Yide Casting in China produziert Gussteile aus AISI 1008 SAE UNS G10080 Kohlenstoffstahl. Heute stellen wir Ihnen die chemische Zusammensetzung, physikalische und mechanische Eigenschaften und gleichwertige Materialgüten des Materials vor.
AISI 1008 Kohlenstoffstahl hat eine ausgezeichnete Schweißbarkeit, einschließlich Vorstehen, Stumpfschweißen, Punktschweißen und Schmelzen und Hartlöten. Die folgenden Datenblätter enthalten Detailliertere Informationen zu Kohlenstoffstahl AISI 1008.
Zerspanbarkeit (basierend auf AISI 1212 Stahl als 100 Zerspanbarkeit) Die Zerspanbarkeit von Stab-, Stangen- und Drahtprodukten der Gruppe I kann durch Kaltziehen verbessert werden)
AISI 1008 Kohlenstoffstahl wird hauptsächlich в странных прессах, калтгепресстенах, калтгестаухтенах и калтгепрессантах в различных формах и формах.
Yide Casting kann как erfahrene Айзенгишсерай в Китае Eisenguss- und Bearbeitungsdienstleistungen anbieten. Wir kooperieren auch mit Stahlgusswerken, um unser Leistungsspektrum zu erweitern. Wenn Sie Anforderungen oder Fragen zu Gusseisen haben, zögern Sie bitte nicht, UNS für weitere Informationen zu контакт .
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-15 13:24:182023-06-16 02:45:49AISI 1008 SAE UNS G10080 Коленштоффсталь
Chinas Stahlgießerei produziert Gussteile aus Kohlenstoffstahl AISI 1040 SAE UNS G10400. Im Folgenden sind die chemische Zusammensetzung des Materials, die physikalischen und mechanischen Eigenschaften und die entsprechenden Materialqualitäten aufgeführt.
Andere Bezeichnungen, die AISI 1040 Kohlenstoffstahl entsprechen, sind: ASTM A29 (1040), ASTM A510 (1040), ASTM A513, ASTM A519 (1040), ASTM A546 (1040), ASTM A576 (1040), ASTM A682 (1040), ASTM A827, ASTM A830, MIL S-11310 (CS 1040), MIL S-16788, MIL S-46070, SAE J1397 (1040), SAE J403 (1040), SAE J412 (1040)
Herstellung und Wärmebehandlung
•обрабатываемость
Die Schnittleistungsklasse от AISI 1040 Kohlenstoffstahl beträgt 60.
•Образование
AISI 1040 Kohlenstoffstahl канн унтер Glühbedingungen umgeformt werden.
•сварка
AISI 1040 Kohlenstoffstahl kann mit allen Schweißtechniken geschweißt werden. Aufgrund seines hohen Kohlenstoffgehalts kann es auf eine Temperatur от 149 до 260 °C (от 300 до 500 °F) vorgewärmt und auf eine Temperatur от 594 до 649 °C (от 1100 до 1200 °F) erhitzt werden.
•Термическая обработка
AISI 1040 Kohlenstoffstahl может быть теплым при температуре от 844 до 899 °C (от 1550 до 1650 °F), при температуре от XNUMX до XNUMX °C (от XNUMX до XNUMX °F).
•Кузница
AISI 1040 Kohlenstoffstahl может быть использован при температуре от 982 до 1260 °C (от 1800 до 2300 °F).
•Термише Верарбайтунг
AISI 1040 Kohlenstoffstahl kann bei einer Temperatur von 94 bis 483 °C (200 bis 900 °F) теплый verarbeitet werden.
•Калтес Арбайтен
AISI 1040 Kohlenstoffstahl kann im geglühten Zusstand mit herkömmlichen Verfahren kaltverformt werden.
•Глюэн
AISI 1040 Kohlenstoffstahl kann bei einer Temperatur von 872 bis 983 °C (1600 bis 1800 °F) geglüht werden. Anschließend kann es im Ofen langsam abgekühlt werden. Der Spannungsarmglühprozess kann bei einer Temperatur ungefähr 594 °C (1100 °F) durchgeführt werden. Eine normalisierte Behandlung kann auch bei 899 °C (1650 °F) durchgeführt und dann langsam abgekühlt werden.
•Темперирен
AISI 1040 Kohlenstoffstahl может быть использован при температуре от 316 до 705 °C (от 600 до 1300 °F).
•Harten
AISI 1040 Kohlenstoffstahl может быть прочным.
Анвенданген фон Коленстоффштальгусс
AISI 1040 Kohlenstoffstahl канн для Kupplungen, Kurbelwellen и Kaltkopfteile verwendet werden.
Yide Casting как Profi bekannt Штальгиссерай in China hat die Erfahrung reich Gießen in Gießen und Bearbeitung, sind wir verpflichtet, Qualität zu erzeugen, aber wettbewerbsfähige Stahlteile Preis Casting für unsere Kunden, alle unsere отливки wurden als "JM" markiert, Wir möchten Yide Casting, JM Casting in die Welt entwickeln. Wenn Sie eine Stahlgießereisuchen, zögern Sie bitte nicht, UNS zu контакт , senden Sie uns Ihre Zeichnungsdatei, wir möchten Ihnen dienen und die besten Gusseisenprodukte anbieten.
Die Unterschiede zwischen Grauguss, Weißguss, meliertem Gusseisen и duktilem Gusseisen
Классификация Гуссейзена
Nach der Form des Kohlenstoffs umfasst das Gusseisen drei Kategorien: Grauguss, Weißguss и melierter Guss.
серый чугун
Der größte Teil des Kohlenstoffs in Grauguss legt in Form von Graphit vor. Es wird Grauguss genannt, weil sein Bruch grau ist. Grauguss ist die häufigste Art und weist eine Graphitmikrostruktur auf, die aus vielen kleinen Brüchen besteht.
Вайсес Гуссейзен
Obwohl es nicht so verbreitet ist wie Grauguss, ist Weißguss eine weitere erwähnenswerte Art. Der Kohlenstoff im weißen Gusseisen Liegt vollständig in Form von Zementit vor und der Bruch ist strahlend weiß. Weißes Gusseisen ist schwer zu bearbeiten, so dass es hauptsächlich als Rohstoff für die Stahlerzeugung verwendet wird.
Мельертес Гуссейзен
Der Kohlenstoff in gesprenkeltem Gusseisen Liegt in Form einer Mischung aus Graphit und Zementit vor und der Bruch ist grauweiß. Dieses Gusseisen weist eine größere Sprödigkeit auf und wird daher selten in der Industrie verwendet.
Entsprechend der Graphitform von Gusseisen umfasst Grauguss gewöhnliches Grauguss, Vermicleguss, Temperguss und Sphäroguss.
Эйгеншафтен фон Гуссейзен
серый чугун
Das Gefüge von Grauguss besteht aus Graphit und Matrix. Darüber hinaus sind die Hauptfaktoren, die das Gefüge und die Leistung von Grauguss beeinflussen, chemische Zusammensetzung und die Abkühlgeschwindigkeit.
Сфарогусс
В актуальных технических средствах можно использовать изделия Gusseisen с Guter Gussleistung, hoher Zugfestigkeit und hoher Dauerfestigkeit Stahl ersetzen, um einige wichtige Teile wie Kurbelwellen, Pleuel und Nockenwellen herzustellen.
Yide Casting является профессиональным производителем Eisengießerei в Китае с 2 автоматическими производственными линиями и одним вручную Sandburgbearbeitung. Wir rüsten auch die Cat-Eisenbearbeitungsgeräte in unserer Bearbeitungswerkstatt aus eine gute wahl, bitte kontaktieren sie uns für weitere details.
https://www.yidecasting.com/wp-content/uploads/2020/08/carbon.jpg238720жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-15 13:04:402023-06-16 02:45:53Die Unterschiede zwischen Grauguss, Weißguss, meliertem Gusseisen и duktilem Gusseisen
DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauheitswerte
DIN ISO 1302 и DIN 4768 sind deutsche Normen für die Oberflächenrauheit in verschiedenen Bereichen (einschließlich Metallguss). Die folgende Tabelle ist die Erläuterung der Symbole und der Vergleich mit den Oberflächenrauheitswerten.
Символ для Оберфлахенраухайта
Erläuterungen
Символ ohne zusätzliche Angaben.
Грундсимвол. Die Bedeutung muss durch zusätzliche Hinweise erklärt werden.
Символ мит zusätzlichen Hinweisen.
Beliebiges Produktionsverfahren mit spezifizierter Rauheit.
Символ ohne zusätzliche Angaben.
Materialabtrag durch spende Bearbeitung, ohne vorgegebene Rauheit.
Символ мит zusätzlichen Hinweisen.
Materialabtrag durch spende Bearbeitung mit vorgegebener Rauheit.
Символ ohne zusätzliche Angaben.
Materialabtrag ist nicht zulässig (Oberfläche bleibt im Anlieferungszustand).
Символ мит zusätzlichen Hinweisen.
Если материал не поврежден, его можно использовать с легкостью.
Yide Casting шляпа unsere eigene Литейный завод и Беарбайтунгсверкстатт , wir akzeptieren Immer Zeichnungsdatei und Parameter von unseren gusseisenkunden und Stellen dann ein eisengussmuster nach den gesamten anforderungen ее, Sersenden es Sie, аранжир -умирание Oder guss nachrer prüfung ereute gusseisenseisen. Wir erstatten die Musterkosten nach einer großen Produktion. Wenn Sie nach einer Gusseisengießereisuchen, zögern Sie bitte nicht, uns für weitere Informationen zu kontaktieren.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:47:092023-06-16 02:45:54DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauheitswerte
Gießen ist ein Verarbeitungsverfahren, bei dem das Metall zu einer Flussigkeit Geschmolzen und in eine Form gegossen und dann abgekühlt, verfestigt und greinigt wird, um ein Gussstück mit der gewünschten Form zu erhalten. Durch Gießen können verschiedene Objekte mit komplexen Formen hergestellt werden.
Beim Schmieden werden Verfahren wie das Hämmern eingesetzt, um einen metallischen Werkstoff im plastischen Zusstand zu einem Werkstück mit einer bestimmten Form und Größe zu machen und seine physikalischen Eigenschaften zu verändern.
2. Шмиде- и Гусссвеке:
Gießen ist ein relativ wirtschaftliches Verfahren zum Umformen von Rohlingen, das im Allgemeinen für Teile mit komplexen Formen verwendet wird.
Schmieden wird im Allgemeinen bei der Verarbeitung von Schmiedestücken einer bestimmten Form und Größe verwendet.
3. Vorteile des Gießens und Schmiedens:
Гиссен:
Sie kann Teile mit komplexen Formen Herstellen, insbesondere Rohlinge mit komplexen Kavitäten.
Große Anpassungsfähigkeit in der Größe, von wenigen Gramm bis zu Hunderten von Tonnen.
Breite Rohstoffquellen, niedrige Preise, wie Stahlschrott, Schrottteile, Späne usw.
Die Form und Größe des Gussstücks sind denen der Teile sehr ähnlich, был den Schnitt, der nicht spanend ist, reduziert.
Weit verbreitet. 40 до 70 % от Landmaschinen и 70 до 80 % от Gewichts der Werkzeugmaschinen sind Gussteile.
Шмиден:
Das Schmieden kann Fehler wie loss Gussteile während des Schmelzprozesses beseitigen und das Gefüge optimieren. Gleichzeitig sind die mechanischen Eigenschaften von Schmiedestücken durch den Erhalt der completten Metallstromlinie in der Regel besser als bei Gussteilen aus dem gleichen Werkstoff.
4. Nachteile des Gießens und Schmiedens:
Гиссен:
Die mechanischen Eigenschaften sind nicht so Gut wie bei Schmiedestücken, wie grobes Gefüge und viele Fehler.
In der Sandguss-, Einzel- und Kleinserienfertigung — это Arbeitsintensität der Arbeiter hoch.
Качество подачи воды нестабильно, и оно дает возможность работать с дополнительными факторами.
Шмиден:
In der Schmiedepproduction kommt es häufig zu Trauma-Unfällen.
Die Kosten sind viel höher als beim Gießen.
Yide Casting ist als Professional Eisengießerei in China bekannt, verfügt über reiche Gießerfahrung im Gießen und Bearbeiten. Wir sind bestrebt, Gusseisenteile von Qualität, aber zu wettbewerbsfähigen Preisen für unsere Kunden herzustellen. Alle unsere Gusseisenteile wurden als “JM” gekennzeichnet , wir wollen Yide Casting, JM Casting in die Welt entwickeln, wenn Sie auf dersuche nach einer Gusseisengießerei sind, zögern Sie bitte nicht uns zu kontaktieren, senden Sie uns Ihre Zeichnungsdate i, wir möchten Ihnen dienen und den besten Guss anbieten Eisenprodukte.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:43:492023-06-16 02:45:56Die Unterschiede zwischen Gießen und Schmieden
Gasbrenner werden auch Ofenbrenner oder Gasherdbrenner genannt, hergestellt durch Messingguss oder Eisenguss. Als führende Eisengießerei в Китае verfügt Yide Casting über reiche Erfahrung im Eisenguss. Wir bieten hochwertige Gasbrenner aus Messingguss und Gasbrenner aus Eisenguss und produzieren seit vielen Jahren Gasbrenner in China. Daher wollten wir schon immer einen Artikel für Käufer schreiben, um alle Probleme im Zusammenhang mit Gasbrennern zu verstehen.
Области применения
Der Gasbrenner - это газовое давление, когда газ и люфт получают или перестают работать в зоне Verbrennungszone, и это стабильное использование газа в действии. Используйте ацетилен, газ или пропан. Gasbrenner werden häufig в Wohn- und Industriebereichen eingesetzt, von gewöhnlichen Küchenherden bis hin zu Krankenhäusern, ресторанах, Außengrills, Industrieöfen und Boilern.
Виды
Es gibt Hunderte von Arten von Gasbrennern. WIR Слушайте Nur Einige Davon Auf, Wie Zb Tragbare Herde, Outdoor-Gasherde, Erdgasherde, Propangasherde, Brenner, Große Herde, Kleine Herde, Sternöfen, Einzelherde, Rechteckherde, Bratkessel, Campinggasherde, Doperherde, Doperherde, Doperherde, Doperherde, Doperherde, Doperherde, Doperherde, Dope Arer Gasherd, LP- Гашерд, gewerblicher Гашерд, Бутан-Гашерд usw.
Materialien
Nach unserer Erfahrung verwenden die meisten Gasbrenner Grauguss ASTM A48 Class20 или Class30, Class35 wird jedoch selten verwendet. Weil kleine feuerfeste Löcher bearbeitet werden müssen. Wenn die Härte des Materials zu hoch ist, wird es schwierig zu bohren. Sie können diese Löcher nicht mit anderen gewöhnlichen Löchern vergleichen, und es wird schwieriger, Löcher in kleine Knöpfe zu bohren. Außerdem sollte die Festigkeit der Klasse 20 für die Anwendung ausreichend sein.
Wenn Sie mehr über den Grad dieser Werkstoffe durch andere Normen (z. B. Deutschland, Japan, Großbritannien oder ISO) erfahren möchten, überprüfen Sie bitte hier den Werkstoffvergleich Grauguss.
1. ASTM A48 Класс 20 GG15, HT150, FC150, ISO150.
2. ASTM A48, класс 30, GG20, HT200, FC200, ISO200.
3. ASTM A48, класс 35, GG25, HT250, FC250, ISO250.
Einige Käufer wählen möglicherweise einen höheren Grad, um stärkere Teile zu erhalten, und wir empfehlen Ihnen, dies nicht zu tun. Je höher der Grad, desto schwieriger die Herstellung, desto höher die Fehlerquote и desto höher die Kosten. Beim Gasbrenner ist keine zu hohe Zugfestigkeit erforderlich.
Аусвальпроцесс
Aufgrund unserer Erfahrung empfehlen wir zwei Gießverfahren zur Herstellung von Gasbrennern. Эйнер - это Grünsand als äußere Hülle und Harzsand als Kern. Wir stellen den Kern durch das Schalenformverfahren her, был bedeutet, dass wir zuerst einen vorbeschichteten Harzsandkern herstellen и dann gewöhnliche Bodenformteile mit grünem Sand verwenden, um die Schale Herzustellen. Die Innenfläche ist übrigens Gut und die Außenfläche Normal. Dieses Verfahren cann Ihre Anforderungen mit den niedrigsten Produktionskosten erfüllen. Grüner Sand muss natürlich sehr fein sein, gewöhnlicher grober Sand ist nicht akzeptabel.
Das andere Verfahren besteht darin, die Schale und den Kern durch das vorbeschichtete Harzsand- und Schalenformverfahren herzustellen. Übrigens sind die Innen- und Außenflächen gut, aber die Produktionskosten sind höher. Daher sollte дер Käufer entsprechend дер konkreten Anwendung дас geeignete Gießverfahren wählen.
обрабатывается
Основная проблема с газовым баллоном — это Bearbeitung von Auspufflöchern. Манчмаль находится рядом с Гасбреннером Дутценде бис Хундерте фон феуерфестен Лёхерн. Sie müssen bohren. Когда они не работают, газированные напитки не работают, газировка - это ничто, а не их помощь. Die Dandong Foundry поможет вам получить больше информации о Bohrmaschinen от Bohren. Mehrere Arbeiter sind täglich für das Bohren dieser kleinen Löcher verantwortlich.
модус
Был ли благосклонен Form des Gasbrenners. Nach unserer Erfahrung empfehlen wir Eisenformen zur Herstellung von Harzkernen und Aluminiumformen zur Herstellung von Gasbrennermänteln zu verwenden. Um jedoch eine bessere äußere Oberflächenqualität zu erzielen, sollte für die Schale Harzsand in Betracht gezogen werden, und dann müssen Eisenmuster als Schale verwendet werden. Alles in allem muss der Gasbrenner ein Metallmuster haben.
покрытие поверхности
Es gibt verschiedene Arten von Oberflächenbeschichtungen für Gasbrenner. Einer ist schwarzer hitzebeständiger Lack, der andere ist normaler schwarzer Lack, der billiger ist als ein hitzebeständiges Luftpolster, und der dritte Lack verwendet Rostschutzöl. Hitzebeständige Beschichtungen sind die teuersten Beschichtungen, от 0,23 до 0,25 долл. США/кг. Wenn Ihr Gasbrenner Вес 1 кг, стоимость доставки от 0,23 до 0,25 USD/Stk.
Поставщик
Obwohl viele Eisengießereien Gasbrenner herstellen können, kann nicht jeder Gasbrenner zu einem niedrigen Preis herstellen, und die Produktionseffizienz ist hoch. Dies Liegt vor allem daran, dass sie feinen Sand verwenden und Erfahrung mit dem Bohren vieler kleiner Löcher haben sollten. Vor allem ist beim Gießen, Reinigen und Bearbeiten äußerste Sorgfalt geboten. Jeder übereilte Vorgang führt zu Fehlfunktionen. Daher ist es schwierig, ein Gut zu finden.
Цена
Der Preis eines Gasbrenners hängt hauptsächlich vom Stückgewicht (insbesondere dem Gewicht des Rohlings), der Anzahl der Absauglöcher, der Komplexität des Aufbaus der Oberflächenqualität der Außenfläche ab.
дефекты
Die Hauptmängel von Gaskocherköpfen sind Blasen an der Oberfläche (Badewannen mit einem Durchmesser von 2 mm und einer Tiefe von 1 mm sind Normalerweise erlaubt), Beschädigungen an den Belüftungslöchern und verschmutzte Oberflächen mit Sand. Bitte Beachten Sie, dass Schweißen unter Normalen Umständen nicht erlaubt ist, da der Ofenbrenner luftdicht sein sollte.
Yide Casting ist ein Professional Gusshersteller, der sich seit 1993 auf die Herstellung von hochwertigem Sphäroguss, Grauguss, Stahlguss, Messingguss, Bronzeguss für unsere Kunden konzentriert. Darüber Hinaus Hält Yide Casting auch eine große Leidenschaft für fortschrittliche Technologie in der Gasherd-Brenner gießen. Wenn Sie auf dersuche nach einer Ofenbrenner-Gießerei sind, zögern Sie bitte nicht, uns zu kontaktieren,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:35:392023-06-16 02:45:57So reinigen Sie die Brennerlöcher von Gasherden
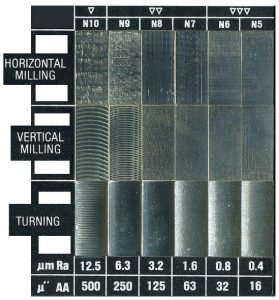
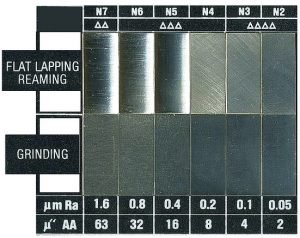
Bearbeitungsoberflächengüteddiagramm, Vergleicher, Methode, Grad, Ra, Rz, RMS
Der Oberflächengütegrad Glätte — это eine wichtige Voraussetzung, wie bei der Bearbeitung von Stahl- und Eisengussteilen.
хойте вирд жиде кастинг Преобразование в Китае и США в соответствии со стандартами Ra (um), Ra (Mikrozoll), Rz (um), RMS и Finish-Grad, которые соответствуют методу Finish-Methoden einführen.
Китай
Завершение
Китай
Ра (ум)
Китай
Рз (ум)
Ферайнигте Staaten фон Amerika
Ра (ум)
США Ра
(Микрозолл)
США RMS
(Микрозолл)
Метод Bearbeitungsfinish
Зихе Iron-foundry.com
1
50
200
50,0
2000
2200
Grobste Bearbeitung или gute raue Gussoberflächen
2
25
100
25,0
1000
1100
Bearbeitungsspuren sehr deutlich.
Шрупдрехен, Борен, Хёбельн, Борен.
3
12,5
50
12,5
500
550
Bearbeitungsspuren deutlich.
Шрупдреен, Хобельн, Фрезен, Борен.
4
6.3
25
8.00
320
352
Bearbeitungsspuren sichtbar.
Нормалес Дрехен, Борен, Хобельн, Борен, Шляйфен.
6.30
250
275
5
3.2
12,5
5.00
200
220
Bearbeitungsspuren nicht offensichtlich, aber immer noch sichtbar.
Нормалес Дрехен, Борен, Хобельн, Борен, Шляйфен.
4.00
160
176
3.20
125
137,5
6
1,6
6.3
2.50
100
110
Bearbeitungsmarken verschwimmen, aber die Richtung ist offensichtlich.
Der Oberflächenvergleicher zum Fräsen, Drehen, Reiben und Schleifen
Yide Casting ist eine führende Eisengießerei, die sowohl Гасс- также auch Bearbeitungsservice anbietet und mit importierten fortschrittlichen Bearbeitungsmaschinen in unserer Bearbeitungswerkstatt ausgestattet ист. Wenn Sie sowohl Guss-als auch Bearbeitungsanforderungen haben, ist Yide Casting eine gute Wahl für Sie und Bearbeitungsanforderung, чем ж Sie sich bitte für weitere Informationen an UNS .
AISI 1020 Kohlenstoffstahl ist ein hochwertiger Stahlwerkstoff. Heute stellen wir Ihnen die chemische Zusammensetzung, die physikalischen und mechanischen Eigenschaften sowie die gleichwertigen Werkstoffgüten dieses Werkstoffes vor.
Химический состав
Элемент
Вдыхание (%)
Манган, Миннесота
0,30-0,60
Коленстофф, К.
0,18-0,23
Швефель, С
0,05 (макс.)
Фосфор, P
0,04 (макс.)
Эйзен, Фе
Баланс
Физические свойства
Свойства
метрический
Кайзерлихе
плотность
7,87 г / cm3
0,284 фунта / дюйм3
Механические свойства
Свойства
метрический
Кайзерлихе
прочность на разрыв
420 МПа
60900 PSI
Предел растяжения
350 МПа
50800 PSI
модуль упругости
205 ГПа
29700 KSI
Шубмодуль (typisch für Stahl)
80 ГПа
11600 KSI
Пуассон
0,29
0,29
Bruchdehnung (в 50 мм)
фюнфцен%
фюнфцен%
Харте, Бринелл
121
121
Херте, Кнуп (umgerechnet aus Brinell-Härte)
140
140
Харте, Роквелл Б (umgerechnet von Brinell-Härte)
68
68
Харте, Виккерс (umgerechnet aus Brinell-Härte)
126
126
Bearbeitbarkeit (основа на AISI 1212 Stahl. als 100 Bearbeitbarkeit)
65
65
Herstellung und Wärmebehandlung
•Im Vergleich zu AISI 1112 Kohlenstoffstahl шляпа AISI 1020 Kohlenstoffstahl eine gute Bearbeitbarkeit und erreicht 65%.
•Dank der hohen Duktilität lässt sich Kohlenstoffstahl AISI 1020 mit allen gängigen Verfahren leicht umformen.
•Diese Legierung lässt sich mit allen herkömmlichen Verfahren leicht schweißen.
•Diese Legierung kann durch Erhitzen auf 815–871 °C (1500–1600 °F), anschließendes Abschrecken in Wasser und Temperatureinstellung gehärtet werden.
•AISI 1020 Kohlenstoffstahl sollte bei einer Temperatur от 1260 °C (2300 °F) до 982 °C (1800 °F) geschmiedet werden.
•AISI 1020 Kohlenstoffstahl kann im Temperaturbereich von 482 bis 649 °C (900 bis 1200 °F) теплый verarbeitet werden.
•Alle herkömmlichen Verfahren können zum Kaltbearbeiten von AISI 1020 Kohlenstoffstahl verwendet werden. Bei längerer Kaltumformung empfiehlt sich ein Spannungsarmglühen.
•Die Legierung kann zwischen 871-982 ° C (1600 до 1800 ° F) vollständig geglüht und dann im Ofen langsam abgekühlt werden. Dadurch erhält die Legierung eine Zugfestigkeit von ungefähr 65 ksi. Bei Bedarf kann ein Spannungsarmglühen bei 538 ° C (1000 ° F) durchgeführt werden.
•Nach dem Anlassen sollte es wärmebehandelt und bei einer Temperatur von 315 bis 538 °C (600 bis 1000°F) entsprechend dem erforderlichen Festigkeitsniveau abgeschreckt werden. Zum Beispiel kann das Anlassen bei 538 °C (1000 °F) der Legierung eine Zugfestigkeit von 90 ksi verleihen.
•AISI 1020 Kohlenstoffstahl cann durch Kaltbearbeitung und Wärmebehandlung, Abschrecken und Anlassen gehärtet werden.
Области применения
AISI 1020 Kohlenstoffstahl wird für einfache Konstruktionsanwendungen wie Kaltschrauben verwendet. Wird normalerweise verwendet, wenn die Oberfläche gehärtet ist.
Gleichzeitig eignet es sich auch zur Herstellung von Stiften, Wellen, Ketten, leicht belasteten Zahnrädern, verschleißfesten Oberflächen und einsatzgehärteten Bauteilen, bei denen es auf die Kernfestigkeit nicht ankommt.
Yide Casting ist eine erfahrene Айзенгуссгиссерай , beetet Eisengussservice und Bearbeitungsservice. Wir haben auch eine Stahlgussfabrik zur Zusammenarbeit. Wenn Sie Gussanforderungen haben, zögern Sie bitte nicht, UNS für weitere Informationen zu контакт .
Gusseisenschwindungsfehler может быть большим Einfluss auf die Qualität von Gusseisen. Es verringert die Zugfestigkeit und Dehnung, wodurch das Eisengussstück reißt или in den Schrumpfbereich eindringt.
Heute stelle ich Ihnen, basierend auf meiner Berufserfahrung bei Yide Casting, drei Arten der Schrumpfung vor.
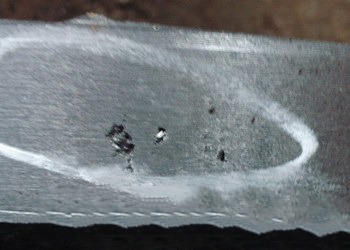
1. Auf der Oberfläche sinken
Auf der rauen Gussoberfläche sind Senkgruben zu sehen. Diese Grübchen werden durch Schrumpfung unter der Oberfläche verursacht. Genau Wie das Foto unten. Diese Schrumpfung wirkt sich auf die Größe des Bereichs und seine physikalischen Eigenschaften aus. Im Allgemeinen ist diese Schrumpfung nicht akzeptabel.
2. Große Schrumpflöcher im Inneren von Gusseisen
Sie werden diese Schrumpfung an der Oberfläche nicht sehen. Aber nach der Verarbeitung wird dies sehr offensichtlich sein. Sie werden im verengten Bereich viele große und kleine Poren sehen. Natürlich ist auch diese Schrumpfung nicht akzeptabel und sehr schädlich für die Anwendung.
3. Кляйне Шрумпфлёхер им Иннерен фон Гуссейзен
Manchmal sehen Sie nach der Verarbeitung sehr kleine Poren. Manchmal sind sie nicht einmal mit bloßem Auge zu erkennen, aber mit einer Lupe zu betrachten. Oder Sie können sie manchmal durch Wasserdruck- или Öldrucktests verfeinern. Diese Schrumpfungen führen zu der geringen Dichte von Gusseisen, wodurch sie hohen Drücken nicht Standhalten Können.
Offensichtlich ist die Schrumpfung für Eisengussteile sehr schädlich. Der Hauptgrund für die Schrumpfung — это неожиданный процесс, insbesondere die Angussgröße. Начнем с того, что в Schwindung festgestellt wurde, sollte die Eisengießerei ihr Angusssystem anpassen.
Da sich die meisten Schwindungsfehler jedoch unter der Gusseisenoberfläche befinden, wie sollten wir dies überprüfen?
1. Grundsätzlich können Sie dem Lieferanten das Schruppen überlassen, damit er nach der Bearbeitung Schwindungen feststellen kann. Этот метод — это naheliegendste und wirtschaftlichste Methode, da die meisten Eisengießereien в Китае über eigene Möglichkeiten zur Schruppbearbeitung verfügen.
2. Für den Pumpenkörper oder Ventilkörper können Sie einen Wasserdrucktest durchführen oder Ihren Lieferanten укушен, einen Stichprobentest durchzuführen. Obwohl diese Methode nicht garantieren kann, dass alle Gussteile qualifiziert sind, werden zumindest einige Probleme gefunden.
3. Sie können die empfindliche Position abschneiden, um die Schrumpfrate zu überprüfen. Schwindung tritt nach unserer Erfahrung meist im Angussbereich und in bestimmten Eckbereichen auf. Nachdem Sie die Schrumpfposition gefunden haben, können Sie sich daher auf die Überprüfung dieser Positionen bei der Chargenprüfung konzentrieren. Sie können diese Stellen einfach mit einer Säge abschneiden oder den Lieferanten укушенный, diese Stellen, die zu Schrumpfung führen können, gemäß Ihren Anweisungen abzuschneiden.
https://www.yidecasting.com/wp-content/uploads/2021/04/shrinkage.png250350жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-13 12:56:182023-06-16 02:46:01Шрумпфунгсфелер в Гуссейзене
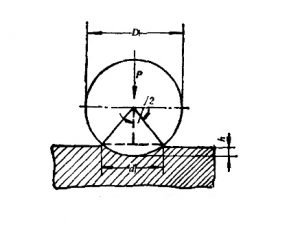
Unter ihnen ist die Einheit von HB кгс/
d—Einkerbungsdurchmesser, мм; h——Eindringtiefe, мм.
Solange der Durchmesser der Vertiefung gemessen wird, kann der HB-Wert durch Berechnung или Nachschlagetabelle ermittelt werden.
Wählen Sie Während des Tests je nach Art und Form des Materials unterschiedliche Belastungen und Stahlkugeldurchmesser aus.
Die Vorteile des Brinell-Härtetests Sind Starke Repräsentativität, Gute Datenwiederholbarkeit. Gleichzeitig gibt es eine gewisse Konversionsbeziehung zur Stärke. Nachteilig ist, dass härtere Materialien nicht geprüft werden können; Einkerbung — это большая и ничтожная вещь для конечной проверки продукции. Это обычное явление, когда речь идет о защитном покрытии Роштоффена и герметизации, связанной с Gusseisen, Nichteisenmetallen, Niedriglegiertem Stahl usw.
Тест-Бедингунген
Bei der Brinell-Härteprüfung sollten wir den Durchmesser (D) der Eindringkugel, die Prüflast (F) und die Lasthaltezeit (t) je nach Art des Metallmaterials, Härtebereich und die Dicke. Es gibt fünf gängige Eindringkörperdurchmesser von 1, 2, 2,5, 5 и 10 мм.
Die Prüflast kann от 9,807 Н (1 кгс) до 29,42 кН (3000 кгс) рейхен.
Die Lasthaltezeit beträgt bei Eisenmetallen im Allgemeinen 10–15 с; 30er für Nichteisenmetalle; 60-е годы, Wenn der HB-Wert kleiner als 35 ist.
Фор-унд Нахтейле
Der Durchmesser der Stahlkugel und die auf der Oberfläche des Metallmaterials verbleibende Vertiefung ist Groß. Daher ist der gemessene Härtewert genauer. Это лучшее, что можно сделать, используя HB-Wert und Zugfestigkeit. В этот момент мы должны провести фестиваль металлообработки на лучших условиях Brinell-Härtewert.
Eine zu hohe Härte des Metalls beeinträchtigt die Genauigkeit des Härtewertes. Daher eignet sich der HB-Test grundsätzlich zur Messung von Metallischen Werkstoffen mit Einem HB-Wert Kleiner 650.
Der Härteeindruck nach Brinell является относительно большим, но не имеет ничего общего с почтой Fertigprodukten und Plattenmaterialien.
Yide Casting ist eine führende Gießerei в Китае. Wir produzieren hochwertige Gussprodukte und verfolgen die für jedes Gussprodukt erforderlichen Details .