Мануэль Хидролик Транспалет Япы Пренсиби
Мануэль Хидролик Транспалет Япы Пренсиби
Manuel hidrolik transpalet, kompakt, kullanışlı, esnek, ağır hizmet tipi ve dayanıklı bir kargo taşıma aracıdır. Kamyon, мал sevk etme işlevine ек olarak, malların kaldırılmasını ве indirilmesini kolaylaştırmak için şasi ve tekerlekler arasında bir hidrolik cihaz icherir. Kamyon, kargo kutusunun tabanının altına kolayca itilebilir ve ardından şasi hidrolik basınçla kaldırılır. Böylece taşımak için kargoyu sürükleyebilirsiniz. Hedefe ulaştıktan sonra şasi hidrolik olarak indirilecectir. Ardından kargo uygun şekilde inecek ve kamyon kolayca çekilebilecek. Sonuç olarak, kamyon, karmaşık manuel taşıma sürecini atlamaya yardımcı olabilir. Manuel hidrolik transpalet, atölye kargo taşımacılığı için iyi bir yardımcıdır.
Мануэль гидролик транспарет, чтобы получить возможность использовать его: здесь, где вы находитесь, и в арабском стиле.

Manuel hidrolik transpalet kolu, hidrolik silindirin kaldırılmasını ve indirilmesini kontrol edebilir. Sapın uzunluğu genellikle yaklaşık 1 метр. Uzun sap prensibi, insan gücünü büyük ölçüde azaltır.
Manuel hidrolik transpalet ana gövdesi genellikle 4 mm çelik levhadan yapılır. Tekerlekler naylon ve poliuretandan farklıdır. Kullanım sürecinde, genellikle iyi aşınma direncine sahip naylon tekerleklerdir.
Мануэль hidrolik transpalet, hidrolik şanzıman prensibini kullanır, çalışma ortamı olarak yag kullanır, conta hacminin değişmesi yoluyla hareketi iletir ve yağın içindeki basınç yoluyla gücü iletir.
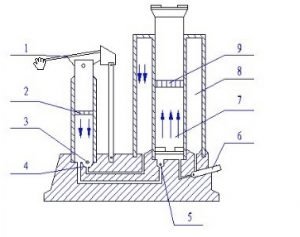
Güç parçası
Ana hareket ettiricinin mekanik enerjisini, yağın basınç enerjisine (hidrolik enerji) dönüştürün. Örneğin: гидролик помпа.
Йонетичи болюму
Hidrolik pompa tarafından girilen yağ basıncı enerjisini, çalışma mekanizmasını çalıştıran mekanik enerjiye dönüştürün. Örneğin: гидролик силиндирлер, гидролик моторлар.
Контроль парков
Включите, включите и начните контролировать и устанавливать. Например: базовый контроль над ванной, затем контроль над ванной и вы контролируете ванну.
ярдымджи парк
Yag depolama, filtreleme, ölçüm ve sızdırmazlık rolünü oynayan bir sistem oluşturmak için ilk üç parçayı birbirine bağlayın. Örneğin: boru hatları ve bağlantılar, yakıt tankları, filtreler, akümülatörler, contalar ve kontrol aletleri vb.
Belirli бир hacimdeki sıvının herhangi бир noktasında uygulanan basınç, ее yöne eşit olarak iletilebilir. Bu, birden fazla hidrolik silindir kullanıldığında, her bir hidrolik silindirin kendi hızında çekeceği veya iteceği ve bu hızların yükü hareket ettirmek için gereken basınca bağlı olduğu gelamına.