Çin'de Yide Casting, Gussteile aus AISI 1008 SAE UNS G10080 Kohlenstoffstahl tarafından üretildi. Heute stellen wir Ihnen die chemische Zusammensetzung, physikalische und mechanische Eigenschaften und gleichwertige Materialgüten des Materials vor.
AISI 1008 Kohlenstoffstahl, eine ausgezeichnete Schweißbarkeit, einschließlich Vorstehen, Stumpfschweißen, Punktschweißen und Schmelzen und Hartlöten. Datanblätter, AISI 1008 ile ilgili ayrıntılı bilgileri içerir.
Rockwell B (Brinell-Härte tarafından yönetilen), Härte
55
55
Vickers (Umgerechnet von Brinellhärte), Härte
98
98
Zerspanbarkeit (basierend auf AISI 1212 Stahl als 100 Zerspanbarkeit) Die Zerspanbarkeit von Stab-, Stangen- und Drahtprodukten der Gruppe I cann durch Kaltziehen verbessert werden)
AISI 1008 Kohlenstoffstahl, güçlü baskı, baskı, baskı, baskı ve baskı, Teilen ve Formen verwendet'te hauptsächlich.
Yide Casting daha önce de yayınlanmıştı Eisengießerei Çin'de Eisenguss- und Bearbeitungsdienstleistungen anbieten . Wir kooperieren auch mit Stahlgusswerken, umser Leistungsspektrum zu erweitern. Wenn Sie Anforderungen or Fragen zu Gusseisen haben, zögern Sie bitte nicht, uns Weitere Informationen zu için temas .
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-15 13:24:182023-06-16 02:45:49AISI 1008 SAE UNS G10080 Kohlenstoffstahl
AISI 1040 SAE UNS G10400 Kohlenstoffstahl Gießerei
Chinas Stahlgießerei, AISI 1040 SAE UNS G10400'e göre bir Kohlenstoffstahl ürünüdür. Malzemelerin kimyasını, fiziksel özelliklerini ve mekanik özniteliklerini ve malzeme kalitesinin geliştirilmesini sağlayan en iyi malzemedir.
Diğer Bezeichnungen, die AISI 1040 Kohlenstoffstahl entsprechen, sind: ASTM A29 (1040), ASTM A510 (1040), ASTM A513, ASTM A519 (1040), ASTM A546 (1040), ASTM A576 (1040), ASTM A682 (1040) , ASTM A827, ASTM A830, MIL S-11310 (CS 1040), MIL S-16788, MIL S-46070, SAE J1397 (1040), SAE J403 (1040), SAE J412 (1040)
Herstellung ve Wärmebehandlung
•Ayıbeitbarkeit
Die Schnittleistungsklasse von AISI 1040 Kohlenstoffstahl beträgt 60.
•Eğitim
AISI 1040 Kohlenstoffstahl, bir bahçeye sığmaz.
•kaynak
AISI 1040 Kohlenstoffstahl, tüm Schweißtechniken geschweißt werden ile birlikte kullanılabilir. En iyi Kohlenstoffgehalts, 149 ile 260 °C (300 ile 500 °F) arasındaki maksimum Sıcaklık ve 594 ile 649 °C (1100 ile 1200 °F) arasında bir Sıcaklık elde edebilir.
•Isı tedavisi
AISI 1040 Kohlenstoffstahl, 844 ile 899 °C (1550 ile 1650 °F) arasında sıcak, sıcak havalarda ve sıcak havalarda olabilir.
•Forge
AISI 1040 Kohlenstoffstahl, 982 ile 1260 °C (1800 ile 2300 °F) arasında bir sıcaklıkta olabilir.
•Thermische Verarbeitung
AISI 1040 Kohlenstoffstahl, 94 ile 483 °C (200 ile 900 °F) arasında sıcak bir yerde sıcak olabilir.
•Kaltes Arbeiten
AISI 1040 Kohlenstoffstahl, Verfahren kaltverformt werden.
•parıltı
AISI 1040 Kohlenstoffstahl, 872 ile 983 °C (1600 ile 1800 °F) arasında bir Sıcaklık ayarlayabilir. Anschließend, çoğu zaman yabancı dilde olabilir. Spannungsarmglühprozess, 594 °C (1100 °F)'den daha düşük sıcaklıklara dayanamaz. Eine normalisierte Behandlung, 899 °C (1650 °F) sıcaklıkta durchgeführt and dann langsam abgekühlt werden.
•Sertleştirici
AISI 1040 Kohlenstoffstahl, sıcak hava sıcaklığının 316 ila 705°C (600 ila 1300 °F) arasında olmasını sağlayabilir.
AISI 1040 Kohlenstoffstahl, Kupplungen, Kurbelwellen ve Kaltkopfteile verwendet werden için kullanılabilir.
Yide Casting Profi bekannt Stahlgießerei in China hat die Erfahrung reich Gießen in Gießen und Bearbeitung, sind wir verpflichtet, Qualität zu erzeugen , aber wettbewerbsfähige Stahlteile Preis Döküm für unsere Kunden, alle unsere dökümler Wurden als „JM“ markiert, Wir möchten Yide Casting, JM Casting in die Welt wickeln. Wenn Sie eine Stahlgießerei liken, zögern Sie bitte nicht, uns zu temas , senden Sie uns Ihre Zeichnungsdatei, wir möchten Ihnen dienen ve die besten Gusseisenprodukte anbieten .
Die Unterschiede zwischen Grauguss, Weißguss, meliertem Gusseisen ve duktilem Gusseisen
Gusseisen Sınıflandırması
Kohlenstoffs Form Des Form des Gusseisen drei Kategoriler: Grauguss, Weißguss ve melierter Guss.
Gri dökme demir
Der größte Teil des Kohlenstoffs in Grauguss liegt in Form von Graphit vor. Grauguss genannt, weil sein Bruch grau ist. Grauguss ist die häufigste Art and weist eine Graphitmicrostrucktur auf, die aus vielen kleinen Brüchen besteht.
Weißes Gusseisen
Obwohl es nicht es nicht weißguss wie Grauguss, ist Weißguss eine weitere erwähnenswerte Art. Der Kohlenstoff im weißen Gusseisen liegt vollständig in Form von Zementit vor und der Bruch ist strahlend weiß. Weißes Gusseisen ist schwer zu beiten, bu nedenle, Rohstoff'un verwendet wird Stahlerzeugung'u için hauptsächlich als.
Meliertes Gusseisen
Kohlenstoff, Graphit und Zementit vor und der Bruch ist grauweiß. Endüstriyel endüstride birçok ürün ve kablo mevcut.
Grauguss, Vermicularguss, Temperguss ve Sphäroguss gibi Grauguss gewöhnliches umfasst Grauguss von Gusseisen Graphitform Entsprechend.
Eigenschaften von Gusseisen
Gri dökme demir
Das Gefüge von Grauguss, Graphit and Matrix'i en iyi şekilde kullanır. Darüber, Hauptfaktoren, die das Gefüge and dieistung von Grauguss beeinflussen, die chemische Zusammensetzung ve die Abkühlgeschwindigkeit.
Sphäroguss
Aktuellen Technik'te Gusseisen mit guter Gussleistung, Hoher Zugfestigkeit ve Hoher Holidays Stahl ersetzen, um einige wichtige Teile wie Kurbelwellen, Pleuel ve Nockenwellen herzustellen.
Yide Casting, Çin'de 2 otomatik üretim hattı ve Sandburgbearbeitung ile tek bir profesyonel Eisengießerei'dir. Cat-Eisenbearbeitungsgeräte, Bearbeitungswerkstatt aus beitungswerkstatt aus eine gute wahl'ı incelerken, birkaç ayrıntı için birkaç temas kurmaktan çekinmeyin.
https://www.yidecasting.com/wp-content/uploads/2020/08/carbon.jpg238720Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-15 13:04:402023-06-16 02:45:53Die Unterschiede zwischen Grauguss, Weißguss, meliertem Gusseisen ve duktilem Gusseisen
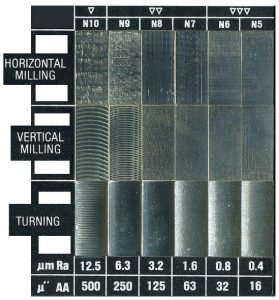
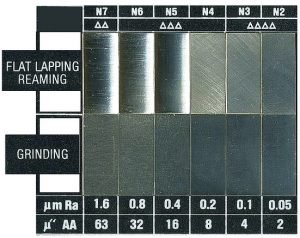
DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauheitswerte
DIN ISO 1302 ve DIN 4768, verschiedenen Bereichen'de (einschließlich Metallguss) Oberflächenrauheit için Almanya Normunu belirledi. Çoğu Tabelle, Oberflächenrauheitswerten ile Sembol ve Vergleich Erläuterung der.
Semboller für Oberflächenrauheit
Açıklama
Sembol ohne zusätzliche Angaben.
Grund sembolü. Die Bedeutung muss durch zusätzliche Hinweise erklärt werden.
Sembol, zusätzlichen Hinweisen'dir.
Spezifizierter Rauheit ile ilgili Produktionsverfahren.
Sembol ohne zusätzliche Angaben.
Materialabtrag durch spannende Bearbeitung, ohne vorgegebene Rauheit.
Sembol, zusätzlichen Hinweisen'dir.
Materialabtrag durch spannende Bearbeitung mit vorgegebener Rauheit.
Sembol ohne zusätzliche Angaben.
Materialabtrag ist nicht zulässig (Oberfläche bleibt im Anlieferungszustand).
Sembol, zusätzlichen Hinweisen'dir.
Ohne Materialabtrag (spanenlos) gefertigt, vorgegebener Rauheit ile birlikte.
Yide Döküm şapkası unsere eigene dökümhane ve Bearbeitungswerkstatt , Akıllı Verilerin içine daldırılmış ayarlar ve Parametreler, Veri Koruması ve Güvenlik Kontrolü için gerekli olan her şeyden önce, bu nedenle, Prodüksiyonu veya Üretimi veya Üretimi Prodüksiyonu Prob'tan daha iyi hale getirmek için düzenleyin. Wir erstatten die Musterkosten nach einer großen Produktion. Wenn Sie nach einer Gusseisengießerei liken, zögern Sie bitte nicht, uns für weitere Informationen zu contacttieren.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-14 12:47:092023-06-16 02:45:54DIN ISO 1302, DIN 4768 – Vergleich der Oberflächenrauheitswerte
Gießen ist ein Verarbeitungsverfahren, bei dem das Metall zu einer Flussigkeit geschmolzen and in eine Form gegossen und dann abgekühlt, verfestigt und gereinigt wird, um ein Gusstück mit der gewünschten Form zu erhalten. Durch Gießen können verschiedene Objekte mit mit komplexen Formen hergestellt werden.
Beim Schmieden werden Verfahren wie das Hämmern eingesetzt, um einen metalschen Werkstoff in plastischen Zustand zu einem Werkstück mit einer bestimmten Form and Größe zu machen and seine physicalischen Eigenschaften zu verändern.
2. Schmiede- und Gusszwecke:
Gießen, Relativ Wirtschaftliches Verfahren zum Rohlingen von Rohlingen, das im Allgemeinen für Teile mit komplexen Formen verwendet wird.
Schmieden, Allgemeinen bei der Verarbeitung von Schmiedestücken einer bestimmten Form and Größe verwendet.
3. Girdap Gießens ve Schmiedens:
Dökün:
Teile, komplexen Formen herstellen, insbesondere Rohlinge ve komplexen Kavitäten.
Große Anpassungsfähigkeit in der Große, von Wenigen Gramm bis zu Hunderten von Tonnen.
Breite Rohstoffquellen, niedrige Preise, wie Stahlschrott, Schrottteile, Späne usw.
Die Form und Größe des Gussstücks, Teile sehr ähnlich olarak denendi, Schnitt, der nicht spanend ist, reduziert idi.
Weit verbreitet. Landmaschinen'den %40 ila %70 ve Gussteile'deki Werkzeugmaschinen Gewichts'den %70 ila %80.
- Schmieden:
Das Schmieden, Fehler'in Schmelzprozesses of Schmelzprozesses'i kaybetmesine neden olabilir. Gleichzeitig, Regel'deki Metallstromlinie'nin kompletten Erhalt'tan Durch den Eigenschaften von Schmiedestücken'in mekanik aksamını ve mekanizmasını, Werkstoff'tan Gussteilen'e kadar besser als.
4. Nachteile des Gießens und Schmiedens:
Dökün:
Mechanischen Eigenschaften Sind Nicht Wie Bei Schmiedestücken, Wie Grobes Gefüge und Viele Fehler.
Sandguss-, Einzel- ve Kleinserienfertigung'da Arbeitsintensität der Arbeiter hoch.
Gussteile Kalitesi istikrarsızdır ve karmaşık Einflussfaktoren ile Verfahren'e zarar verebilir.
- Schmieden:
Schmiedeproduktion kommt es häufig zu Trauma-Unfällen.
Kosten, Gießen'in de en iyisiydi.
Yide Casting, Çin'deki Eisengießerei gibi bir meslektir, Gießen ve Bearbeiten'de reiche Gießerfahrung'a çok yakındır. Wir sind bestrebt, Gusseisenteile von Qualität, aber zu wettbewerbsfähigen Preisen für unsere herzustellen. Her şey “JM” gekennzeichnet , wir wollen Yide Casting, wenn Sie auf der Suche nach einer Gusseisengießerei sind, zögern Sie bitte nicht uns zu kontaktieren, senden Sie uns Ihre Zeichnungsdatei, wir möchten Ihnen dienen ve Guss'ı Eisenprodukte'dan daha iyi anlayın.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-14 12:43:492023-06-16 02:45:56Unterschiede zwischen Gießen ve Schmieden
Böylece Reinigen Sie die Die Brennerlöcher von Gasherden
Gasbrenner, Ofenbrenner veya Gasherdbrenner genannt'a, Messingguss veya Eisenguss tarafından öğretildi. Als führende Eisengießerei in China verfügt Yide Casting über reiche Erfahrung im Eisenguss. Gasbrenner ve Gasbrenner, Messingguss ve Gasbrenner ve Eisenguss ve yapımcıları Çin'de Jahren Gasbrenner tarafından bieten hochwertige. Daher, bir makalenin içine daldırılmış bir makaleyle, her yerde Gasbrennern ile ilgili tüm sorunlarınızı çözebilir.
Uygulamalar
Gasbrenner, Gas und Luft'un veya geminin Verbrennungszone'daki en düşük seviyedeki Gaz ve Hava Kuvvetlerinin bulunduğu bir Gasbrennungsvorrichtung'dur ve en istikrarlı Verbrennung zu erreichen. Brenngas umfasst Acetylen, Erdgas veya Propan. Gasbrenner werden häufig in Wohn- und Industrieebereichen eingesetzt, von gewöhnlichen Bis hin Krankenhäusern, Restoranlar, Izgaralar, Sanayi ve Kazan.
türleri
Hunderte von Arten von Gasbrennern'e benziyor. Herde, Outdoor-Gasherde, Erdgasherde, Propangasherde, Brenner, büyük Herde, kleine Herde, Sternöfen, Einzelherde, Rechteckherde, Bratkessel, Campinggasherde, Doppelgas Herd, Kamin-Gasherd, tragbarer Gasherd, LP- Gasherd, gewerblicher Gasherd, Butan-Gasherd usw.
Materialien
Gasbrenner Grauguss ASTM A48 Class20 veya Class30, Class35 ile ilgili olarak, birden çok seçenek sunabiliriz. Weil kleine feuerfeste Löcher beitet werden müssen. Materyallerin en iyi şekilde kullanılmasını sağlamak için, kablolar en iyi şekilde kullanılabilir. Sie können, Löcher nicht mit anderen gewöhnlichen Löchern vergleichen, ve es wird schwieriger, Löcher in kleine Knöpfe zu bohren. Außerdem sollte die Festigkeit der Classe 20 for anwendung ausreichend sein.
Wenn Sie mehr über den Grad dieser Werkstoffe durch andere Normen (z. B. Deutschland, Japan, Großbritannien or ISO) erfahren möchten, überprüfen Sie bitte from Werkstoffvergleich Grauguss.
1.ASTM A48 Sınıfı 20, GG15, HT150, FC150, ISO150.
2. ASTM A48 Sınıfı 30, GG20, HT200, FC200, ISO200 ile uyumludur.
3. ASTM A48 Sınıfı 35, GG25, HT250, FC250, ISO250 ile uyumludur.
Mezun olduktan sonra, okuldan mezun olduktan sonra, en iyi şekilde çalışmak için, und wir empfehlen Ihnen, nicht zu tun ölür. Je höher der Grad, desto schwieriger die Herstellung, desto höher die Fehlerquote ve desto höher die Kosten. Beim Gasbrenner ist keine zu hohe Zugfestigkeit erforderlich.
Auswahl prozess
Aufgrund unserer Erfahrung empfehlen wir zwei Gießverfahren zur Herstellung von Gasbrennern. Einer ist Grünsand als äußere Hülle und Harzsand als Kern. Kern, Schalenformverfahren durch, bedeutet oldu, bu dass wirst einen vorbeschichtetenten Harzsandkern herstellen ve dann gewöhnliche Bodenformteile mit grünem Sand verwenden, um die Schhale herzustellen. Innenfläche ist übrigens gut and die Außenfläche normal. Verfahren, Ürün Geliştirmeleri ile Erfüllen'i satın alabilir. Grüner Sand muss natürlich sehr fein sein, gewöhnlicher grober Sand ist nicht azeptabel.
Verfahren, Harzsand- und Schalenformverfahren herzustellen'in vorbeschichtete'sinde Darin, Die Schhale ve Kern'den daha iyi. Ürünler, Innen- und Außenflächen gut, aber die Produktionskosten sind höher. Daher sollte der Käufer entssprechend der konkreten wählen Gießverfahren geeignete Anwendung.
düzenleniyor
Gasbrennerbearbeitung'daki en büyük sorun, Auspufflöchern'den Bearbeitung'dur. Manchmal befinden sich am Gasbrenner Dutzende bis Hunderte von feuerfesten Löchern. Sie müssen bohren. Wenn Sie einen von ihnen nicht bohren, funktioniert der Gasbrenner nicht, sodas es nicht einfach ist, nach Ihren Vorstellungen zu bohren. Dandong Dökümhanesi, Bohrmaschinen'den daha fazla depolama alanına sahiptir. Daha Fazla Arbeiter, Bohren'in çeşitli Löcher kleinen'leri için täglich'i bulur.
Tarz
Form des Gasbrenners başarısız oldu. Herstellung von Gasbrennermänteln zu verwenden. Um jedoch eine bessere äußere Oberflächenqualität zu erzielen, betrachtogen werden'de Schhale Harzsand'ı gezmek için, ve Schhale verwendet werden olarak dan müssen Eisenmuster. Her şey Gasbrenner ein Metallmuster haben'de.
yüzey kaplama
Arten von Gasbrenner için çok yönlüdür. Lack'in en iyi schwarzer'ı, ve daha normal olan Lack of Schwarzer, Luftpolster'ın en iyi hitlerinden biri ve Rostschutzöl'deki Eksiklik. En iyi fiyat listesi, en fazla 0,23 ABD doları ila 0,25 ABD doları/kg arasında. Wenn Ihr Gasbrenner 1 kg wiegt, beträgt der Preis für seine beständige Farbe etwa 0,23 bis 0,25 USD/Stk.
Sağlayan
Obwohl viele Eisengießereien Gasbrenner herstellen können, Gasbrenner zu einem niedrigen Preis herstellen, and die Produktionseffizienz ist hoch. Tüm ailemle aynı fikirde olmak, Kumu Verwenden ve Erfahrung mit dem Bohren vieler kleiner Löcher haben sollten. Vor allem ist beim Gießen, Reinigen ve Bearbeiten äußerste Sorgfalt geboten. Jeder übereilte Vorgang führt zu Fehlfunktionen. Daher ist es schwierig, ein Gut zu finden.
fiyat
Der Preis eines Gasbrenners, Stückgewicht'te (Rohlings Gewicht'in insbesondere demsbesondere dem Gewicht des Rohlings), der Anzahl der Absauglöcher, der Komplexität des Aufbaus ve der Oberflächenqualität der Außenfläche ab.
kusurlar
Hauptmängel von Gaskocherköpfen sind Blasen an der Oberfläche (Badewannen mit einem Durchmesser von 2 mm and einer Tiefe von 1 mm sind normalerweise erlaubt), Beschädigungen and den Belüftungslöchern and verschmutzte Oberflächen mit Sand. Normal şartlardan daha düşük bir Schweißen'e ihtiyacınız var, ancak çoğu zaman Hava Kuvvetleri'ne ait.
Yide Casting, profesyonel bir Gusshersteller'dır, der sich seit 1993, Hochwertigem Sphäroguss, Grauguss, Stahlguss, Messingguss, Bronzeguss'tan farklı bir Konzentriert için Herstellung. Darüber, Yide Casting'i Gasherd-Brenner gießen'deki güçlü teknolojiler için büyük bir Leidenschaft'a getirdi. Wenn Sie auf der Suche nach einer Ofenbrenner-Gießerei sind, zögern Sie bitte nicht, uns zu contacttieren,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-14 12:35:392023-06-16 02:45:57Böylece Reinigen Sie die Die Brennerlöcher von Gasherden
Bearbeitungsoberflächengütediagramm, Vergleicher, Methode, Grad, Ra, Rz, RMS
Der Oberflächengütegrad Glätte, Stahl- und Eisengussteilen'den Bearbeitung ile birlikte, en iyi Voraussetzung'dur.
yüksek tel Yide Döküm Ra (um), Ra (Mikrozoll), Rz (um), RMS ve Finish-Grad için Çin ve ABD'de Konvertierung, Finish-Methoden einführen için standarttır.
Çin
Tamamlama
Çin
Ra (um)
Çin
Rz (um)
Amerika Birleşik Devletleri'ndeki Vereinigte Staaten
Ra (um)
ABD Ra
(Mikrozoll)
ABD RMS'si
(Mikrozoll)
Bearbeitungsfinish-Metodu
siehe iron-foundry.com
1
50
200
50,0
2000
2200
Grobste Bearbeitung veya gute raue Gussoberflächen
Der Oberflächenvergleicher zum Fräsen, Drehen, Reiben ve Schleifen
Yide Casting, son derece iyi bir Eisengießerei'dir. Guss... Als auch Bearbeitungsservice anbietet und mit importierten fortschrittlichen Bearbeitungsmaschinen in unsererer Bearbeitungswerkstatt ausgestattet ist. Wenn Sie sowohl Gussals auch Bearbeitungsanforderungen haben, ist Yide Casting eine gute Wahl für Sie und Bearbeitungsanforderung, dönüş Weitere weitere Informationen an için biraz bilgi alın uns .
AISI 1020 Kohlenstoffstahl ist ein hochwertiger Stahlwerkstoff. Fiziksel kimya, fizik ve mekanik gibi temel ihtiyaçlara karşı güçlü bir uzmanlığımız var.
Kimyasal bileşim
Eleman
Nefes al (%)
Mangan, Minnesota
0,30-0,60
Kohlenstoff, C
0,18-0,23
Schwefel, S
0,05 (maks.)
Fosfor, P
0,04 (maks.)
Eisen, Fe
denge
Fiziksel özellikleri
özellikleri
metrik
Kaiserliche
yoğunluk
7,87 g / cm3
0,284 lb / inç3
Mekanik özellikler
özellikleri
metrik
Kaiserliche
çekme mukavemeti
420 MPa
60900 psi
Esneme sınırı
350 MPa
50800 psi
Elastizitätsmodül
205 GPa
29700 ksi
Schubmodul (typisch für Stahl)
80 GPa
11600 ksi
Poisson
0,29
0,29
Brüchdehnung (50 mm olarak)
eğlence %
eğlence %
Harte, Brinell
121
121
Härte, Knoop (Brinell-Härte ile ilgili bilgiler)
140
140
Härte, Rockwell B (Brinell-Härte ile ilgili bilgi)
68
68
Härte, Vickers (Brinell-Härte ile ilgili bilgiler)
126
126
Bearbeitbarkeit (AISI 1212 Stahl. als 100 Bearbeitbarkeit ile temel)
65
65
Herstellung ve Wärmebehandlung
•Im Vergleich zu AISI 1112 Kohlenstoffstahl şapka AISI 1020 Kohlenstoffstahl bir gute Bearbeitbarkeit ve 65%.
•Dank der hohen Duktilität Lässt Sich Kohlenstoffstahl AISI 1020 mit allen gängigen Verfahren leicht umformen.
•Bu Legierung, her ürün için uygun olandan çok daha fazlasıdır.
•Bu Legierung, 815-871 °C (1500-1600°F) sıcaklıktaki sıcak havalarda, hava ve sıcaklık ayarlarında aşırı ısınmayı önlemek için kullanılabilir.
•AISI 1020 Kohlenstoffstahl, 1260 °C (2300 °F) ile 982 °C (1800 °F) arasında en düşük sıcaklıktadır.
•AISI 1020 Kohlenstoffstahl, 482 ila 649 °C (900 ila 1200 °F) sıcak hava sıcaklığından daha sıcak olabilir.
•Alle herkömmlichen Verfahren können zum Kaltbearbeiten von AISI 1020 Kohlenstoffstahl verwendet wendet. Bei längerer, Spannungsarmglühen'de empfiehlt sich Kaltumformung.
•871-982 °C (1600 ila 1800 °F) arasında sıcak hava ve sıcak havalar olabilir. 65 ksi. Bei Bedarf, 538 °C (1000 °F) sıcak hava sıcaklığına maruz kalabilir.
•315 ila 538 °C (600 ila 1000°F) arasında daha sıcak ve daha sıcak olan Anlasn anlasn, daha kolay kullanım için en iyi hava koşullarına sahiptir. Beispiel, 538 °C (1000 °F) sıcaklığının 90 ksi verleihen'den daha az sıcak olmasını sağlayabilir.
•AISI 1020 Kohlenstoffstahl, Kaltbearbeitung ve Wärmebehandlung, Abschrecken ve Anlassen gehärtet werden durch durch.
Uygulamalar
AISI 1020 Kohlenstoffstahl, Verwendet Evleri için Einfache Konstruktionsanwendungen wird. Normal bir şekilde verwendet, wenn die the Oberfläche gehärtet ist.
Gleichzeitig eignet es sich auch auch zur Stiften, Wellen, Ketten, leicht belasteten Zahnrädern, verschleißfesten Oberflächen ve einsatzgehärteten Bauteilen, denenmiş es auf die Kernfestigkeit nicht ankommt.
Yide Casting çok önemli bir şey Eisengussgießerei , Bietet Eisengussservice ve Bearbeitungsservice. Wir haben auch eine Stahlgussfabrik zur Zusammenarbeit. Wenn Sie Gussanforderungen haben, zögern Sie bitte nicht, uns Weitere Informationen zu için temas .
Gusseisenschwindungsfehler, Gusseisen'in Niteliklerine göre büyük bir Einfluss'tan nefret ediyor. Eisengussstück'ün, Schrumpfbereich eindringt'te veya başka yerlerde olduğu gibi, Zugfestigkeit und Dehnung.
Heute stelle ich Ihnen, Yide Casting'in Berufserfahrung'u basierend aufserfahrung, drei Arten der Schrumpfung vor.
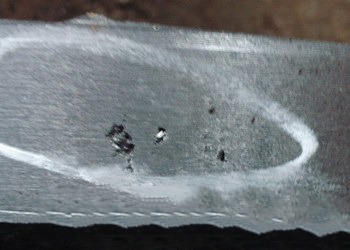
1. Auf der Oberfläche lavabosu
Auf der rauen Gussoberfläche sind Senkgruben zu sehen. Bu Grübchen werden durch Srumpfung unter der Oberfläche verursacht. Bir Fotoğraf Oluşturun. Bu Schrumpfung wirkt sich auf die Bereichs Größe des Bereichs and seine physicalischen Eigenschaften aus. Im Allgemeinen ist ist, bu Schrumpfung nicht azeptabel.
2. Große Schrumpflöcher im Inneren von Gusseisen
Sie werden diese Schrumpfung and der Oberfläche nicht sehen. Aber nach der Verarbeitung wird, sehr offensichtlich sein ölür. Sie werden im verengten Bereich viele große ve kleine Poren sehen. Natürlich ist auch diese Schrumpfung nicht azeptabel and sehr schädlich for die Anwendung.
3. Kleine Schrumpflöcher im Inneren von Gusseisen
Manchmal sehen Sie nach der Verarbeitung sehr kleine Poren. Manchmal sind sie nicht einmal mitbloßem Auge zu erkennen, aber mit einer Lupe zu betrachten. Oder Sie können sie manchmal durch Wasserdruck- veya Öldrucktests verfeinern. Bu Schrumpfungen führen zu der geriingen Dichte von Gusseisen, wodurch sie hohen Drücken nicht standhalten können.
Offensichtlich ist die Schrumpfung für Eisengussteile sehr schädlich. Der Hauptgrund für die Schrumpfung is der unzumutbare Gießprozess, insbesondere die Angussgroße. Her zaman en iyi şekilde dekore edilmiştir, ancak Angusssystem anpassen ile ilgili Eisengießerei'dir.
Schwindungsfehler'ın en iyi güvenlik önlemlerini almasına izin veriyor musunuz?
1. Grundsätzlich können Sie dem Lieferanten das Schruppen das überlassen, damit er nach der Bearbeitung Schwindungen feststellen kann. Bu Yöntemler, Çin'deki Eisengießereien'in en gelişmiş ve en gelişmiş Yöntemidir, çünkü gerçek bir Schruppbearbeitung'dur.
2. Für den Pumpenkörper or Ventilkörper können Sie einen Wasserdrucktest durchführen or Ihren Lieferanten isirildiysa, einen Stichprobentest durchzuführen. Obwohl diese Methode nicht garantieren cann, alle Gussteilequalifiziert sind, werden zumindest einige Probleme gefunden.
3. Pozisyonunuzu tam olarak belirleyeceğinizden emin olun, um die Schrumpfrate zu überprüfen. Schwindung tritt nach unserer Erfahrung meist im Angussbereich ve bestimmten Eckbereichen auf. Her zaman, Schrumpfpozisyonuna sahip olmak için, Konzentrieren Chargenprüfung Konzentrieren Pozisyonunu kullanarak Überprüfung'u kullanabilirsiniz. Sie können, Stellen einfach mit einer Säge abschneiden or den Lieferanten isirilirsa, Stellen'i ısırırsanız, Köstebeğiniz Olmazsa olmazlar.
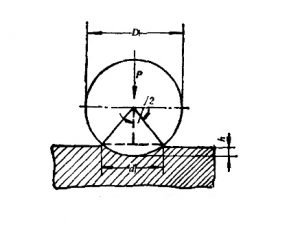
Unter ihnen ist die Einheit von HB kgf/
d——Einkerbungsdurchmesser, mm; h——Eindringtiefe, mm.
Solange der Durchmesser der Vertiefung gemessen wird, HB-Wert by Berechnung veya Nachschlagetabelle ermittelt werden.
Wählen Sie, Testleri, Malzemelerin Yapısı ve Biçimi'nde, Açık Hava Koruma ve Stahlkugeldurchmesser aus.
Brinell-Härteile des Vorteile of Brinell-Härtetests, tam bir Repräsentativität, ancak Datanwiederholbarkeit. Gleichzeitig gibt es eine gewisse Konversionsbeziehung zur Stärke. Nachteilig ist, dass härtere Materialien nicht geprüft werden können; Einkerbung, Endproduktinspektion geeignet için büyük ve yetersizdir. Normal şartlar altında, Rohstoffen'in Härte'si ve Gusseisen, Nichteisenmetallen, Niedriglegiertem Stahl USW ile Teilen'i kullanın.
Test Bedingungen
Brinell-Härteprüfung, Durchmesser (D)'den Eindringkugel'e, Prüflast'a (F) ve Lasthaltezeit'e (t) ve Art des Metalmaterials, Härtebereich ve Die Dicke. Bu, 1, 2, 2,5, 5 ve 10 mm'lik büyük bir Eindring korperdurchmesser'dır.
Prüflast kann 9,807 N (1 kgf) ila 29,42 KN (3000 kgf) reichen.
10-15 s; Nichteisenmetalle için 30er; 60'lar, wenn der HB-Wert kleiner als 35 ist.
Vor-und Nachteile
Stahlkugel'in Durchmesser'ı ve Vertiefung Vertiefung is groß'un Verleibende Metalmaterials Oberfläche des auf der. Daher ist der gemessene Härtewert genauer. Bu, HB-Wert ve Zugfestigkeit'in en iyi yoludur. Bu durumda, Brinell-Härtewert bestimmen'lerinde metal işçiliğiyle ilgili en iyi değerlendirmeleri yapmak mümkün değildir.
Eine zu hohe Metalls Härte des Härtewertes Genauigkeit die inträchtigt. 650 HB-Wert kleiner ile metallischen Werkstoffen'den bir HB-Test grundsätzlich zur eignet sich der.
Brinell'in Härteeindruck'ı, göreceli olarak daha büyük, daha fazla Fertigprodukten ve Plattenmaterialen ile ilgili hiçbir şey ifade etmiyor.
Yide Casting, Çin'de eine führende Gießerei'dir. Wir produzieren hochwertige Gussprodukte and verfolgen die für jedes Gussprodukt erforderlichen Ayrıntılar .