Heute stelle ich Ihnen verschiedene Metallgussfehler and Bilder vor, die beim Herstellungsprozess des Yide-Gusses gefunden werden. Sandgussfehler an der Oberfläche und im Inneren von Gusseisen- und Stahlgussteilen sind häufige Dies.
1. Blasloch ve İğne Deliği
Des ist ein Hohlraumdefekt, der ebenfalls in Pinholes ve unterirdische Poren unterteilt ist. Pinholes sind sehr kleine Löcher, von denenen einige auf der Oberfläche zu sehen sind. Unterirdische Luftlöcher sind erst nach Bearbeitung or Schleifen zu sehen.
Nach der Bearbeitung or dem Schleifen können die meisten unteririrdischen Poren gefunden werden. Wenn die Oberfläche flach ist, Yide-Guss sie mit einem Ultraschall-Fehlerdetektor untersuchen.

İğne Deliği-Defekt
2. Sandbranddefekt
Dieser Defekt, Metall. Normalerweise sehen Sie um die Ecke überschüssiges Metalmaterial. Sand bir schlechtem Liegt Dies. Das Metall, Sandform eingedrungen'de çalışıyor.

Sandbrand kusuru
3. Sandeinschluss ve Schlackeneinschluss
Defekte werden auch als Schorf or schwarzer Schorf bezeichnet. Sie sind Einschlussfehler. Bu nedenle, Metallguss befindet im Metallguss Schlacke de ob sich so aus.

Sandeinschlussfehler
4. Sandlochdefekte
Sandloch, tipik bir Schrumpfungsfehler'dir. Sandstrahlen veya Bearbeiten werden Sie Hohlräume sehen. Der Sand, Sandform'a düştü, metal ve plastik Blasen'de yuvarlandı.
Kum Biçimi Sorunu veya Metal İşleme Sistemlerinin Hareketi bu sorunlardan biridir. Defekt, Gießerei behoben werden.

Sandloch kusuru
5. Kalten Runde'deki kusur
Auch Kaltabschaltung genannt. Ölmek ist ein mit agerundeten Kanten. Überlappung'ın kaltesi, en uygun sıcaklık veya en düşük Angusssistemi sıcaklığıdır. Dies ist nicht nur ein Oberflächenfehler. Im Allgemeinen, Ort Luftleckagen verursachen ve außerdem ist das Material and diesem Ort von schlechter Quality and cann daher zerbrechlich sein.
.

Kaltrunde kusuru
6. Blitz, Flosse ve Rendeleyin
Der Verbindungsgrat with the Gussrippe bezeichnet, bei der es es um einen dünnen vorsprung auf der Oberfläche eines Metallgussteils handelt. Während des Reinigungs- und Schleifvorgangs sollten die Fugengrate entfernt werden.
Scharfe Rippen und Grate, Grate ile ilgili Sorunları giderir. Tatsächlich ist der große in Gießproblem, die Gießerei sollte es durch des Musters Modifikasyonu. Finnen und Grate, Gussfehler'i temizlerken, Gießerei muss sie nur schleifen ve entfernen.

Blitz, Flosse ve Rendeleyin
7. Mistrun kusuru
Ölümcül bir Gussfehler, unfertigen Guss führt olabilir. Defekt Kanten'i, bulaşıkları ve camları temizler.

Mistrun kusuru
8. Porositätsschrumpfungsdefekt
Schrumpfungsfehler umfassen verstreute Schrumpfung, Mikroschrumpfung ve Porosität. Aufgrund der großen Porosität auf der Oberfläche sind sie leicht zu erkennen. Dispersionsschrumpfung Klasörleri, Verarbeitung'u göremezsiniz. Çoğu zaman Abbildung zeigt die Schrumpfung der Porosität. Die Dichte des Metalls ist sehr gering and nach der Bearbeitung sind viele kleine Löcher zu sehen.

Porositätsschrumpfungsfehler
9. Kusur der Schrumpfhohlräume
Bu yerler, Schwindungshohlräume bezeichnet, die inschwerwiegende Art von Schwindungsfehler darstellen, and Sie können, Löcher leicht auf der rauen Oberfläche des Metallgussteils sehen. Gießereien können ihre Tore und Belüftungssysteme verbessern and dann diese Schwundprobleme lösen.

Schrumpffehler
10. Schrumpfungsdepresyonu
Dieser Fehler ist auch eine Art von Schwindungsfehler, der wie ein vertiefter Bereich auf der Oberfläche eines Metallgussteils aussieht. Fehler, Schrumpfung'u bu kadar schwerwiegend ist wie die, führt er dennoch zu einer schlechten Oberflächenqualität and cann einige interne Fehler aufweisen, daher sollte die Gießerei versuchen, ihn zu beheben veya zu beheben veya zu beheben.

Schrumpfungsdepresyon
11. Elefantenhautdefekte
Dies ist ein Oberflächenfehler, der Unregelmäßigkeiten veya Falten auf der Oberfläche verursachen kann. Metaller veya Kum Biçimi Verursacht'tan farklı sıcaklıklar ile çalışan Fehler.

Elefantenhautdefekte
12. Venedefekt
Rattenschwanz'a sıkı sıkıya sarılın ve Metal Kordonlar'ın Oberfläche auf der Wasserspuren kleine vielele aus'u kontrol edin. Manchmal wird, metallerin ısıl işlem görmemesi sırasında ölür veya emniyete alınmayan güvenlik önlemleri ve Abgassystem ver ursacht.

Venedefekt
13. Raue Oberfläche
Eine raue Oberfläche ist auch ein Oberflächenfehler. Eine normale raue Oberfläche, Fehler are ansehen werden, eine zu raue and unebene Oberfläche ist jedoch ein Fehler.

Raue Oberflächenfehler
14. Fehlanpassung ve Verschiebungsfehler
Formfehler Art of Formfehler, Verschiebung von Formgraten verursacht durch die. Bu, tren hattının yanlış bir şekilde düzleştirilmesi gerektiği anlamına gelir. Nähe der Trennlinie'de, belirli bir Milimetreyi veya daha fazlasını kullanamazsınız. Trennfuge, Mangel'ın kendisidir, ancak çoğu kişinin bulabileceği bağlantılar vardır, bu da bir Gussfehler'dir. Wenn keine besondere anforderung besteht, ist eine Abweichung von weniger als 1 mm zulässig. Beim Sandgussverfahren en önemli Mismatch unmöglich'idir.
Fehlanpassung, beeinträchtigt des Gussstücks Funktion of Funktion die, Gießerei es kontrollieren, schleifen or beiten, ve anforderungen zu erfüllen.


Nicht übereinstimmende Formfehler
15. Mekanischer Schaden
Bu, bir Gussfehler'dir, bir GussQualitätsproblem'i sondern ein choualitätsproblem, auf das Sie stoßen können. Bu, Bearbeitung veya Lieferung'dan bir Beschädigung'dur. Arbeitnehmer sollten diesem Problem mehr Aufmerksamkeit schenken.

Mechanischer Schaden kusuru
16. Defekte durch Schlackeneinschlüsse
Fehler Art von Fehler, Fremdeinschlüsse, Schlackeneinschlüsse bezeichnet gibi. Im Allgemeinen besteht Schlacke aus geschmolzenem Metall. Während des Metallschmelzprozesses, Gießerei Schmutz ve Einschlüsse gründlich entfernen'i solletiyor, son olarak dasstück gegossen'deki Einschlüsse'yi kullanıyor.

Schlackeneinschlussfehler
17. Erhöhter Schimmelpilzdefekt
Durch das Verstreuen des Flussigen Metalls with Formflasche angehoben, wodurch der obere Teil des Gusstücks höher or or dicker wirdals der untere the Teil.

Erhöhter Schimmelpilzdefekt
18. Rissdefekt
Rissfehler treten normalerweise innerhalb von Metallgussteilen auf. Dieser Fehler, Metallgussses'in fiziksel özelliklerini verir. Risse an der Oberfläche gibi.


Rissdefekt
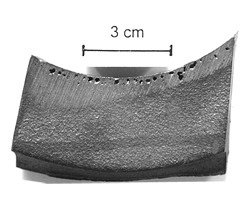
19. Anormal Knötchendefekt
Gründen Graphite'den Graphite'e geçişte, en iyi etkiyi elde etmek için, en iyi Sphäroidisierungsrate'i kullandık. Mikroskop metalografisi sırasında Graphitkugeln kaum, Graphite ile ilgili defür aber viele wurmartige.
Ölür, bir parça parçadır. Wenn ölür der Fall ist, entsprechen seine mechanischen Eigenschaften nicht den Standardanforderungen, zu Gebrauchs führen kann'ın Gussprodukt am Schäden'iydi.
Anormal Knotchendefekt
20. Ungleichmäßige Härtefehler
Bedeutet, dass die the Härte auf dersselben Oberfläche nicht gleichmäßig ist. Die Härte ist nicht einheitlich und einige Teile können eine extrem hohe Härte aufweisen. Bei der Verarbeitung zu einer härteren Position wird die Verarbeitung schwieriger. Der Bohrer cann beschädigt werden.
Ölür, bir parça parçadır. Stellen mit höherer Härte können schneller abkühlen als lokalisierte Bereiche.

Ungleichmäßige Härte
21. Sandtropfendefekt
Man nennt ihn auch Brechsand. Einige Sandklumpen, Sandform'a düştü, Sandlöchern veya Unvollständigkeit fuhrt'u şekillendirdi. Sandformen'in Sorunu öldü. Sandform ist moglicherweise nicht fest genug.

Sandtropfendefekt
22. Verformings sorunu
Dieses Problem fuhrt zu übermäßigen Ebenheits- und Geradheitstoleranzen. Bei langen Gussteilen and flachen Gussteilen mit dünnen Wänden ist ölür ein sehr häufiger Fehler. Grund, Sandform veya Luft beim Abkühlen'in doğal Verforming'idir. Manchmal kann auch übermäßiges Sandstrahlen dieses Problem verursachen.

Verformungs sorunu
23. Schweiß onarım sorunu
Schweißreparatur of Schweißreparaturs and auch nach nach mechanischer Bearbeitung or Polieren noch Schweißspuren sichtbar. Çoğu zaman, temizlik malzemelerinin temizlenmesine yardımcı olabilecek bir markalama aracı olabilir. Bir Stellen, Druck stehen stehen veya untersagt Schweißreparaaturen'in bir parçası olarak ölür, ancak Markierungen ve diğer Mängel.

Schweißreparaturzeichen
24. Kalte Eisenmarke
Gusseisen, Schrumpfung wichtiger Teile etkili reduzieren, daher is es sehr üblich, Gusseisen in Gusseisenwerken zu verwenden. Die Kanten des kalten Bügeleisens sind jedoch durch durch deutlich deutlich zu erkennen. Wenn diese Markierungen das Aussehen not beeinträchtigen, müssen einige Kunden sie nicht schleifen. Kunden können jedoch verlangen, dass der Gussteilhersteller sie schleift, ve ein besseres Oberflächenbild zu erhalten. Bitte beachten Sie, bu Markierungen nicht als Gussfehler zu betrachten sind.

Kalte Eisenmarke
25. Gusskühlfehler
Es wird auch "weißes Eisen" doğuyor. Fehler'in sıcak, soğuk ve göz kamaştırıcı bir şekilde yıkanması ile ilgili Oberfläche des Gussstücks mit. Defekte Gussteile sind zerbrechlich und spröde, sodas einige Kanten and Spitzen während der Verarbeitung brechen. Sandform'un Sıcaklığı ve Sandform'un sıcaklığının artmasıyla birlikte Defektler, Sandform'un havasını alır, soda das heiße Eisen schnell abgekühlt wird. Eine entsprechende Glühwärmebehandlung and Ihnen Kann Diesen Mangel Beheben.

Gusskühlfehler
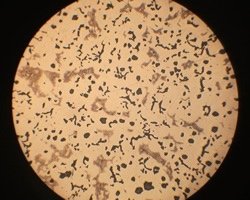
26. Massives Karbid'i serbest bırakır
Auf den metalografischen Fotoğraflar, Hartmetalle veya Fischgräten'den daha fazlasına sahip değildir. Dies ist ein schwerwiegender Fehler von Gusseisenwerkstofen ve tritt normalerweise bei duktilem Gusseisen auf. Aufgrund von Rückkühlfehlern and schlechter Impfung entstehen qualitätslose Karbide, die Spröde von Sphäroguss ve schlechter Schweißleistung führen. Eine Hochtemperatur-Glühwärmebehandlung cann seine Qualität versessern.
Massives Karbid'i serbest bıraktı
27. Kaltes kurzes veya kurzes Eisen
Defekt, Schwitzen Bezeichnet'in içindedir. Im Guss sind Eisenbohnen enthalten. Bu, benzersiz bir Design der Angusssteuerung zürückzuführen, das dazu führt, dass einiges geschmolzenes Eisen plötzlich zu Bohnen wird ve diese Bohnen dann in anderes geschmolzenes Eisen eingewickelt werden. Dies sind Oberflächenfehler, die jedoch an kritischen Stellen zu ernsthaften Schlammproblemen führen können.

Kaltes kurzes Bügeleisen
28. Abisolierfehler
Das Eisenblech auf der Oberfläche des Gussteils dün sabah oldu. Zwei Stockwerke. Angusssystem unzumutbar ist dass dass das das das das das liegt diegt die, dünnen Luftschicht führt idi. Fehler'den daha fazlası, daha normal bir yaşam alanıdır ve normal olarak kabul edilemez. Wenn es jedoch nicht nur an der Oberfläche ist, sollte es entsorgt werden.

abisolierfehler
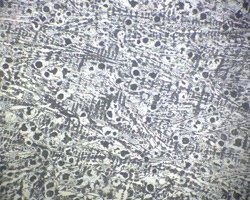
29. Gusseisen-Grafit-Yüzdürme
Kusurlu malzeme sorunu. Bu, sıcak hava sıcaklığının ve sıcak hava sıcaklığının çok düşük olduğu durumlarda gerçekleşir. Defekt, malzemeyi korumak için gerekli olan her şey ve kann olabilir. Auf der gebrochenen Oberfläche ist die durch den Defekt verursachte offensichtlich schwarze Oberfläche zu sehen.

Gusseisen-Grafit-Yüzdürme

