Литейное определение и методы ручной формы
Определение ручной формы:
Ручная форма - это процесс моделирования, который выполняется вручную или с помощью ручных инструментов. Работа с ручными пресс-формами гибкая, широкая адаптируемость, простое технологическое оборудование, низкая стоимость. Однако качество литья низкое, производительность низкая, трудоемкость высокая, а технические требования высокие. Поэтому ручная пресс-форма в основном подходит для мелкосерийного производства штучных изделий, особенно тяжелых и сложных фасонных отливок.
Методы ручной формы:
1. В соответствии с различными характеристиками песчаной формы:
Двухблочное моделирование, трехблочное моделирование, нестандартное моделирование, моделирование карьера, моделирование базовой сборки.
2. По разным характеристикам внешности:
Полное моделирование пресс-формы, моделирование раздельной пресс-формы, моделирование выемки песка, моделирование фальшивых коробок, моделирование живых блоков.
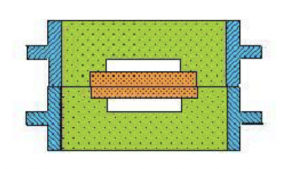
1) Двухблочное моделирование
Моделирование с двумя блоками — это самый простой метод моделирования. Пресс-форма состоит из пары верхней и нижней пресс-форм, которые просты в эксплуатации. Подходит для различных производственных партий и различных размеров отливок
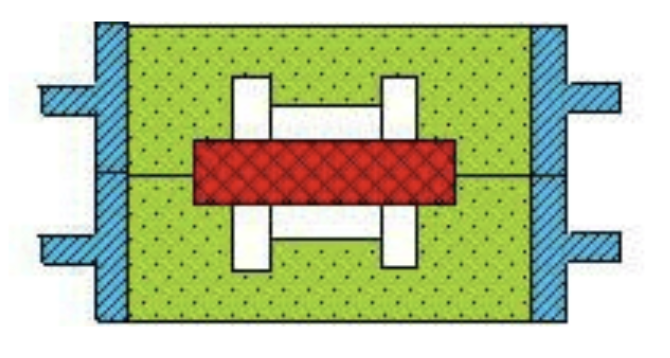
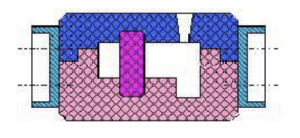
2) Трехблочное моделирование
Форма для моделирования с тремя ящиками состоит из верхней, средней и нижней форм. Средняя высота должна соответствовать расстоянию между двумя разделяющими поверхностями отливки. Операция трехсекционного моделирования требует трудозатрат. Он в основном подходит для штучного мелкосерийного производства отливок с двумя разделяющими поверхностями.
3) Нестандартное моделирование
Формование вне коробки в основном используется для литья с подвижным ящиком для песка. После закрытия формы ящик с песком вынимают и снова используют для формования. Из одного ящика с песком можно изготовить множество форм. Чтобы предотвратить неправильное формование во время заливки металла, вы должны использовать формовочный песок для плотного заполнения формы. Форма также может быть упакована. Его часто используют для изготовления небольших отливок. Поскольку ящик для песка не имеет пояса ящика, ящик для песка обычно меньше 400 мм.
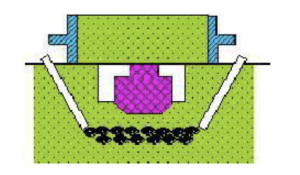
4) Карьерное моделирование
При моделировании котлована в качестве нижнего ящика пресс-формы используется песчаная подушка мастерской. Крупные отливки необходимо засыпать коксом под песчаную подушку, а воздуховыпускную трубу закопать, чтобы стравливать воздух во время отливки.
5) Моделирование основной сборки
Моделирование сборки стержней заключается в объединении нескольких песчаных стержней в форму без использования ящика с песком. Это может повысить точность отливок, но стоимость высока. Какие методы ручного формования подходят для массового производства сложных отливок в песчаные формы?
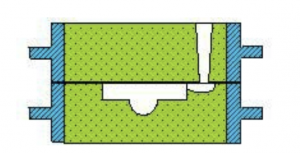
6) Полное моделирование пресс-формы
Форма полного моделирования пресс-формы является цельной, поверхность разъема плоская, а полость пресс-формы находится в половине пресс-формы. Форма проста, и отливка не приведет к неправильным дефектам формы. Он подходит для отливок с наибольшим сечением отливки на торце и плоскостью.
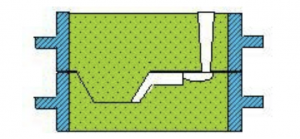
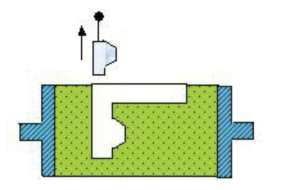
7) Моделирование добычи песка
Внешний вид моделирования выемки песка цельный, но поверхность разъема отливки криволинейная. Чтобы облегчить ручное выкапывание песка, препятствующего запуску формы, моделирование трудоемко, производительность низкая, а технический уровень рабочих высокий. Применяется для штучных, мелкосерийных отливок, поверхность разъема которых не плоская.
8) Моделирование фальшивой коробки
заключается в преодолении недостатков копания песка. Перед моделированием сделайте нижнюю шину (т.е. фальшивую коробку), а затем сделайте коробку на нижней шине. Поскольку нижняя покрышка не участвует в заливке, ее называют бутафорской коробкой. Операция проще, чем копание песка, а поверхность разделения аккуратная. Он подходит для отливок, требующих рытья песка при серийном производстве.
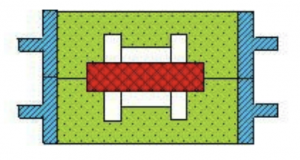
9) Формование разъемной формы
Формование разъемной формы состоит в том, чтобы разделить выкройку на две половины по наибольшему сечению. Полость расположена в верхнем и нижнем ящиках для песка, что просто и экономично. Обычно используется для отливок с наибольшим сечением посередине.
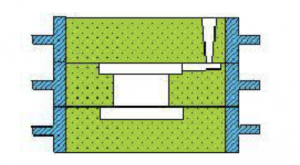
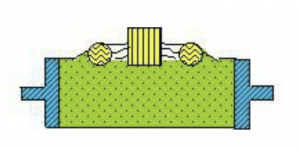
10) Живое блочное моделирование
Моделирование «живых блоков» заключается в создании на отливке небольших выступов, ребер и других деталей, которые препятствуют выбросу формы в деятельность (т. е. «живые блоки»). При рисовании формы сначала выньте основной корпус, а затем выньте рабочий блок сбоку. Его моделирование требует много времени, а рабочие предъявляют высокие технические требования. В основном используется для штучного и мелкосерийного производства отливок с выступающими частями и трудно поддающимися формованию.







Оставьте комментарий
Хотите присоединиться к обсуждению?Не стесняйтесь вносить свой вклад!