Ein Yide-Gussteil aus China, hergestellt aus Kohlenstoff, AISI 1008 SAE UNS G10080. Hoje vamos apresentar a você a composicão química, propriedades físicas e mecânicas e graus de materiais Equivalentes do material.
O aço carbono AISI 1008 tem excelente sellabilidade, incluindo protrusão, topo, sellagem a ponto e fusão e brasagem. As folhas de dados a seguir fornecerão informações mais detalhadas sobre o aço carbono AISI 1008.
Chemische Zusammensetzung
Element
Inhalt (%)
Eisen, Fe
99,31-99,7 %
Mangan, Mn
0,30-0,50 %
Kohlenstoff, c
0,10%
Enxofre, S
0,050%
Fosforo, P
0,040%
Physikalische Eigenschaften
Eigenschaften
Metrisch
Imperial
Densidade (Zusammensetzung 0,06 % C, 0,38 % Mn, 0,01 % Si, recozido a 925 ° C)
7,872 g / cm³
0,2844 Pfund / Zoll³
Proprietades mecânicas
Eigenschaften
Metrisch
Imperial
Widerstand gegen Tração
340 MPa
49300 psi
Força de rendimento (abhängig vom Temperament)
285 MPa
41300 psi
Elastisches Modul
190–210 Gpa
27557-30458 ksi
Modulo de massa (typisch für Aço)
200 GPa
29.000 ksi
Modulo de cisalhamento (típico para aço)
80,0 GPa
11600 ksi
Coeficient de Poisson
0,27-0,30
0,27-0,30
Alongamento na ruptura (bei 50 mm)
20%
20%
Reduzierung der Fläche
45%
45%
Brinell, Dureza,
95
95
Knoop (Convertido de Dureza Brinell), Dureza
113
113
Rockwell B (Convertido de Dureza Brinell), Dureza
55
55
Vickers (Convertido de Dureza Brinell), Dureza
98
98
Gebrauchstauglichkeit (auf Basis von AISI 1212 mit 100 Gebrauchsnutzen)
55
55
Proprietades termicas
Eigenschaften
Metrisch
Imperial
Wärmeausdehnungskoeffizient (@ 0,000-100 ° C / 32-212 ° F)
12,6 µm/m°C
7 µin / Zoll ° F
Condutividade térmica (Zusammensetzung aus 0,06 % C, 0,4 % Mn; 0 ° C)
O aço carbono AISI 1008 ist ein US-amerikanisches Prinzip mit Peças und extrudierten Formen, de Cabeça fria, de retomada a frio und prensadas a frio.
Die Finanzierung von Yide kann zur Finanzierung von Eisen- und Nutzungsdienstleistungen führen, wie etwa einer Fundição de fundição de ferro gewürzt na China. Também cooperamos com fábricas de aço fundido, de modo a ampliar nossa gama de serviços. Se você tiver quaisquer requisitos ou perguntas sobre ferro fundido, não hesite em nein kontakt Für weitere Details.
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-15 13:21:242023-06-16 02:33:22AISI 1008 SAE UNS G10080 Aço Carbono
A fundição de aço da China produz peças fundidas de aço carbono AISI 1040 SAE UNS G10400. A seguir estão a composicão química do material, proprietades físicas e mecânicas e graus de materialequivalentes.
Chemische Zusammensetzung
Element
Inhalt (%)
Eisen, Fe
98,6-99
Mangan, Mn
0,60-0,90
Kohlenstoff, c
0,370-0,440
Enxofre, S
≤ 0,050
Fosforo, P
≤ 0,040
Physikalische Eigenschaften
Eigenschaften
Metrisch
Imperial
Densidade (Quimica-Zusammensetzung aus 0,435 % C, 0,69 % Mn, 0,20 % Si, recozido a 860 ° C (1580 ° F))
7,845 g/cm³
0,2834 Pfund / Zoll³
Fusionspunkt
1521 ° C
2770 ° C
Proprietades mecânicas
Eigenschaften
Metrisch
Imperial
Widerstand gegen Tração
620 MPa
89900 psi
Força de rendimento
415 MPa
60200 psi
Modul für Granel (typisch für Aços)
140 GPa
20300 ksi
Modulo de cisalhamento (típico para aços)
80 GPa
11600 ksi
Elastisches Modul
190–210 GPa
27557-30458 ksi
Coeficient de Poisson
0,27-0,30
0,27-0,30
Alongamento na ruptura (bei 50 mm)
25%
25%
Reduzierung der Fläche
50%
50%
Durez, Brinell
201
201
Dureza, Knoop (Convertida a partir da dureza Brinell)
223
223
Dureza, Rockwell B (Konvertierung von Dureza Brinell)
93
93
Dureza, Rockwell C (umgerechnet aus Brinell-Dur. Valor abaixo da faixa faixa HRC normal, apenas para fins de comparação)
13
13
Dureza, Vickers (Umwandlung in einen Teil von Dureza Brinell)
Andere Bezeichnungen als Äquivalente zu AISI 1040 enthalten: ASTM A29 (1040), ASTM A510 (1040), ASTM A513, ASTM A519 (1040), ASTM A546 (1040), ASTM A576 (1040), ASTM A682 (1040) , ASTM A827, ASTM A830, MIL S-11310 (CS 1040), MIL S-16788, MIL S-46070, SAE J1397 (1040), SAE J403 (1040), SAE J412 (1040)
Herstellung und thermische Behandlung
•Machinabilidade
O grau desempenho de corte do aço carbono AISI 1040 é 60.
•Bildung
Das AISI 1040-Karbonfaser-Material kann unter bestimmten Bedingungen für die Wiederverwendbarkeit geformt werden.
•Schweißen
O aço carbono AISI 1040 pode ser sellado usando todas as técnicas de Soldagem. Devido ao seu alto teor de carbono, pode ser pre-aquecido a uma temperatura de 149 a 260 ° C (300 a 500 ° F) e aquecido a uma temperatura de 594 a 649 ° C (1100 a 1200 ° F).
•Tratamento termico
Das AISI 1040-Kohlenstoffwasser kann auf 844 bis 899 °C (1550 bis 1650 °F) erhitzt, bei warmer Temperatur und im Wasser erhitzt werden.
•Schmieden
O aço carbono AISI 1040 pode ser forjado a temperatura de 982 a 1260 ° C (1800 a 2300 ° F).
•Processamento termico
O aus Kohlenstoff AISI 1040 wird verarbeitet, um eine Temperatur von 94 bis 483 ° C (200 bis 900 ° F) zu erreichen.
•Trabalho a frio
Das AISI 1040-Karbonstahl kann bis zu einem gewissen Grad mit herkömmlichen Methoden gearbeitet werden.
•anelamento
O aço carbono AISI 1040 pode ser recozido a temperatura de 872 a 983 ° C (1600 a 1800 ° F). Ele pode então ser resfriado lentamente no forno. O processo de recozimento de alívio de tensão pode ser realizado a uma temperatura de aproximadamente 594 ° C (1100 ° F). O tratamento normalizado também pode ser realizado a 899 ° C (1650 ° F) e, em seguida, resfriado lentamente.
•Temperament
O aço carbono AISI 1040 pode ser revenido a temperatura de 316 a 705 ° C (600 a 1300 ° F) abhängig von der Widerstandsfähigkeit.
•Härten
Das AISI 1040-Karbonholz kann bei der Arbeit bis zum Frio ausdauernd sein.
Anwendungen zur Finanzierung von Kohlenstoffkohlenstoff
Das AISI 1040-Karbonholz kann für die Herstellung von Werkstücken, Steinschlägen und Haaren aus der Luft verwendet werden.
Yide Casting ist eine Conhecida wie uma Fundição de aço profissional na China, tem vasta experiência em fundição e usinagem, estamos comprometidos em produzir peças de aço de fundição de qualidade, mas com preços competitivos para nossos clientes, todas as nossas Peças de fundição foram marcadas como „JM“, queremos desenvolver a fundição Yide, fundição JM para o mundo, se você estiver procurando por uma fundição de aço, não hesite em nein kontakt Wir beneiden ihn um seine Wunschsammlung, um ihn zu beobachten und um die besten Produkte aus Eisenfunden zu bitten.
https://www.yidecasting.com/wp-content/uploads/2020/08/large-castings.jpg400800Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-15 13:18:562023-06-16 02:33:23Kohlenstoff-Fundament AISI 1040 SAE UNS G10400
Als Unterschiede zwischen ferro fundido cinzento, ferro fundido branco, ferro fundido Mosqueado und ferro fundido dúctil
Klassifizierung von Eisenfunden
De acordo com a forma do carbono, o ferro fundido arange três categoryas: ferro fundido cinzento, ferro fundido branco e ferro fundido Mosqueado.
Ferro fundido cinzento
A maior parte do carbono do ferro fundido cinzento está na forma de grafite. É denominado ferro fundido cinza, porque sua fratura é cinza. O ferro fundido cinzento é o tipo mais comum e apresenta uma microestrutura de grafite que existe em muitas pequenas fraturas.
Ferro Fundido Branco
Embora não seja tão comum quanto o ferro fundido cinzento, o ferro fundido branco é outro tipo que vale a pena mencionar. O carbono no ferro fundido branco está completamente na forma de Cementita ea fratura é branca brilhante. O ferro fundido branco é difícil de usinar, por isso é usado principalmente como matéria-prima para a fabricação de aço.
Ferro Fundido Moscheeado
O carbono no ferro fundido Mosqueado existe na forma de Uma Mistura de Grafite e Cementita, ea fratura é branco-acinzentada. Esse ferro fundido tem maior fragilidade, por isso raramente é usado na indústria.
Aufgrund der Grafitform des Eisenfundaments, einschließlich des Cinzentaleisens, einschließlich des Cinzentaleisens, des vermikulären Eisenfundaments, des männlichen Eisenfundaments und des duktilen Eisenfundaments.
Eigentum von Ferro Fundido
ferro fundido cinzento
A estrutura do ferro fundido cinzento é composta por grafite e matriz. Além disso, os principais fatores que afetam a estrutura eo desempenho do ferro fundido cinzento são a composição química ea taxa de resfriamento.
Ferro fundido ductil
Na Engenharia atual, com bom desempenho de fundição, alta resistência à tração e alta resistência à fadiga, o ferro fundido dúctil pode substituir o aço para fabricar algumas peças importantes, como virabrequins, bielas e árvores de cames.
Die Anlage von Yide ist eine Anlage für professionelles Eisen in China, mit 2 Produktionslinien, einer Anlage zur automatischen Anlage und einem Schloss mit manueller Funktion, außerdem Ausrüstung oder Ausrüstung für die Verwendung von Eisen in unserem Büro für die Nutzung, die Sie besorgen müssen Von einer Stiftungsgründung, der YIDE-Stiftung, einer Kollegin, zögerten wir nicht, uns für weitere Einzelheiten zu kontaktieren.
https://www.yidecasting.com/wp-content/uploads/2020/08/carbon.jpg238720Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-15 13:03:312023-06-16 02:33:23Als Unterschiede zwischen ferro fundido cinzento, ferro fundido branco, ferro fundido Mosqueado und ferro fundido dúctil
DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauigkeitswerte
DIN ISO 1302 und DIN 4768 são padrões alemães para rugosidade de superfície em varios campos (incluindo fundição de metal). A tabela a seguir é a explicação dos símbolos e comparação com os valores de rugosidade da superfície.
Symbole für Oberflächenrauheit
Erläuterung
Das Symbol wird nicht als Zusatz angezeigt.
Simbolo basis. O significado deve ser explicado por indicações adicionais.
Symbol mit zusätzlichen Hinweisen.
Qualifizierte Produktionsmethode mit genauen Angaben.
Das Symbol wird nicht als Zusatz angezeigt.
Der Materialabbau erfolgt durch den Benutzer, sofern er nicht ausdrücklich vorgeschrieben ist.
Symbol mit zusätzlichen Hinweisen.
Entfernen Sie das Material von der Verwendung, gemäß den angegebenen Maßstäben.
Das Symbol wird nicht als Zusatz angezeigt.
A remoção do material não é permissionida (a superfície permanece no estado fornecido).
Symbol mit zusätzlichen Hinweisen.
Hergestellt ohne Materialrückstand (nicht korrekt), mit spezifischer Robustheit.
Eine Fundição de Yide tem nossa própria Material zur Herstellung e oficina de usinagem , semper aceitamos arquivos de desenho e parâmetros de nossos clientes de ferro fundido e, em seguida, fazemos uma amostra de ferro fundido de acordo com todos os requisitos, enviamos para você, organiza a produção ou fundição novamente após verificar a amostra de ferro fundido. Nós devolveremos o custo da amostra após uma grande produção, se você estiver procurando por uma fundição de ferro fundido, por favor, não hesite em nos contatar para mais detalhes.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-14 12:48:352023-06-16 02:33:24DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauigkeitswerte
Fundição é um método de processamento no qual o metal é derretido em um liquido e derramado em um molde e, em seguida, resfriado, solidificado e limpo para obter uma fundição com a forma desejada. A fundição pode produzir vários objetos com formas complexas.
Forjar é usar metodos como martelar para transformar um material de metal em um estado de plastico em uma peça de trabalho com um determinado formato e tamanho, e para alterar suas propriedades físicas.
2. Finalidades de forjamento e fundição:
Der Grund dafür ist eine relativ wirtschaftliche Methode, um Kleingeld zu verdienen, das im Allgemeinen für komplizierte Formen verwendet wird.
Der aktuelle Stand wird in der Regel nicht durch eine bestimmte Form und Reihenfolge bearbeitet.
3. Vorteile der Finanzierung und Förderung:
Gießerei:
Sie können Kleinteile aus komplexen Formen herstellen, insbesondere Rohlinge mit komplexen Hohlräumen.
Große Anpassungsfähigkeit von Tamanho, von Alguns vor Hunderten von Jahren.
Amplas fontes de matérias-primas, preços baixos, como sucata de aço, peças de sucata, cavacos usw.
A forma eo tamanho da peça fundida são muito próximos aos das peças, o que diminui a quantidade de corte, que é não cortante.
Amplamente utilizado. 40 % bis 70 % der landwirtschaftlichen Maschinen und 70 % bis 80 % der Peso die máquinas-ferramentas são peças fundidas.
Kommentar:
Der Antrag kann während des gesamten Finanzierungsprozesses Mängel wie die Finanzierung beseitigen und die Mikrostruktur optimieren. Im Laufe der Zeit wurde die komplette Aerodynamik aus Metall beibehalten, und die Mechaniker dieser beiden Generationen waren im Großen und Ganzen so gut wie die Fundidos aus Mesmo-Material.
4. Vorteile für Fundição und Forjamento:
Gießerei:
Da es sich bei den Mechaniken nicht um so viel Mühe handelt, wie um große Konstruktionen und viele Defizite.
Aufgrund der Finanzierung in der Region, der Produktion von Einzelstücken und Kleinserien, einer intensiven Arbeit für zwei Arbeiter und mehr.
Aufgrund der eingeleiteten Kleingelder gibt es viele Verfahren und komplizierte Einflussfaktoren.
Kommentar:
Während der Produktion kam es häufig zu traumatischen Ereignissen.
Der Kunde ist viel mehr als der Fundus.
Yide Casting é conhecida como uma fundição de ferro profissional na China, temuma vasta experience em fundição e usinagem, estamos comprometidos em produzir peças de ferro fundido de qualidade, mas com preços conpetitivos para nossos clientes, todas as nossas peças de ferro fundido foram marcadas como „JM“, queremos desenvolver a fundição Yide, fundição JM para o mundo, se você estiver procurando por uma fundição de ferro fundido, não hesite em nos contatar, envie-nos seu arquivo de desenho, gostaríamos de atendê-lo e fornecer a melhor fundição produtos de ferro.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-14 12:43:002023-06-16 02:33:25Als Unterschiede zwischen Fundição und Forjamento
Wir schließen die Öffnungen, um den Nebel ins Gas zu bringen
Os queimadores a gás também são chamados de queimadores de fogão ou queimadores de fogão a gás, produzidos por fundição de latão ou ferro fundido. Como uma fundição de ferro líder na China, a fundição de Yide tem vasta experiência em fundição de ferro, nós fornecemos queimadores de fogão a gás fundido de latão de qualidade e queimador de fogão a gás fundido de ferro, produzindo queimadores a gás na China por mutos anos. Portanto, semper quisemos escrever um artigo para que os compradores entendam todas as questões relacionadas aos queimadores a gás.
Formulare
O queimador a gás é um dispositivo de combustão a gás, que faz com que o gás eo ar entrem na zona de combustão separadamente ou misturados para obter uma combustão estável. O Gas Combustível inclui Acetileno, Gas Natural oder Propano. Os queimadores a gas são amplamente utilizados em áreas residenciais e industriais, desde fogões de cozinha comuns a hospitais, restaurants, churrasqueiras externas, fogões industriais e caldeiras.
Unsere
Existem centenas de tipos de queimadores a gás. Listamos apenas alguns deles, como fogões portáteis, fogões a gás ao ar livre, fogões a gás natural, fogões a gás propano, queimadores, fogões grandes, fogões pequenos, fogões estrela, fogões individuais, fogões retangulares, caldeiras de fritura, fogões decampento a gás, gás duplo fogão, lareira, fogão a gás, fogão portátil a gás, fogão a gás LP, fogão a gás comercial, fogão a gás butano usw.
Materialien
De acordo com nossa experience, a maioria dos queimadores de gas usará ferro fundido cinzento ASTM A48 Class20 ou Class30, mas a Class35 raramente é usada. Por que, porque pequenos orifícios à prova de fogo precisam ser processados, se a dureza do material for muito alta, será difícil perfurar. Você não pode comparar esses orifícios com outros orifícios comuns e será mais difícil fazer orifícios em botões pequenos. Além disso, a força da classe 20 deve ser suficiente para a plicação.
Wenn Sie mehr über die grauen Materialien von anderen als den anderen Normen (wie Deutschland, Japan, dem Vereinigten Königreich oder der ISO) erfahren möchten, überprüfen Sie einen Vergleich der Materialien mit dem hier genannten Materialbestand.
1.ASTM A48 grau 20 wie GG15, HT150, FC150, ISO150.
2. ASTM A48 Classe 30 wie GG20, HT200, FC200, ISO200.
3. ASTM A48 Classe 35 wie GG25, HT250, FC250, ISO250.
Alguns compradores podem escolher um nível superior para obter peças mais resistentes en não recomendamos que você faça isso. Quanto mais alto o grau, mais difícil é a produção, mais alta é a taxa de feitos e mais alto é o custo. Quanto ao queimador a gás, não é necessária uma resistência à tração muito alta.
Processo de Fundição
Com base em nossa experiência, recomendamos o uso de dois processos de fundição para produzir queimadores a gás. Uma delas é a areia verde como a casca externa ea areia resina como o núcleo. Fazemos o núcleo por meio do processo de moldagem de casca, o que significa que primeiro fazemos um núcleo de areia de resina pre-revestida e, em seguida, usamos a moldagem de piso comum com areia verde para produzir a casca. A propósito, a superfície interna é boa ea externa é normal. Este processo pode atender às suas necessidades com o menor custo de produção. Claro, areia verde deve ser muito fina, areia grossa comum não é aceitável.
O outro processo é fabricar a casca eo núcleo por meio da areia de resina pré-revestida e do processo de moldagem da casca. Aliás, as superfícies interna e externa são boas, mas o custo de produção é maior. Portanto, o comprador deve escolher o processo de fundição adequado de acordo com a aplicação específica.
Im Prozess
O único problema com o processamento do queimador de gás é o processamento dos orifícios de exaustão. Às vezes, existem dezenas a centenas de orifícios à prova de fogo no queimador de gás. Eles precisam perfurar. Se você falhar em perfurar um deles, o queimador de gás irá funcionar mal, então não é fácil perfurar de acordo com suas idéias. A Fundição Dandong usou várias pequenas máquinas de perfuração para perfurar. Vários trabalhadores são responsáveis por fazer esses pequenos orifícios todos os dias.
Modus
Quanto ao molde do queimador a gás. De acordo com nossa experiência, recomendamos o uso de moldes de ferro para fazer núcleos de resina e moldes de alumínio para fazer cascas de queimadores de gás. No entanto, para obter uma melhor qualidade da superfície externa, areia de resina deve ser Considerada para a casca e, em seguida, padrões de ferro devem ser usados como a casca. Em suma, o queimador de gas deve ter um padrão de metal.
Revestimento de superficie
Existem vários tipos de revestimentos de superfície para queimadores de gás. Uma é tinta preta resistente ao calor, a outra é tinta preta normal, que é mais barata do que uma almofada de ar resistente ao calor, ea terceira tinta usa óleo anti-ferrugem. Os revestimentos resistentes ao calor são os revestimentos mais caros, de cerca de US $ 0,23 a US $ 0,25 / kg. Se o seu queimador a gas pesar 1kg, o preço da tinta resistente ao calor é de cerca de 0,23 a 0,25 USD / pcs.
Pflegen
Embora muitas fundições de ferro possam produzir queimadores a gás, nem todos podem produzir queimadores a gás a um preço baixo ea eficiência de produção é alta. Isso ocorre principalmente porque eles devem usar areia fina e devem ter experiência em fazer muitos orifícios pequenos. Mais importante ainda, extremo cuidado deve ser tomado durante a fundição, limpeza e usinagem. Qualquer operação apressada levará ao mau funcionamento. Portanto, é difícil encontrar um bom.
Preis
Der Preis eines Gastanks besteht hauptsächlich aus dem Einheits-Peso (insbesondere dem Kleingeld-Peso), der Anzahl der Auslassöffnungen, der Komplexität der Struktur und der Qualität der externen Oberfläche.
Fehler
Os principais defeitos das cabeças dos fogões a gás são bolhas na superfície (geralmente são permissionidos banhos com diametro de 2 mm e profundidade de 1 mm), danos aos orifícios de ventilação e superfícies sujas de areia. Beachten Sie que a sellagem não é permissionida em circunstâncias normais, pois o queimador do fogão deve ser hermético.
Yide Casting ist eine professionelle Fundição com foco na Fabricação de ferro fundido dúctil de alta qualidade, ferro fundido cinzento, aço fundido, fundição de latão, fundição de bronze for nossos clientes seit 1993. Além disso, a fundição de Yide tambem mantém uma grande paixão por tecnologia avançada no fundição de queimadores de fogão a gás. Se você está procurando uma fundição de queimador de fogão, por favor, não hesite em nos contatar,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-14 12:36:472023-06-16 02:33:25Wir schließen die Öffnungen, um den Nebel ins Gas zu bringen
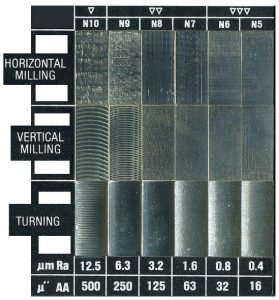
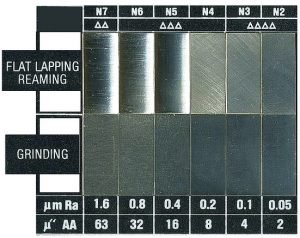
Tabela de Acabamento de Superfície de Usinagem, Comparador, Método, Grau, Ra, Rz, RMS
Die Pflege von oberflächlichen Anlagen ist eine wichtige Voraussetzung für die Verwendung von Werkzeugen und Eisenfundmitteln.
Heute ist der Yide-Casting apresentará a conversão no padrão da China e dos EUA para Ra (um), Ra (micro polegadas), Rz (um), RMS e grau de acabamento, e tambe os métodos de acabamento relacionados.
China
Grau de Conclusão
China
Ra (ähm)
China
Rz (ähm)
EUA
Ra (ähm)
USA Ra
(Mikro-Polegada)
EUA RMS
(Mikro-Polegada)
Methode zum Einsetzen der Benutzung
konsultieren iron-foundry.com
1
50
200
50,0
2000
2200
Der Gebrauch ist größer oder die Oberflächen sind nicht sauber
2
25
100
25,0
1000
1100
Markas de usinagem muito óbvias.
Torneamento em debaste, mandrilamento, planejamento, perfuração.
3
12,5
50
12,5
500
550
Markas de usinagem óbvias.
Torneamento em desbaste, planejamento, fresamento, furação.
Der Oberflächenreiniger für Fresement, Torneamento, Alargamento und Retificação
Yide Casting ist eine Quelle für Eisenlegierungen, aus gutem Grund Service zur Finanzierung e Dienst von Die von uns verwendeten Maschinen sind bereits vorab in unseren Betrieb eingebunden oficina de usinagem , se você tiver demandas de fundição e usinagem, a fundição de Yide é uma boa escolha para você, prometemos fundição de boa qualidade e exigência de usinagem, não hesite em kontaktiere uns Für weitere Details.
https://www.yidecasting.com/wp-content/uploads/2021/03/surface_roughness_machining_card2.jpg437551Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-13 13:05:562023-06-16 02:33:26Tabela de Acabamento de Superfície de Usinagem, Comparador, Método, Grau, Ra, Rz, RMS
O Aço Carbono AISI 1020 ist ein hochwertiges Aço-Material. Hoje, apresentaremos a composição química, as propriedades físicas e mecânicas e os graus de materiais Equivalentes deste material de grau para você.
Chemische Zusammensetzung
Element
Inhalt (%)
Mangan, Mn
0,30-0,60
Kohlenstoff, c
0,18-0,23
Enxofre, S
0,05 (max)
Fosforo, P
0,04 (max)
Eisen, Fe
Gleichgewicht
Physikalische Eigenschaften
Eigenschaften
Metrisch
Imperial
Dichte
7,87 g / cm³
0,284 Pfund / Zoll3
Proprietades mecânicas
Eigenschaften
Metrisch
Imperial
Widerstand gegen Tração
420 MPa
60900 psi
Força de rendimento
350 MPa
50800 psi
Elastizitätsmodule
205 GPa
29700 ksi
Modulo de cisalhamento (típico para aço)
80 GPa
11600 ksi
Coeficient de Poisson
0,29
0,29
Alongamento na ruptura (bei 50 mm)
15%
15%
Durez, Brinell
121
121
Dureza, Knoop (Convertida a partir da dureza Brinell)
140
140
Dureza, Rockwell B (Konvertierung von Dureza Brinell)
68
68
Dureza, Vickers (Umwandlung in einen Teil von Dureza Brinell)
126
126
Verwendbarkeit (com base no aço AISI 1212. Verwendbarkeit 100)
65
65
Herstellung und thermische Behandlung
•Vergleichen Sie ao aço carbono AISI 1112, o aço carbono AISI 1020 apresenta boa trabalhabilidade, chegando a 65%.
•Graças à alta ductilidade, é facil konformar o aço carbono AISI 1020 usando todos os métodos convencionais.
•É fácil solidar esta liga usando todos os métodos tradicionais.
•Esta liga pode ser endurecida por aquecimento a 815-871 ° C (1500-1600 ° F), então resfriamento com agua e juste de temperatura.
•O aço carbono AISI 1020 entwickelt eine Temperatur von 1260 ° C (2300 ° F) bis 982 ° C (1800 ° F).
•O aço carbono AISI 1020 pode ser processado a quente na faixa de temperature of 482 a 649 ° C (900 a 1200 ° F).
•Todos os metodos convencionais podem ser usados para trabalhar a frio o aço carbono AISI 1020. Se o trabalho a frio for executado por um longo tempo, o recozimento para alívio de tensões é recomendado.
•A liga pode ser totalmente recozida zwischen 871-982 ° C (1600 und 1800 ° F) e, em seguida, resfriada lentamente no forno. Isso fornecerá à liga uma resistência à tração de aproximadamente 65 ksi. Se necessário, o recozimento de alívio de tensão pode ser executado a 538 ° C (1000 ° F).
•Após o revenido, deve ser tratado termicamente e temperado a uma temperatura de 315 a 538 ° C (600 a 1000 ° F) de acordo com o nível de resistência exigido. Zum Beispiel, revenido a 538 ° C (1000 ° F) pode fornecer à liga uma resistência à tração de 90 ksi.
•Das AISI 1020-Karbonöl kann bei der Arbeit mit Frio, der thermischen Behandlung, der Temperatur und der Reinigung ausgehalten werden.
Formulare
O aço carbono AISI 1020 é usado para aplicações estruturais simples, como parafusos frios. Normalmente usado quando a superfície é endurecida.
Ao mesmo tempo, também é adequado para a produção de pinos, eixos, correntes, engrenagens levemente tensionadas, superfícies resistentes ao desgaste e components zementados onde a força do núcleo não é essential.
Eine Fundição de Yide é uma Fundição de fundição de ferro gewürzt Da wir einen Eisen- und Nutzungsservice für die Finanzierung benötigen, verfügen wir auch über ein Material für die Finanzierung des Fundus für Cooperar, damit wir die erforderlichen Funding-Voraussetzungen erfüllen können, ohne zu zögern nein kontakt Für weitere Details.
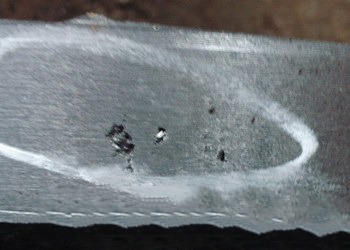
O defeito de retração do ferro fundido tem grande influência na qualidade do ferro fundido. Isso reduzirá a resistência à tração eo Alongamento, fazendo com que o ferro fundido rache ou penetre na área de retração.
Heute, mit nur wenigen Berufserfahrungen bei Yide Casting, stelle ich Ihnen drei Retriever-Tipps vor.
1. Afundar na superfície
Na superfície de fundição áspera, você pode ver poços de afundamento. Esses poços são causados pelo encolhimento abaixo da superfície. Igualzinho à foto abaixo. Essa redução afetará o tamanho da área e afetará suas propriedades físicas. Geralmente, essa redução é inaceitável.
2. Große Gegenöffnungen im Eisenfundament
Você não verá esse encolhimento na superficie. Mas após o processamento, isso será muito óbvio. Você verá muitos poros grandes e pequenos na área restrita. Claro, essa redução também é inaceitável e muito nachteilig für eine Anwendung.
3. Kleinere Gegenöffnungen am Eisenfundament
Nach kurzer Zeit, nach der Bearbeitung, werden Sie viel Zeit verlieren. Vor Kurzem konnten wir niemandem einen Besuch abstatten, aber wir könnten von einem Lupa inspiziert werden. Sie können die Flüssigkeits- oder Ölpresse jedoch noch einmal verfeinern. Da sie sich in der Nähe von Eisenfundamenten befanden, waren Tornando-Os nicht in der Lage, Hochpressen zu unterstützen.
Obviamente, o encolhimento é muito nachteilig às fundições de ferro. Ein Prinzipal razão para o encolhimento é o processo de fundição pouco razoável, especialmente o tamanho da comporta. Depois que o encolhimento é encontrado, a planta de fundição de ferro deve ajustar seu sistema de comportas.
Nein, als ob die meisten Vertragsverstöße nur oberflächlich über Eisenfunde schluchzten, wie wir es überprüften?
1. Geralmente, você pode permissionir que o fornecedor execute o desbaste, para que eles possam encontrar retração após o processamento. Este método é o método mais óbvio e econômico, porque a maioria das fundições de ferro na China possui recursos internos de usinagem de desbaste.
2. Um das Pumpengehäuse oder das Klappengehäuse zu füllen, müssen Sie den Wasserdrucktest durchführen oder von Ihrem Arbeitgeber ausführen lassen, um in unseren nächsten Tagen einen Drucktest durchzuführen. Embora ist nicht in der Lage, die Garantie dafür zu geben, dass alle Gelder die erforderlichen Qualifikationen haben, es wurden jedoch nur wenige Probleme festgestellt.
3. Sie müssen eine sensible Position einnehmen, um die erfassten Daten zu überprüfen. Aufgrund unserer Erfahrung sind wir im Allgemeinen in der Gegend des Hafens und in bestimmten Gesangsbereichen aufgetreten. Wichtig ist, dass Sie sich nach der Feststellung der Einberufungsstelle darauf konzentrieren, diese Positionen bei der Lotseninspektion zu überprüfen. Sie können ganz einfach Ihre Standorte mit einem Gebirgszug in Verbindung bringen oder sich von vornherein an die Standorte wenden, die Sie mit Ihren Anweisungen in Einklang bringen können.
https://www.yidecasting.com/wp-content/uploads/2021/04/shrinkage.png250350Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-13 12:55:262023-06-16 02:33:28Verstöße gegen das Eisenfundament
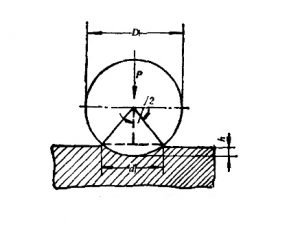
Dentre eles, a unidade do HB é kgf /
d —— Einrückungsdurchmesser, mm; h —— Tiefe der Einrückung, mm.
Desde que o diâmetro da indentação seja medido, o valor de HB pode ser obtido por calculo ou tabela de consulta.
Durante o teste, escolha diferentes cargas e diâmetros de esferas de aço de acordo com a natureza ea forma do material.
Als Vantagens teste de Dureza Brinell são Forte Representatividade e Boa Repetibilidade de Dados. Ao mesmo tempo, existe uma certa relação de conversão com força. A desvantagem é que os materiais mais duros não podem ser testados; o recuo é grande e não é adequado para a inspeção do produto acabado. É geralmente usado para testar a dureza de matérias-primas e peças temperadas, como ferro fundido, metais não ferrosos, aço de baixa liga, etc.
Testbedingungen
No teste de dureza Brinell, devemos selecionar o diâmetro (D) da esfera indentadora, a carga de teste (F) eo tempo de retenção da carga (t), de acordo com o tipo de material metalico, a faixa de valores de dureza ea espessura. Existem cinco diâmetros de indentador coumente usados de 1, 2, 2,5, 5 und 10 mm.
Eine Belastungsprobe von 9,807 N (1 kgf) und 29,42 KN (3000 kgf).
O tempo de retenção da carga é geralmente de 10-15s para metais ferrosos; 30er para metais não ferrosos; 60s quando o valor de HB é inferior a 35.
Vor-und Nachteile
O diâmetro da bola de aço ea reentrância deixada na superfície do material de metal são grandes. Portanto, o valor de dureza medido é mais preciso. Existe uma certa relação entre o valor de HB ea resistência à tração. Isso significa que podemos determinar a resistência à tração de materiais metálicos aproximadamente de acordo com o valor de dureza Brinell.
Sehen Sie eine Dureza do Metal für muito alta, isso afetará a precisão do valor de dureza. Portanto, o teste de HB é geralmente adequado para medium materiais metallicos com um valor de HB inferior a 650.
Die Brinell-Dauerhaftigkeit ist relativ groß, daher nicht ausreichend, um die daraus resultierenden Produkte und Materialien zu verbessern.
Ein Fundição de yide é Uma Fundição de Fundição Líder na China, Produzimos Produtos de Fundição de Qualidade, Buscando Os Detalhes Beding oder serviço de fundição para nossos clientes de fundição .
https://www.yidecasting.com/wp-content/uploads/2021/02/Test-Principles-of-brinell-hardness.jpg337437Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-10 12:00:542023-06-16 02:33:28Teste de duréza Brinell