be deformed & extended for the final steel casting shape. So, for the steel casting parts, there are some differences in mechanical properties in different directions. This situation is called “anisotropy”.
But grey iron casting item is manufactured without non-metallic and any auxiliary raw materials, the performance of gray iron castings in all directions is consistent.
Better high-temperature hardness
According to the test to H-13 mold steel from Latrobe Steel Company, we can know the following information: With the same initial hardness, the hardness of the cast steel was slightly lower than that of the forged steel at the operating temperature below 200℃.
Tests on the cast and forged h-13 mold steel by Latrobe Steel Company showed that, with the same initial hardness, the hardness of the cast steel was slightly lower than that of the forged steel at the operating temperature below 200℃. However, the hardness of cast steel is higher than that of forged steel above 200℃.
It is worth noting that the advantage of this high-temperature hardness is more significant with the increase of temperature. At 650℃, the hardness value of cast steel is about 8HRC higher than that of forged steel.
Better abrasive resistance
When casting is formed, the machining allowance of the cavity surface is very small, so as to keep the good crystal structure of the surface layer, thus the gray iron casting has better abrasive resistance.
Grey Iron Casting Grades
Toggle Content goes here
Defects of Grey Iron Casting
Defects of gray iron castings
Once the machining surface of the casting is loose and shrink, it becomes a waste product.
Looseness may first be caused by an unreasonable structure. Looseness, shrinkage and shrink hole are generated on the part with larger wall thickness or even on the concave corner, because the heat is dissipated through the corresponding mold boss or mud core, so the heat dissipation is poor, the metal solidification is relatively slow.
The comparison test of the Y-shaped test block with 30”, 60″ and 90″ opening angle shows that the outer shrink hole at the concave corner decreases with the increase of the opening angle, and the shrinkage decreases at the same time, thus the looseness increases.
A technically reasonable structure is one of the important conditions for obtaining dense castings.
But for casting, the structural designer takes the operational requirements into consideration first, then the rationality of the process.
Especially the shape of machine tool castings and engine castings is too complicated to ensure the rationality of the process in the structure.
Process of Grey Iron Casting
What Application of Grey Iron Casting?
The application of the gray iron casts is usually in automobile engine cylinders, gears, speed wheels, brake discs and drums, and large machine tool bases.
HT castings are gray iron castings, whose graphite form is in the form of flakes, so metal matrix structure elements exit in the grey cast iron with a fragmented state, the effective area of the load is reduced.
In total, the gray iron casting item has features of low comprehensive mechanical properties, but better vibration damping, wear resistance, casting, and cutting machinability.
So grey cast iron is mainly used for manufacturing some based parts needing strong pressure, such as beds, boxes, bases, guide rails, etc.
Grey Iron vs Cast Iron?
Both ductile iron casting and grey iron casting are iron casting, and applied in different machinery parts according to their performances – wear resistance, shock absorption, plasticity and toughness etc.
Grey Cast Iron vs Bronze Casting
Grey Cast Iron vs Mild Steel
Grey Cast Iron vs Aluminum
The Differences between Cast Iron and Cast Aluminum
Due to the different materials, the distinction between cast aluminum and cast iron is quite obvious. Today, Yide Casting will share the differences with you, so that you can choose the right material for your castings.
The difference in weight
The specific gravity of cast aluminum is lighter than cast iron. The density of cast iron is about 7.8 g/cm3, while the density of cast aluminum is about 2.7g/cm3. The weight of cast aluminum parts of the same size is obviously lighter.
The difference in volume
The specific gravity of aluminum is lighter. At the same time, the structural strength of aluminum castings per unit volume is less than that of iron castings.Thus the volume of aluminum castings with the same strength is larger than that of iron castings. In the case of the same volume, the strength of cast aluminum is lower than that of cast iron.
The difference in cost
The current market price of cast aluminum is much higher than cast iron.
The difference in heat dissipation
The thermal conductivity of cast aluminum parts is more than three times that of cast iron parts. It has been widely used in radiators and heat exchangers in industry and cooking utensils.
The difference in corrosion resistance
The surface of aluminum castings has a corrosion-resistant oxide protective film, which protects aluminum castings from corrosion. Therefore, aluminum castings are also widely used in medical equipment, refrigeration equipment, oil and gas pipelines, petroleum machinery, etc. The corrosion of iron castings is far less than that of aluminum castings.
The difference in casting performance
The casting performance of aluminum is higher than that of cast iron. Aluminum is easy to cast and can cast rough castings with complex shapes.
Contact Our Team
Grey Iron Casting Technical Analyzing
1. Terms and definitions
The terms established in GB/T 5611 and the following terms and definitions are applicable to this standard GBT 9439-2010.
The relevant wall thickness
The relevant wall thickness of the casting refers to the section thickness of the casting used to define the mechanical properties of the casting material, and is agreed by both the supplier and the buyer.
2. Ordering requirements
The following ordering information should be provided by the casting buyer:
a) Casting material grades;
b) Any special requirements should be agreed between the supplier and the buyer.
3. Production methods of iron cast
Adopts green sand casting or shell sand casting to produce iron-grey casting parts.
The production method of gray cast iron parts is determined by Yide casting supplier (JM casting factory). If casting client has special requirements (other casting methods or heat treatment, etc.), Yide casting and cast iron customers shall agree on it.
4. Chemical composition of cast iron parts
If the technical requirements of our casting customers include the acceptance requirements of chemical components, the requirements of the cast iron customer shall be followed. The chemical composition shall be tested according to the frequency and quantity agreed between the Yide casting supplier and the iron casting buyer.
The chemical composition is determined by the cast irons supplier, if the cast iron customer has no requirements for it, and the chemical composition is not used as the basis for casting acceptance. However, the selection of chemical components must ensure that the casting materials meet the mechanical properties and metallographic requirements specified in this standard.
5. Technical requirements
Mechanical properties
Whether the mechanical properties are measured on the separately cast test coupon or on the casting body, and whether the tensile strength or the hardness is used as the performance acceptance index must be clearly specified in the order agreement or the technical requirements of the buyer. The acceptance index of the mechanical properties of castings shall be clearly specified in the order agreement.
For the mechanical and physical properties of gray cast iron test coupons, see Appendix A.
The mechanical properties and metallographic structure specified in this standard are the main indicators for casting acceptance.
6. Tensile strength
Tensile strength of separately cast test coupon
This standard classifies gray cast iron into eight grades based on the minimum tensile strength value measured on a standard tensile specimen processed with a 30 mm diameter separately cast test coupon. The minimum tensile strength value of each grade should meet the requirements of table 1.
Grades and Mechanical Properties of Gray Cast Iron
Table 1
Grey Cast Iron Grade
Casting Wall Thickness
(mm)
Minimum Tensile Strength Rm(Mandatory value)
Casting body expectations
Tensile strength Rm(min)
MPa
Single Cast Test Rod
Cast Test Rod or Test Block
﹥
≦
MPa
MPa
MPa
HT100
5
40
100
–
–
HT150
5
10
150
–
155
10
20
–
130
20
40
120
110
40
80
110
95
80
150
100
80
150
300
90
–
HT200
5
10
200
–
205
10
20
–
180
20
40
170
155
40
80
150
130
80
150
140
115
150
300
130
–
HT225
5
10
225
–
230
10
20
–
200
20
40
190
170
40
80
170
150
80
150
155
135
150
300
145
–
HT250
5
10
250
–
250
10
20
–
225
20
40
210
195
40
80
190
170
80
150
170
155
150
300
160
–
Tensile strength of attached test coupon (bars)
The tensile strength of the attached test coupon (bars) shall meet the requirements of Table 1.
Tensile strength of casting body
Table 1 gives the reference values of the tensile strength of the gray iron castings with different wall thicknesses.
Sampling position of casting body
The sampling position, sample size and tensile strength value of the casting body can be agreed between the supplier and the buyer. If the buyer has specified it, it should meet the buyer’s drawings and technical requirements.
If the purchaser requires sampling from the casting body, but the sampling position of the body is not specified, the supplier can determine the sampling position according to the casting structure and the force situation. The size of the body sample is shown in Table 5.
The frequency and quantity of the tensile strength test of the casting body shall be agreed between the supplier and the buyer.
Hardness grade and casting hardness
The hardness level of gray cast iron is divided into six levels, see Table 2. The hardness of each hardness level refers to the upper limit hardness value of the main wall thickness t > 40 mm and the wall thickness ≤ 80 mm.
Table 2 Gray cast iron hardness grade and casting hardness
hardness grade
main wall thickness/mm
casting hardness/HBW
>
≤
min
max
H155
5
10
—
185
10
20
—
170
20
40
—
160
40
80
—
155
H175
5
10
140
225
10
20
125
205
20
40
110
185
40
80
100
175
H195
4
5
190
275
5
10
170
260
10
20
150
230
20
40
125
210
40
80
120
195
H215
5
10
200
275
10
20
180
255
20
40
160
235
40
80
145
215
H235
10
20
200
275
20
40
180
255
40
80
165
235
H255
20
40
200
275
40
80
185
255
Note 1: The relationship between hardness and tensile strength is shown in Appendix B, and the relationship between hardness and wall thickness is shown in Appendix C.
Note 2: The numbers in bold indicate the maximum and minimum hardness values of the main wall thickness corresponding to the hardness grade.
Note 3: At a certain position of the casting agreed by both supplier and buyer, the hardness difference of the casting can be controlled within the hardness range of 40 HBW.
If the buyer requires hardness as the acceptance index, the frequency and quantity of hardness testing shall be agreed between the supplier and the buyer, and one of the following acceptance rules shall be selected:
The hardness value of the casting body should meet the requirements of Table 2.
b) When measuring the hardness of the material on the sample processed by the separately cast test coupon, it should meet the requirements of Table
If the buyer has clearly specified the test location and hardness value of the casting body, it shall meet the buyer’s drawings and technical requirements.
Note 1: The classification of hardness grades is applicable to castings with mechanical processing properties and anti-wear properties.
Note 2: Castings with main wall thickness t > 80 mm, are not graded according to hardness.
Metallography
The test method and test items of the metallographic structure of gray cast iron parts shall comply with the provisions of GB/T 7216. If the buyer clearly stipulates the number, distribution, grade and sampling position of each test item of the metallographic structure, it shall be implemented according to the buyer’s drawing and technical requirements.
Geometry and dimensions
The casting geometry and dimensions should meet the buyer’s drawings or technical requirements.
Dimensional tolerance
The dimensional tolerance of castings should meet the buyer’s drawings or technical requirements. If there is no special requirement, it shall be implemented according to the provisions of GB/T 6414.
Machining allowance
The machining allowance of castings should meet the buyer’s drawings or technical requirements. If there is no special requirement, it shall be implemented according to the provisions of GB/T 6414.
Weight deviation
The weight deviation of castings should meet the buyer’s drawings or technical requirements. If there is no special requirement, it shall be implemented according to the provisions of GB/T 11351.
Surface quality
The surface quality of the casting includes the outer surface and inner surface quality.
1. The surface roughness of the castings shall comply with the provisions of GB/T 6060.1, or the drawings and technical requirements of the buyer.
2. The castings should be cleaned up, trim the excess parts and remove the residues of the riser and inner cavity, arbor and sand burning. The allowable casting riser residues, mantles, flying thorn residues, internal cavity cleanliness, etc. of the casting shall comply with the buyer’s drawing, technical requirements or the order agreement between the supply and buyer.
3. Unless otherwise specified, castings are delivered as-cast.
During the delivery of castings, it shall meet the protection, packaging, storage and transportation specifications of the buyer.
Casting defects
1. It is not allowed to have defects that affect the performance of castings, such as cracks, cold shut, shrinkage cavity, etc.
2. Surface defects within the machining allowance range are allowed on the machining surface of castings.
3. The types, scope and number of defects allowed on the non-machined surface of the casting and within the casting shall comply with the buyer’s drawings, technical requirements or the order agreement between the supplier and the buyer.
4. In principle, the machining surface of castings shall not be welded or repaired, but with the permission of the buyer, the defects that do not affect the structural performance can be welded and repaired without affecting the mechanical processing.
Special requirements
If the buyer has requirements for magnetic particle inspection, ultrasonic inspection, radiographic inspection, etc., it shall be agreed between the supplier and the buyer.
Sampling requirements
General
If heat treatment is used to change the properties of the material, the specimen should be heat treated in the same manner as the casting it represents.
Tensile specimen
Separately cast test coupon
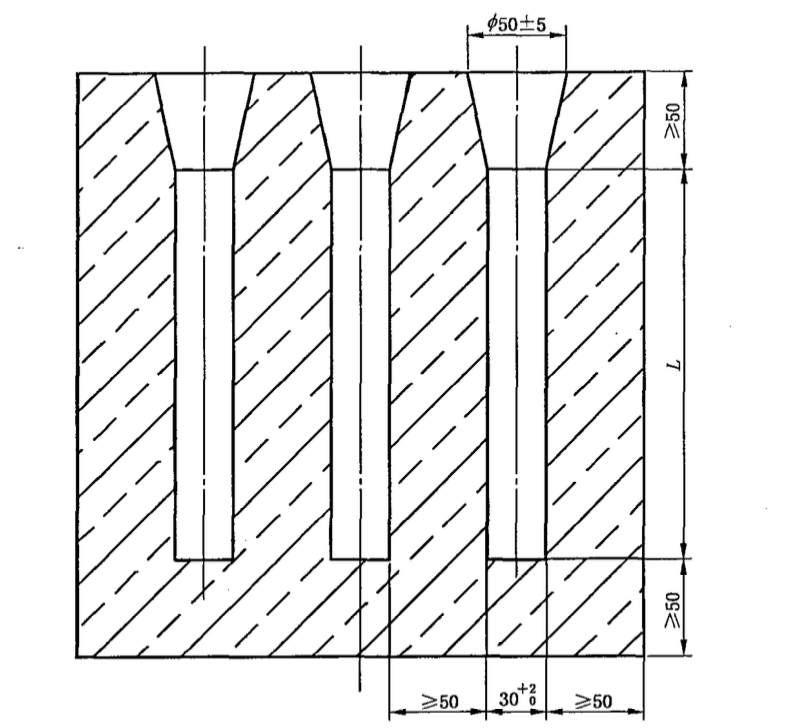
The separately cast test coupon used to determine the material performance grade should be neutrally poured with the castings it represents in a sand mold with similar cooling conditions or thermal conductivity (see Chart1 for the mold). More than three of the same mold must be poured simultaneously. The minimum sand thickness between the test coupon shall not be less than 50 mm. The length of the test coupon is determined according to the length of the sample and the clamping device, as shown in Chart 1.
the unit is mm
Chart 1 Separately cast test coupon mold
The length of the test coupon depends on type A or type B specimen (see 9.2) and the length of the clamping section.
The other dimensions of the test coupon should meet the requirements of Chart 1.
The dimensions of the samples processed with separately cast test coupons see Table 4.
If the buyer has special requirements for the size of the separately cast test coupon and the processed sample, the technical requirements of the buyer shall be followed.
The test coupon must be poured with the same batch of molten iron pouring the castings, and the test coupon should be poured later in the casting of this batch of molten iron.
The sampling frequency of separately cast test coupons shall comply with the provisions 10.3.
The temperature at which the test coupon unboxing should not exceed 500℃. If the casting requires heat treatment, the test coupon should be treated in the same furnace as the representative casting; when the casting is subjected to stress relief aging treatment, the test coupon may not be processed.
Note: After consultation between the supply and buyer, when the castings unbox above 500℃, the separately cast test coupons can also be unboxed above 500℃.
Attached test coupon (bar)
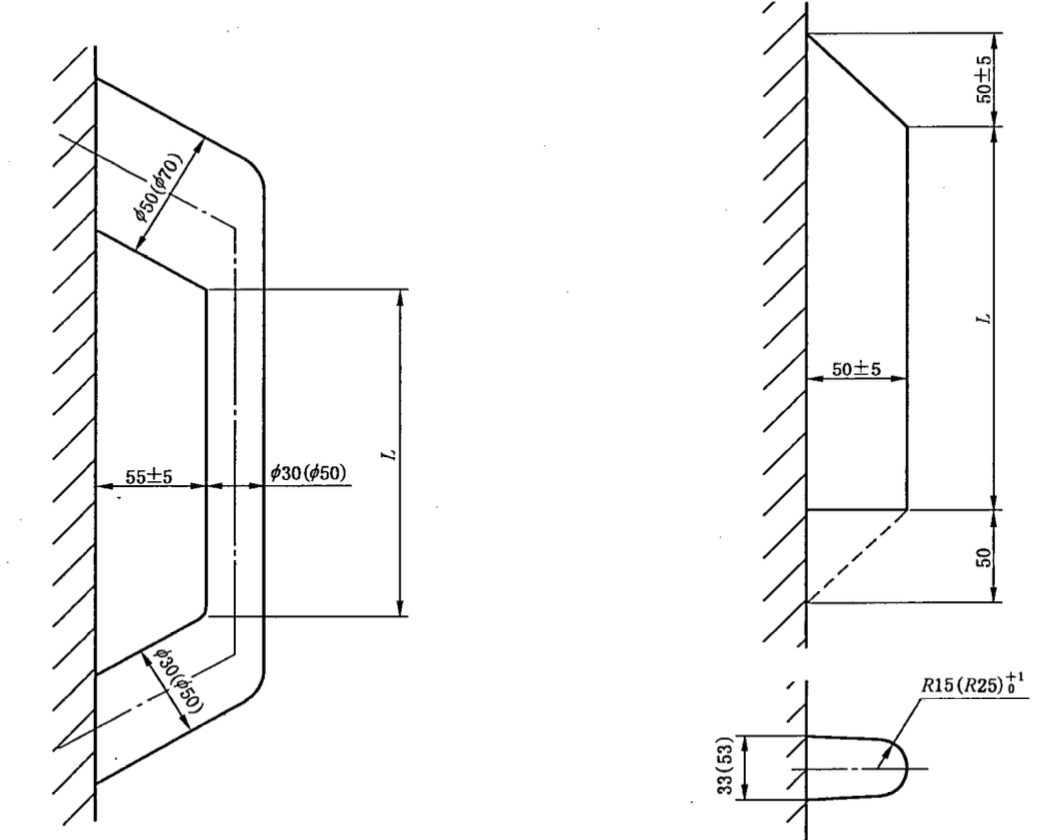
When the wall thickness of the casting exceeds 20 mm and the weight exceeds 2000 kg, tensile strength can also be tested by using an additional casting test coupon (see Chart 2) or an additional casting test bar (see Chart 3) similar to the cooling conditions of the casting. The measurement result is closer to the performance of the casting material than that of the separately cast test coupon, and the measured value should meet the requirements of Table 1.
The cooling conditions of the attached test coupons (bars) should be similar to the representative castings. The type of the attached test coupons (bars) and the location of the attached casting should be agreed between supplier and buyer. If there is no agreement between the two parties, it should be attached to a representative part of the casting. The length of the attached test coupons (bars) is determined according to the length of the sample and the clamping device. The numbers in parentheses in the Chart apply to test coupon with diameter of 50 mm, and bar with radius of 25mm.
If the casting needs heat treatment, the attached test coupons (bars) should be cut after the casting is heat treated.
The length of the test coupon and test bar (see Chart 2 and Chart 3) depends on the length of the specimen and the length of the clamping end.
Note: The D30 mm attached casting test coupon and R15mm bar is suitable for castings with wall thickness below 80 mm. And D50 mm attached casting test coupon and R25mm bar is suitable for castings with wall thickness above 80 mm.
Test casting body
The sampling position of the casting body sample shall be agreed by both parties.
The processing dimensions of test casting body see Table 5.
The unit is mm
Chart 2 attached test coupon Chart 3 attached test bar
Hardness test block
If the buyer takes hardness as the acceptance index, the hardness should meet the requirements of 7.1.2.
The hardness can be tested on a separately cast test coupon. See Table 3 for hardness values.
Table 3 Tensile strength and hardness values of the separately cast test coupon
Grade
Minimum tensile strength
Rm(min)
MPa
Brinell hardness
HBW
Grade
Minimum tensile strength
Rm(min)
MPa
Brinell hardness
HBW
HT100
100
<170
HT250
250
180~250
HT150
150
125~205
HT275
275
190~260
HT200
200
150~230
HT300
300
200~275
HT225
225
170~240
HT350
350
220~290
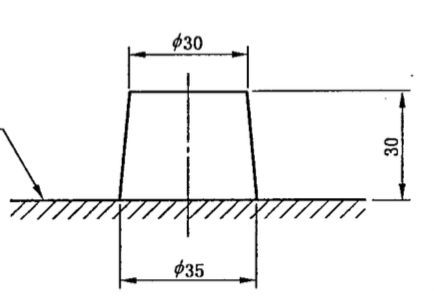
The hardness can also be tested at a location on the casting agreed upon by the supplier and the buyer, or on the hardness test block shown in Chart 4. The test block is used for castings with a wall thickness of not less than 20 mm. The test block is cut from the casting.
If the casting needs heat treatment, the test block should be cut after the casting heat treatment.
The unit is mm
Casting surface
Chart 4 Brinell hardness block
Test methods
Tensile test requirements
The tensile test shall be carried out in accordance with GB/T 228.
Testing of tensile specimens
There are two types of tensile specimens: A type and B type. Both ends of the sample can be processed into thread or cylinder shaped to meet the needs of the clamping device. See Chart 5 and Chart 6 for its type and Table 4 for its dimensions. Tensile specimens of other specifications listed in Table 5 may also be used upon agreement between the supplier and buyer.
Chart 5 Type A sample
Chart 6 Type B sample
Note: For the same material, the test result of type A sample may be slightly higher than that of type B.
The minimum measurement accuracy of the parallel section
diameter of the tensile specimen is 0.05mm.
Table 4 Sample size processed by separately cast test coupon
the unit is mm
Item
Dimension
Tolerance
Minimum parallel section length
60
Specimen diameter
20
±0.25
Arc radius
25
+5
0
Clamping end
Cylinder shaped
Minimum diameter
25
Minimum length
65
Thread shaped
Thread diameter and pitch
M30X3.5
Minimum length
30
Table 5 Dimensions of casting body samples
the unit is mm
Specimen diameter
Minimum parallel section length
Arc radius
Cylinder shaped clamping end
Thread shaped clamping end
Minimum diameter
Minimum length
Thread diameter and pitch
Minimum length
6±0.1
13
>1.5d
10
30
M10X1.5
15
8±0.1
25
1.5do
12
30
M12X1.75
15
10±0.1
30
≥1.5d。
16
40
M16X2.0
20
12.5±0.1
40
≥1.5d。
18
48
M20X2.5
24
16±0.1
50
≥1.5d。
24
55
M24X3.0
26
20±0.1
60
25
25
65
M28X3.5
30
25±0.1
75
≥1.5d。
32
70
M36X4.0
35
32±0.1
90
>1.5d。
42
80
M45X4.5
50
Note 1: Sampling is carried out at the place where the stress of the casting is maximum, or the most important working part of the casting, or the largest sample size can be obtained.
Note 2: When processing samples, large samples should be selected.
9.3 Hardness test
The determination method of the hardness of gray cast iron shall be implemented in accordance with the provisions of GB/T 231..1~231.3.
When testing the hardness, it should be tested 1.5 mm below on the casting surface.
9.4 Heat treatment
When there are special requirements for the heat treatment of castings, it shall be agreed by both supplier and buyer.
9.5 Chemical analysis
Spectral chemical analysis shall be carried out in accordance with the provisions of GB/T ‘4336.
The conventional chemical composition analysis method of castings shall be carried out in accordance with the provisions of GB/T 223.60.
9.6 Metallographic examination
The metallographic examination of castings shall be carried out in accordance with the provisions of GB/T ‘7216. The sampling location and testing frequency of the metallurgical structure of the casting shall be agreed between supplier and buyer
The inspection of the metallographic structure of the special parts should be sampled and tested at a location 1.5 mm below on the surface of the casting.
9.7 Surface roughness
The casting surface roughness inspection of castings shall be carried out in accordance with the provisions of GB/T 6060.1.
9.8 Non-destructive testing
Non-destructive testing of castings shall be carried out in accordance with the provisions of 79.
9.8.1 Magnetic particle testing shall be carried out in accordance with the provisions of GB/T ‘9444.
9.8.2 Ultrasonic testing shall be carried out in accordance with the provisions of GB/T7233.1.
9.8.3 The radiographic inspection shall be carried out in accordance with the provisions of GB/T 5677.
9.9 Casting dimension
The geometry and dimensions of the casting should be checked according to the requirements of 7.3.
Samples, trial production castings need to submit a full-scale inspection report, and the quantity of inspection shall be agreed between the supplier and the buyer. For mass-produced castings, the key size (or important size) test report should be submitted in batches. The frequency and quantity of the test should be agreed between the supplier and the buyer.
9.10 Dimensional tolerance
The dimensional tolerance of castings shall be checked according to the requirements of 7.4
9.11 Weight deviation
The weight deviation of castings shall be sampled according to the requirements of 7.6.
9.12 Surface quality
The surface quality of castings shall be checked according to the requirements of 7.7.
9.13 Defects
a) The surface defects of castings can be inspected by visual inspection or magnetic particle inspection, and auxiliary dimensional measurement methods can also be used.
b) Defects in the inner cavity and inner surface of castings can be checked by endoscope.
c) Internal defects of castings can be checked by X-ray, ultrasonic and other methods.
The appearance defects of castings should be visually inspected piece by piece, but for the inspection of the internal defects of castings with complex geometric shapes and internal cavity shapes, random inspections can be carried out according to the inspection frequency, quantity and method agreed by between the supplier and the buyer.
9.14 Optional test methods
Upon agreement between the supply and buyer, equivalent methods for measuring tensile strength, Brinell hardness, and metallographic structure can also be used. For example, measuring the compressive strength instead of measuring the tensile strength, see Appendix D.