Fundição de aço fundido YIDE
Yide Casting também tem um cooperador de fábrica de fundição de aço, fornece peças de fundição de aço para nós e a fundição de Yide fará a usinagem dessas peças de fundição de aço.
Produção conforme os padrões AS2074, ASTM A148, A128, A128M, A297, KS D4101, AISI 410, 416.
- Display 9 Products per page



DOWNLOAD DE CATEGORIA
CASTING FAQ GUIDE
How to Place Order about Steel Casting from Yide Foundry
Yide Foundry can provide accurate cost and time estimates for your custom castings.
We can produce high-quality custom metal castings that meet your requirements.
We will work with you to determine the product project, and then recommend the most economical materials and production methods.
First of all, please determine whether the product you need is suitable for our professional field according to the following factors:
-
Metal type
Yide Foundry can use a variety of metal alloys, including ductile iron, gray cast iron, cast steel, stainless steel, mild steel and aluminum.
-
Production
Custom castings will require production designs and new mould. Does your project have enough volume to rationalize customization?
-
Professional equipment
Yide Foundry has our own casting factory covering an area of 20000 sqm, with over 200 employees. We provide mold designing, shell casting, sand casting, and finish machining service according to your requirements.
Yide Foundry has enough ability to manufacture clay sand casting& precoated sand casting capacity over 20,000 tons.
Request a quote
Once you have determined that Yide Foundry is a manufacturer that meets your requirements. Then, the next step is to collect the informations of the product.
Custom metal casting is a complex process. The success depends on the communication and detailed control of the entire process.
You should consider the following information in your request for quotation.
-
Design
Please provide the drawings and specifications of the casting, including (but not limited to):
- Dimensions and geometry
- Acceptable dimensional tolerances
- Stress / load requirements
- Machining requirements
- Non-destructive test requirements
Please send the information to [email protected]
-
Material
You can list specific metal grades, preferred materials or required properties.
Due to the inherent cost of the metal/alloy and its castability, the cost is greatly affected by the material selected.
-
Actual or estimated weight
Used to calculate the cost of purchasing materials, processing and transportation. Actual weight is preferred because inaccurate estimates may cause discrepancies between estimated and actual costs.
-
Mould
If existing mould is available, casting costs can be reduced.
If not, the design of the mould will constitute the main cost. Paying higher fees for complex mould can reduce casting costs and improve casting quality.
-
Quantity
Include current and future expected quantities. The quantity has a great influence on production methods, tool development and total cost.
-
Acceptance Criteria
Casting surface finish (smoothness) requirements, material performance test standards and casting robustness are all key considerations for quotation.
-
Inspection requirements
ASTM provides the tools necessary to establish inspection standards. Most mechanical tests are performed on representative test rods.
Additional non-standard inspection requirements increase the cost of casting.
-
Delivery Time
It can be expedited, but it will also increase the cost
-
Secondary processing
Yide Foundry can provide secondary processing operations:
- Heat treatment
- Processing
- part
- coating
-
Package
We prepare and package all products to protect them during transportation and storage.
Special requirements will increase the cost of transportation and must be notified in advance.
Through communication with our professionals, we can best understand the functions and costs of castings. Our casting experts will work with you to outline product solutions and help you realize them in the most economical way.
Is your casting information ready? Request a quote here! [email protected]
How to Choose Steel Casting Foundry?
- When choosing a casting foundry, we need to figure out the following points.
First of all, we need to know the strength of the manufacturer. Generally, we can observe the manufacturer’s production ability and factory scale. At the same time, we can also learn about the reputation of the foundry from the peers or the media.
- When buying ductile cast iron parts, we cannot just look at the price, but also need to know about the product quality, service and casting technology.
In the production process of large-scale ductile castings, we generally use resin sand technology. Meanwhile, we use inspection equipment to strictly monitor the grades of ductile iron castings.Thus can improve the properties of ductile iron castings, and strengthen the product’s tensile and impact resistance is greatly.
- Zhejiang Yide Machinery Co,. Ltd. is a newborn company from Ninghai Jinma (JM)Casting Foundry, founded in 1993.
As an established company with a long history and strong professional and technical strength, Jinma has enough ability to manufacture clay sand casting & precoated sand casting capacity over 20,000 tons, with the main products: Automobile Casting, Truck Casting, Cast Iron Fire Truck, Cast Iron Toy Tractors, Forklift Parts Casting/Hand Lift Casting, Agricultural Machinery Casting, Construction Industry Casting, Brass Casting, Bronze Casting, and Heat exchangers.
Thus Yide is always committed to providing high quality but factory price customized casting services for more and more customers in the whole world.
What is Steel Casting Process?
As the name suggests, steel castings are processed workpieces obtained by mold casting. Modern large-scale cast steel has become a relatively stable processing technology after very rapid development. At the same time, its production process is relatively mature. Cast steel is generally processed in accordance with the following procedures.
1. Quality analysis and prediction
Before simulating pouring, we will use computer software to analyze and predict the quality of the entire pouring process and the entire molding process of the product. Besides, we should strictly optimize the entire pouring process. Throughout the process, the size of the casting is strictly controlled to prevent cracks.
2. Pouring process
The qualified materials are put into the melting equipment according to the corresponding proportion, and the liquid is sampled and analyzed. After passing the inspection, pouring is carried out in accordance with the pouring principle. When pouring, the method of low temperature and rapid pouring should be selected. In addition, the time and temperature should be recorded at the same time.
3. Finishing process
After the preliminary work is completed, polishing and sampling are required. Generally, high-precision surface grinders are used for polishing to accurately grind and polish steel castings to improve product dimensional accuracy. The sampling inspection is to improve the yield of products, remove some unqualified products from the finished products, and ensure the quality of the products shipped.
What is Cast Steel Used for?
Due to the characteristics of steel castings, almost all industrial sectors need to use steel castings in ships and vehicles, construction machinery, engineering machinery, power station equipment, mining machinery and metallurgical equipment, aviation and aerospace equipment, oil wells and chemical equipment, etc. The application is particularly wide. As for the application of steel castings in various industrial sectors, the situation may be quite different due to different specific conditions in various countries.
There are numerous varieties of steel castings. Here is a brief description of the use of steel castings in several major industrial sectors.
1. Power station equipment
Power plant equipment is a high-tech product. Meanwhile, its main parts should work continuously for a long time under high load. Many parts of thermal power plant and nuclear power plant equipment still need to withstand the corrosion of high temperature and high pressure steam.Therefore, there are very strict requirements for the reliability of the parts. Steel castings can meet these requirements to the greatest extent and are widely used in power station equipment.
2. Railway locomotives and vehicles
Railway transportation is closely related to the safety of people’s lives and property. Therefore, it is very important to ensure the safety. Some key components of rolling stock, such as wheels, side frames, bolsters, couplers, etc., are all traditional steel castings.
The switch used in railway switches is a component that bears strong impact and friction. The working conditions are extremely harsh, and the shape is very complicated. Steel castings can perfectly meet the requirements of frequent beat. At the same time, cast steel can make very fine products.
3. Construction machinery and other vehicles
The working conditions of construction machinery and engineering machinery are very poor. And most of the parts need to bear high loads or need to withstand impact and wear. As a result, a large part of them are steel castings, such as driving wheels, load-bearing wheels, and rocker arms in the mobile system , track shoes, etc.
Steel castings are rarely used in general automobiles. However, we can find a lot of steel castings in the moving parts of special off-road vehicles and heavy trucks.
Classification of Cast Steel
Cast steel can be divided into cast alloy steel and cast carbon steel according to its chemical composition. Cast steel can also be divided into cast tool steel, cast special steel, engineering and structural casting and cast alloy steel according to its characteristics.
-
By Chemical Composition
1. Cast carbon steel
Cast steel with carbon as the main alloying element and a small amount of other elements. Cast carbon steel can be divided into cast low carbon steel, cast carbon steel and cast high carbon steel. The carbon content of cast low carbon steel is less than 0.25%; the carbon content of cast carbon steel is between 0.25% and 0.60%; and the carbon content of cast high carbon steel is between 0.6% and 3.0%.
The strength and hardness of cast carbon steel increase with the rising of carbon content. Cast carbon steel has the following advantages: lower production cost, higher strength, better toughness and higher plasticity.
Cast carbon steel can be used to manufacture parts that bear heavy loads, such as rolling mill stands and hydraulic press bases in heavy machinery. It can also be used to manufacture parts that are subject to large forces and impacts, such as wheels, couplers, bolsters and side frames on railway vehicles.
2. Cast alloy steel
Casting alloy steel can be divided into cast low alloy steel (the total alloy element is less than or equal to 5%); cast alloy steel (the total alloy element is 5%~10%), and cast high alloy steel (the total alloy element is greater than or equal to 10%).
-
By Characteristics
1. Cast tool steel
Cast tool steel can be divided into cast tool steel and casting mold steel.
2. Cast special steel
Cast special steel can be divided into cast stainless steel, cast heat-resistant steel, cast wear-resistant steel, and cast nickel-based alloy, etc.
3. Cast steel for engineering and structure
Cast steel for engineering and structure can be divided into cast carbon structural steel and cast alloy structural steel.
4. Cast alloy steel
Cast alloy steel can be divided into cast low alloy steel, cast medium alloy steel and cast high alloy steel.
What are the Advantages of Steel Castings?
Advantages of steel castings
Steel casting has no weight, volume and production limits, and can easily make complex shapes and non-stress concentrated parts. Steel castings can be used in a variety of working conditions, and the mechanical property is superior to other alloy castings:
-
Greater design flexibility
This design allows the greatest freedom of choice for the shape and size of castings, especially complex shapes and hollow parts, and steel castings can be manufactured by the unique process of core castings. Steel casting is easy to form and change shapes, and can quickly produce the finished product according to drawings. Therefore it can provide quick response and shorten delivery time.
-
The highest flexibility and variability in metallurgical manufacturing
You can choose different chemical compositions and organizational structures to meet the needs of different projects. Mechanical properties can be selected by different heat treatment processes, and the property can be used in a wide range to improve weldability and workability.
-
Improve the overall structure strength
The high reliability of the project, combined with the weight reduction design and short delivery time, can improve the competitive advantage in terms of price and economy.
-
A wide range of weight
Small steel castings can be only 10 grams, while large steel castings can reach hundreds of tons.
What are the Limitations of Cast Steel?
Cast steel has similar properties to cast iron, but it is stronger than cast iron. Steel castings are prone to shortcomings such as pore defects and inaccurate angular positioning during the casting process. And the casing may break in long-term use.
The following are the three main limitations of steel castings:
(1) Uneven structure.
After the liquid metal is injected into the mold, the layer of liquid metal that first contacts the mold wall has the fastest temperature drop.Thus it solidifies quickly into finer grains. As the distance from the mold wall increases, the influence of the mold wall gradually weakens, and the crystals grow into parallel columnar crystals along the direction perpendicular to the mold wall.
In the center of the casting, the heat dissipation has no significant directionality, and it can grow in all directions until it comes into contact with each other, so an equiaxed crystal region is formed. It can be seen that the structure in the casting is uneven with relatively coarse crystal grains.
(2) Non-compact structure
The crystallization of liquid metal proceeds in the way of branch growth. And the liquid metal between the branches finally solidifies, but it is difficult for the branches to be completely filled by the liquid metal. this causes the general non-compactness of castings.
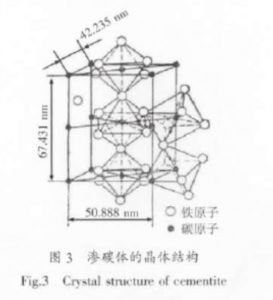
In addition, the liquid metal injected into the mold shrinks in volume during cooling and solidification without sufficient supplementation, and may also form loose or even shrinkage holes. Graphite in iron castings often appears in larger-sized flakes, spheres or other shapes, and can also be regarded as a non-compact structure.
(3) Rough surface
The surface is generally rough and cannot be compared with the machined surface, and the shape is more complicated.
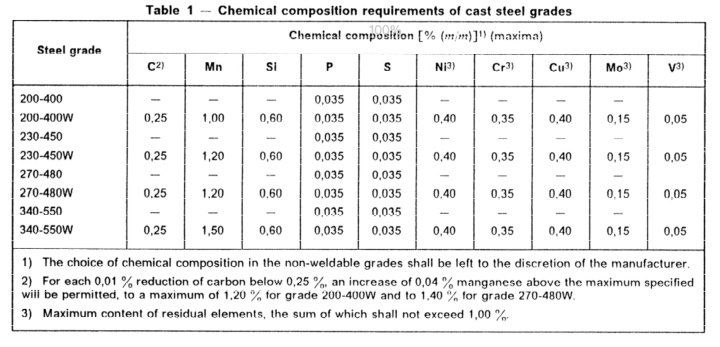
Cast Steel Grades
The International Organization for Standardization (1S0) has formulated the standard ISO/3755-1991 for cast steel for general engineering purposes.
The main contents of this standard regarding material requirements are:
1) Chemical composition: 8 grades are specified, see Table 1. Except for limiting the maximum value of S and P mass fraction to less than 0.035%, the chemical composition of each grade is determined by the foundry.
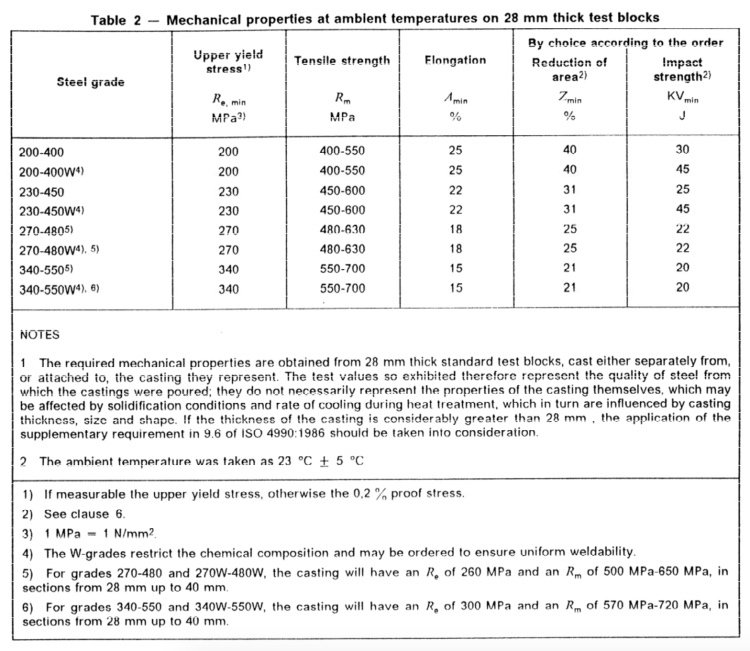
2) Mechanical properties: see Table 2 for mechanical properties at room temperature (23℃±5℃).
The Small Details in Steel Casting Process
The typical casting process of large steel castings
Large steel castings are common steel products on the market today, and are key products that have received wide attention from all walks of life. For the details of the basic processing technology of steel castings are as below:
When processing large-scale steel casting products, it is necessary to adopt appropriate processing key areas should be placed downwards, and then carry out other technical operations, so as to ensure the machining effect.
In addition, some materials are relatively thin on one side, whereupon you must pay attention to the operation methods.
The operator needs to ensure that the thin side is facing down, so that the material can be prevented from wearing. When modeling large steel castings, the contour of the selected mold must conform to the regulations, and the appearance of the mold must not be damaged, because this will easily affect the machining effect of the material. Lots of workshop will ignore this problem during production.
Differences between Cast Iron and Cast Steel
In our daily lives, there are many products related to cast iron and cast steel. It can be said that the products of these two materials are ubiquitous in life. However, many friends still have some hesitation when buying products composed of cast iron or cast steel. Do they want to know what is the difference between the two? Which is better? Today, let us have a detailed understanding.
The essential difference between cast iron and cast steel:
It is understood that the main difference between cast iron and iron steel is the difference in carbon content, which directly affects the strength and plasticity.
-
Cast steel
Cast steel is also called carbon steel. It is an iron-carbon alloy of less than 2% carbon content . In addition to carbon, carbon steel generally contains a small amount of silicon, manganese, sulfur and phosphorus. Carbon steel can be divided into three types: carbon structural steel, carbon tool steel and free-cutting structural steel according to its purpose. Carbon structural steel is divided into building structural steel and machine-made structural steel.
According to the carbon content, carbon steel can be divided into low carbon steel (WC ≤ 0.25%), medium carbon steel (WC0.25%-0.6%) and high carbon steel (WC>0.6%). According to phosphorus and sulfur content, carbon steel can be divided into ordinary carbon steel (high phosphorus and sulfur), carbon steel (low phosphorus and low sulfur) and high-grade steel (lower phosphorus and sulfur). Generally, the higher the carbon content of carbon steel, the higher the hardness and strength, but the lower the plasticity.
-
Cast iron
Cast iron is an iron-carbon alloy of more than 2% carbon content. Industrial cast iron generally contains 2% to 4% carbon. Carbon is mostly present in the form of graphite in cast iron, and sometimes in the form of cementite. In addition to carbon, cast iron also contains 1% to 3% silicon, as well as elements such as manganese, phosphorus, and sulfur. Alloy cast iron also contains elements such as nickel, chromium, molybdenum, aluminum, copper, boron, and vanadium. Carbon and silicon are the main elements that affect the microstructure and properties of cast iron.
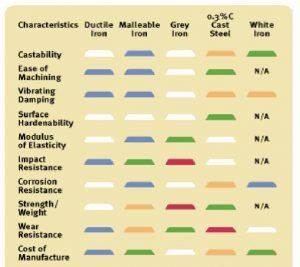
The differences in properties of cast iron and cast steel:
1. The brightness is different
The brightness ratio of steel castings is very large, while that of iron castings is gray. And among cast iron, the brightness of gray iron is darker than that of ductile iron.
2. The particle is different
Regardless of whether the cast iron is ductile iron or gray iron, particles can be seen with naked eye, and the particles of gray iron are larger. While precision steel castings have high density and no particles on the surface can be seen with the naked eye.
3. The sound is different
The sound of iron castings is relatively crisp.While the impact of steel castings will produce the sound of “gang gang”.
4. The gas cutting is different
The surface of steel castings is relatively rough, with large riser and gate area, which must be treated by gas cutting. However, gas cutting is useless on cast iron.
5. The toughness is different
The toughness of cast iron is slightly poor, and gray iron even has no toughness. While the toughness of precision steel castings is similar to that of steel plates, and better than cast iron.
Last but not least, let us find out which is better, cast iron or cast steel?
Whether cast iron is better or cast steel is better, you must first confirm what you want to do with. Cast steel has less carbon content and good toughness. Therefore, steel has a wider range of uses than pig iron. Steel not only has good plasticity, but also steel products have high strength. Generally speaking, mechanical properties such as elongation are better than cast iron.
Ductile cast iron is a high-strength cast iron material appeared in the 1950s. Its comprehensive performance is close to that of steel. It is precisely based on its excellent performance, ductile cast iron has been successfully used to cast parts with complex forces and high requirements for strength, toughness and wear resistance. Ductile cast iron has rapidly developed into a cast iron material second only to gray cast iron. In addition, the corrosion resistance and oxidation resistance of ductile cast iron exceed those of cast steel. The so-called “substituting iron for steel” mainly refers to ductile iron.
Yide casting is a leading casting foundry in China, with 27 years’ experience, produces top quantity cast iron and cast steel products. If you are interested in our casting fitting, please send us a drawing file, and feel free to get a quite quote.
Cast Steel VS Carbon Steel
Cast steel, like ordinary carbon steel, is derived from steel ingots smelted by steel plants.
The main differences between the two are:
1. Ordinary carbon steel usually refers to the profile, that is, the steel ingot is formed by billeting and rolling. Its structure is dense, with small and uniform grains and high mechanical properties; while cast steel is a steel ingot that is formed by melting and casting, which inevitably has defects in the casting process, such as changes in composition, coarse grains, and easy shrinkage.
2. Carbon steel profiles are produced in accordance with national standards, and their external dimensions have relevant standards and have simple shapes; while steel castings are molded according to the model made by the designer’s requirements, and can be made into complex shapes with special requirements.
3. In mechanical processing, steel castings are already blanks and can be processed directly into parts; while ordinary carbon steel (such as round steel, steel plate, angle steel) is only raw materials, and generally needs to go through cutting, forging and other processes.
Can Cast Steel be Welded?
Yes, steel castings can be welded with suitable welding method.
The most suitable for cast steel welding is electrode arc welding. In order to improve efficiency, submerged arc welding, CO2 gas shielded welding and electroslag welding can also be used.
1. Electrode arc welding
Electrode arc welding is the most commonly used welding method. This method can be used to repair or assemble cast steel. However, the efficiency of electrode arc welding is low. Thus it is not suitable for casting with complex structure or narrow welding parts. For cast steel parts, arc welding is still very suitable.
2. Submerged arc welding
Submerged arc welding is used to weld cast steel, especially thick-walled cast steel. Welding wire with a diameter of 10-12 mm can be used for submerged arc welding. The welding efficiency of this method is very high, and the welding speed is 5-10 times that of electrode arc welding. The general welding structure of steel castings rarely requires such a thick welding wire.
3. CO2 gas shielded welding
The use of carbon dioxide gas shielded welding to connect steel castings is a very effective method. Its advantages are as follows:
- Its efficiency is 2-3 times that of arc welding.
- The hydrogen content is lower than the low-hydrogen electrode, in many cases preheating can be omitted.
However, carbon dioxide gas shielded welding also has the following disadvantages:
- When the first layer of welding is carried out in a deep and narrow groove, cracks are prone to appear on the weld. In this case, the welding current of the first weld should be reduced, and the penetration depth should be reduced to avoid cracks.
- Welding on castings with oil, dust and paint is more prone to pores than on welding rod arc welding. Therefore, it is necessary to remove the dirt on the surface of the casting before welding.
- When welding in a windy place, the carbon dioxide gas disappears and is not protected. And it is easy to produce pores. Therefore, necessary wind protection measures should be provided to prevent the protective gas from scattering.
4. Electroslag welding
Electroslag welding is a welding method used to weld ultra-thick parts.
Due to the emergence of this welding method, it is easier to assemble small castings, forgings or rolled steel into large castings and forgings, thereby improving the heavy working conditions of forging.