Yide Foundry can provide accurate cost and time estimates for your custom castings.
We can produce high-quality custom metal castings that meet your requirements.
We will work with you to determine the product project, and then recommend the most economical materials and production methods.
First of all, please determine whether the product you need is suitable for our professional field according to the following factors:
Yide Foundry can use a variety of metal alloys, including ductile iron, gray cast iron, cast steel, stainless steel, mild steel and aluminum.
Custom castings will require production designs and new mould. Does your project have enough volume to rationalize customization?
Yide Foundry has our own casting factory covering an area of 20000 sqm, with over 200 employees. We provide mold designing, shell casting, sand casting, and finish machining service according to your requirements.
Yide Foundry has enough ability to manufacture clay sand casting& precoated sand casting capacity over 20,000 tons.
Request a quote
Once you have determined that Yide Foundry is a manufacturer that meets your requirements. Then, the next step is to collect the informations of the product.
Custom metal casting is a complex process. The success depends on the communication and detailed control of the entire process.
You should consider the following information in your request for quotation.
Please provide the drawings and specifications of the casting, including (but not limited to):
- Dimensions and geometry
- Acceptable dimensional tolerances
- Stress / load requirements
- Machining requirements
- Non-destructive test requirements
Please send the information to [email protected]
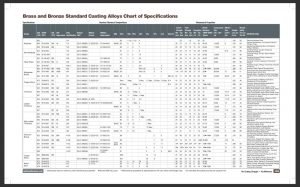
You can list specific metal grades, preferred materials or required properties.
Due to the inherent cost of the metal/alloy and its castability, the cost is greatly affected by the material selected.
-
Actual or estimated weight
Used to calculate the cost of purchasing materials, processing and transportation. Actual weight is preferred because inaccurate estimates may cause discrepancies between estimated and actual costs.
If existing mould is available, casting costs can be reduced.
If not, the design of the mould will constitute the main cost. Paying higher fees for complex mould can reduce casting costs and improve casting quality.
Include current and future expected quantities. The quantity has a great influence on production methods, tool development and total cost.
Casting surface finish (smoothness) requirements, material performance test standards and casting robustness are all key considerations for quotation.
ASTM provides the tools necessary to establish inspection standards. Most mechanical tests are performed on representative test rods.
Additional non-standard inspection requirements increase the cost of casting.
It can be expedited, but it will also increase the cost
Yide Foundry can provide secondary processing operations:
- Heat treatment
- Processing
- part
- coating
We prepare and package all products to protect them during transportation and storage.
Special requirements will increase the cost of transportation and must be notified in advance.
Through communication with our professionals, we can best understand the functions and costs of castings. Our casting experts will work with you to outline product solutions and help you realize them in the most economical way.
Is your casting information ready? Request a quote here! [email protected]