Gussteile im großen Maßstab haben im Allgemeinen komplexe Formen und Komponenten mit komplexen inneren Hohlraumstrukturen. Die Prüfanforderungen richten sich in der Regel nach den entsprechenden nationalen Normen, Ministerialnormen oder Industrienormen für den Großguss. Die technische Vereinbarung kann auch aufgrund der im Auftragsvertrag ausgehandelten technischen Voraussetzungen erfolgen. Voraussichtlich gemäß den technischen Anforderungen der Konstruktionszeichnungen oder technischen Verträge.
Die Prüfung von Großgussteilen umfasst: Maßprüfung, visuelle Prüfung der Oberflächenqualität von Form und Aussehen. Um die Produktqualität sicherzustellen, sollten wir Analysen der chemischen Zusammensetzung und mechanischen Leistungstests durchführen. Außerdem müssen wir auch große Gussteile zerstörungsfreie Prüfungen durchführen. Zur Prüfung der inneren Qualität von Gussteilen sollten wir ein zerstörungsfreies Prüfverfahren einsetzen.
Welche Aspekte umfasst die zerstörungsfreie Prüfung von Großgussteilen?
1. Magnetpulverprüfung
Wir sollten Magnetpulverprüfungen an allen Innenräumen und Oberflächen von großen Gussteilen durchführen
2. Inspektion zur Erkennung von Flüssigkeitseindringungsfehlern
Gleichzeitig sollten wir sterben flüssigkeitsdurchdringende Fehlererkennung im gesamten Inneren und auf der Oberfläche großer Gussteile durchführen.
3. Vollständige Röntgenaufnahmen
Erfordern Sie 100 % vollständige Röntgenaufnahmen für große Gussteile.
4. Sofern die Produktspezifikation Anforderungen an die zerstörungsfreie Prüfung festlegt, ist this nach den Bestimmungen der entsprechenden Spezifikation durchzuführen. Die Struktur großer Gussteile muss die Qualität sichern und den Prozess vereinfachen. Die Struktur von großen Gussteilen kann nicht einfach geändert werden. Wenn eine Änderung erforderlich ist, sollte sterben dem Produktdesigner erklärt werden.
Sie sind herzlich eingeladen, unsere Yide Casting Factory – JM Casting zu besuchen.
Wenn Sie auf der Suche nach einem hervorragenden großen Grauguss- und Sphäroguss sind, ist Yide-Guss eine gute Wahl für Ihre Gussteilfertigung. Bitte kontaktieren Sie uns, um weitere Informationen zu erhalten.
Edelstahl wird auch säurebeständiger Edelstahl genannt. Es hat eine gute Korrosionsbeständigkeit, ist schön, verblasst nicht und ist leicht zu reinigen. Außerdem ist seine Lebensdauer sehr lang. Edelstahlgussteile werden häufig in Autoteilen, Haushaltsgeräten und in der Bauindustrie verwendet.
Im Folgenden finden Sie eine Vergleichstabelle von Edelstahlsorten, die von China-Yide-Casting als Referenz bereitgestellt WIRD .
Yide Casting ist einer der führenden Giesserei in China mit 27 Jahren Erfahrung und produzierte Stahlgussteile in höchster Qualität. Wenn Sie Interesse an unserem Stahlguss haben, können Sie uns gerne für weitere Details zum Gießen Kontaktieren .
https://www.yidecasting.com/wp-content/uploads/2020/10/steel-castings-in-power-station.jpg444600Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-20 12:32:452023-06-16 02:45:33Vergleichstabelle der Edelstahlsorten
Dies ist eine Vergleichstabelle für die Grauguss- und Sphärogusssorten verschiedener Normen von Yide-Gießerei , einschließlich ISO, GB, ASTM, DIN, EN, JIS, UNI, NF, BS, IS, UNF, NBN, AS, SS, NS.
Land
Normen
Äquivalente Qualitäten von Grauguss (Grauguss)
ISO
ISO 185
100
150
200
250
300
350
-
China
GB 9439
HT100
HT150
HT200
HT250
HT300
HT350
-
Vereinigte Staaten von Amerika
ASTM A48
-
Nein .20
Nr. 25
Nr. 30
Nr. 35
Nr. 40
Nr. 45
Nr. 50
Nein .55
Nr. 60
Deutschland
Österreich
DIN 1691
GG10
GG15
GG20
GG25
GG30
GG35
GG40
europäisch
EN 1561
DE-GJL-100
DE-GJL-150
DE-GJL-200
DE-GJL-250
DE-GJL-300
DE-GJL-350
Japan
JIS G5501
FC100
FC150
FC200
FC250
FC300
FC350
-
Italienisch
UNI 5007
G10
G15
G20
G25
G30
G35
-
Frankreich
NF A32-101
-
FGL150
FGL200
FGL250
FGL300
FGL350
FGL400
Vereinigtes Königreich
BS 1452
100
150
200
250
300
350
-
Indien
IST 210
-
FG150
FG200
FG260
FG300
FG350
FG400
Spanien
UNF
-
FG15
FG20
FG25
FG30
FG35
-
Belgien
NBN 830-01
FGG10
FGG15
FGG20
FGG25
FGG30
FGG35
FGG40
Australien
AS1830
-
T150
T220
T260
T300
T350
T400
Schweden
SS14 01
O110
O115
O120
O125
O130
O135
O140
Norwegen
NS11 100
SJG100
SJG150
SJG200
SJG250
SJG300
SJG350
-
Land
Normen
Äquivalente Qualitäten von Sphäroguss (SG-Eisen, Kugelgraphiteisen ) Siehe iron-foundry.com
ISO
ISO 1083
400-15
400-18
450-10
500-7
600-3
700-2
800-2
900-2
China
GB 1348
QT400-18
QT450-10
QT500-7
QT600-3
QT700-2
QT800-2
QT900-2
Vereinigte Staaten von Amerika
ASTM A536
60-40-18
60-42-10
65-45-12
70-50-05
80-55-06
80-60-03
100-70-03
120-90-02
-
Deutschland
Österreich
DIN 1693
GGG40
-
GGG50
GGG60
GGG70
GGG80
-
europäisch
EN 1563
DE-GJS-400-15
DE-GJS-400-18
DE-GJS-450-10
DE-GJS-500-7
DE-GJS-600-3
DE-GJS-700-2
DE-GJS-800-2
DE-GJS-900-2
Japan
JIS G5502
FCD400
FCD450
FCD500
FCD600
FCD700
FCD800
-
Italienisch
UNI 4544
GS370-17
GS400-12
GS500-7
GS600-2
GS700-2
GS800-2
-
Frankreich
NF A32-201
FGS370-17
FGS400-12
FGS500-7
FGS600-2
FGS700-2
FGS800-2
-
Vereinigtes Königreich
BS 2789
400/17
420/12
500/7
600/7
700/2
800/2
900/2
Indien
IST 1865
SG370/17
SG400/12
SG500/7
SG600/3
SG700/2
SG800/2
-
Spanien
UNF
FGE38-17
FGE42-12
FGE50-7
FGE60-2
FGE70-2
FGE80-2
-
Belgien
NBN 830-02
FNG38-17
FNG42-12
FNG50-7
FNG60-2
FNG70-2
FNG80-2
-
Australien
AS1831
300-17
400-12
-
500-7
600-3
700-2
800-2
-
Schweden
SS14 07
0717-02
-
0727-02
0732-03
0737-01
0864-03
-
Norwegen
NS11 301
SJK-400.3
SJK-400
-
SJK-500
SJK-600
SJK-700
SJK-800
https://www.yidecasting.com/wp-content/uploads/2020/10/10-Principles-to-Reduce-Casting-Defects.jpg473720Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-20 12:25:552023-06-16 02:45:35Äquivalente Qualitäten von Grauguss und Sphäroguss
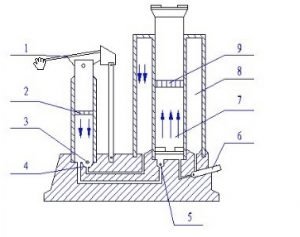
Strukturprinzip des manuellen hydraulischen Gabelhubwagens
Der manuelle hydraulische Hubwagen ist ein kompaktes, praktisches, flexibles, robustes und langlebiges Werkzeug für den Güterumschlag. Neben der Aufgabe des Warenversands enthält der Stapler eine hydraulische Vorrichtung zwischen Fahrwerk und Rädern, um das Heben und Senken der Ware zu erleichtern. Der Truck kann einfach unter den Boden der Cargobox geschoben werden und dann wird das Chassis durch hydraulischen Druck angehoben. Somit lässt sich die Ladung ziehen um sich zu bewegen. Nach Ersatzteil des Ziels wird das Chassis hydraulisch abgesenkt. Und dann landet die Ladung entsprechend und der LKW kann leicht herausgezogen werden. Dadurch kann der Lkw dazu beitragen, den komplizierten Prozess der manuellen Handhabung zu vermeiden. Der handhydraulische Hubwagen ist ein guter Helfer für den Werkstattumschlag.
Der manuelle hydraulische Hubwagen besteht hauptsächlich aus drei Teilen: Griff, Ölzylinder und Karosserie.
Der Griff des manuellen hydraulischen Hubwagens kann das Heben und Senken des Hydraulikzylinders steuern. Die Länge des Griffs beträgt im Allgemeinen etwa 1 Meter. Das Langstielprinzip reduziert den Personalaufwand erheblich.
Der Hauptkörper des manuell hydraulischen Hubwagens besteht im Allgemeinen aus 4 mm Stahlblech. Die Räder unterscheiden sich von Nylon und Polyurethan. Bei der Verwendung handelt es sich in der Regel um Nylonräder, die eine gute Verschleißfestigkeit aufweisen.
Der handhydraulische Hubwagen arbeitet nach dem Prinzip der hydraulischen Kraftübertragung, verwendet Öl als Arbeitsmedium, die Bewegung durch die Änderung des Dichtungsvolumens und die Kraft durch den Druck im Öl.
Leistungsteil
Wandeln Sie die mechanische Energie der Antriebsmaschine in die Druckenergie des Öls (hydraulische Energie) um. Beispiel: Hydraulikpumpe.
Exekutiv Teil
Wandeln Sie die von der Hydraulikpumpe zugeführte Öldruckenergie in mechanische Energie um, sterben den Arbeitsmechanismus antreibt. Zum Beispiel: Hydraulikzylinder, Hydraulikmotoren.
Steuerteil
Kontrollieren und regulieren Sie Druck, Durchfluss und Richtung des Öls. Zum Beispiel: Druckregelventil, Stromregelventil und Richtungsregelventil.
Hilfsteil
Verbinden Sie die ersten drei Teile zu einem System, das die Rolle der Ölspeicherung, Filterung, Messung und Abdichtung bewirkt. Zum Beispiel: Rohrleitungen und Verbindungen, Kraftstofftanks, Filter, Akkumulatoren, Dichtungen und Kontrollinstrumente usw.
Der Druck, der an einer beliebigen Stelle auf ein bestimmtes Flüssigkeitsvolumen ausgeübt WIRD, kann gleichmäßig in alle Richtungen übertragen werden. Dies bedeutet, dass bei Verwendung mehrerer Hydraulikzylinder jeder Hydraulikzylinder mit seiner eigenen zieht oder drückt, und diese Geschwindigkeiten hängen vom Druck ab, der zum Bewegen der Last erforderlich ist.
https://www.yidecasting.com/wp-content/uploads/2020/09/Structure-Principle-of-Hand-Hydraulic-Pallet-Jack.jpg223532Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-20 12:21:432023-06-16 02:45:37Strukturprinzip des manuellen hydraulischen Gabelhubwagens
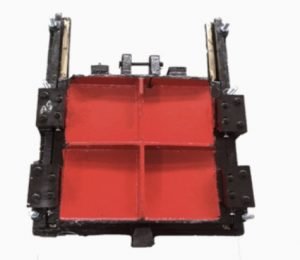
Gießkasten wird auch Formkasten, Sandkasten oder Formkasten genannt. Es ist ein unverzichtbares Werkzeug bei der Herstellung von Sandgussteilen. Gleichzeitig spielt es auch im Gießprozess eine wichtige Rolle. Ein geeigneter Sandkasten kann die Gussqualität verbessern und den Verbrauch an Formsand reduzieren, wodurch die Produktionskosten gesenkt werden.
Gießkannen werden normalerweise durch Schweißen von Stahlplatten hergestellt. Es kann aber auch im Sandgussverfahren hergestellt werden. Mit anderen Worten, der Sandkasten kann selbst auch ein Sandguss sein. Für die automatische Formanlage hat die Gießkanne eine feste Größe. Am Beispiel der automatischen Formanlage FBO 3 sollte die Form des Formkastens 508 * 610 mm betragen.
Wenn die Eisengießerei keine geeignete Gießkanne hat, müssen sie einige Gießkannen für die Produktion herstellen. Es gibt viele Arten und Größen von Sandboxen. Die kleine Küvette eignet sich für die Herstellung von kleinen Metallgussteilen und die große Küvette für große Gussteile. Ihre Formen umfassen Kreise und Quadrate. Manchmal werden innen Verstärkungsrippen eingeschweißt, um den Formsand zu fixieren. Beim Gießprozess müssen alle Konstruktionen produktionsgerecht berücksichtigt werden. Der Formkasten der automatischen Formanlage kann jedoch nicht gewechselt werden. Es dürfen nur Verpackungskartons used Werden, sterben für manuelle Form- und Harzsandformverfahren used Werden.
Im Allgemeinen muss der Käufer von Gussteilen nicht die Kosten für die Herstellung des Sandkastens tragen, es sei denn, Sie möchten, dass die Eisengießerei die Produktion beschleunigt. Mehr Flaschen können die Produktivität erheblich steigern.
Die Gießerei von Yide Machinery used Eine automatische Formlinie von FBO, um Eisengussteile für Fahrzeuge, Autos, Lastwagen, Traktoren, Pflugscharen usw. herstellen. Im Folgenden sind einige Gießkolben von Yide Casting aufgeführt.
Kurze Einführung in den beschichteten Sandguss auf Eisenbasis:
Beschichteter Sandguss auf Eisenbasis ist eine Technologie zur Herstellung von Gussteilen. Chinesische Gießereiarbeiter fortgeschritten in den 1970er Jahren ein spezielles Verfahren der Gießereitechnik, das auf den Recherchen in- und ausländischer Gießereikollegen und in Kombination mit den nationalen relevanten Chinas basiert. Es unterscheidet sich von Sandguss, Wachsausschmelzguss, V-Formguss, Dauerformguss, Schalenformguss, Paraffinguss, Keramikguss, Stahlkugelguss und anderen Gussverfahren. Dieses Verfahren verwendet ein Metallmodell und den Gusseisenhohlraum, der der Form des Gussstücks als Sandkasteneisenform nahe kommt. Und dann wird die nahezu geformte Eisenform mit einer Schicht von 6 bis 10 mm beschichtetem Sand bedeckt, um eine Form zum Gießen in ein Gussstück zu bilden.
Der Prozess des beschichteten Sandgusses auf Eisenbasis umfasst:
Maschinelles Modellieren-Überprüfen und Verschließen des Kastens-Einsetzen des Angussbechers in den Schlosskasten-Gießen-Auspacken des Gießsands-Reinigen-Modellierens.
Merkmale des beschichteten Sandgusses auf Eisenbasis:
1. Mit den Eigenschaften von Sandguss
Das heißt, eine starre Sandformschale zu haben, sterben der Sandform eine hohe Gesamtfestigkeit ohne Verformung verleiht. Gleichzeitig verfügt es über eine breite Anpassungsfähigkeit, einfache Entformen von Gussteilen, Erkennung und hohe Präzision.
2. Mit den Eigenschaften von beschichtetem Sandschalenguss.
Das Modellieren ist bequem und schnell. Unabhängig von der Gießsandform kann die Formgebung innerhalb von zwei bis drei Minuten abgeschlossen sein. Die Sanddichte und Oberflächenhärte der Form werden durch die Ausrüstung garantiert und sind immer gleich. Und Sie müssen keine Farbe auftragen. Es wird ein glatterer Guss erhalten und die Form- und Maßgenauigkeit des Gusses wird verbessert.
3. Mit den Eigenschaften des Metallformgusses.
Die Eisenform hat während des Kristallisationsprozesses von geschmolzenem Metall einen offensichtlichen Kühleffekt. Dies kann die Korngröße des Gussstücks verfeinern, wodurch die Gesamtfestigkeit des Gussstücks verbessert wird. Das Vorhandensein von Sandreifen vermeidet die Mängel des Metallformgusses. Gussteile erzeugen keine weißen Löcher. Für Eisenguss können verschiedene Werkstoffe im Gusszustand ohne Wärmebehandlung hergestellt werden.
4. Hohe Präzision
Die aus Eisenform und dünnem Sandreifen bestehende Form hat eine hohe Steifigkeit, geringe Verformung und schnelle Abkühlung nach dem Verschließen. Dadurch weist das erhaltene Gussstück eine hohe Maßgenauigkeit, eine geringe Bearbeitungstoleranz und eine kompakte Struktur auf. Es eignet sich besonders für die Herstellung von Sphäroguss. Gleichzeitig nutzt das Verfahren die Graphitisierungsexpansion von Sphäroguss, um sich selbst zuzuführen und Gussstücke mit weniger und ohne Steigleitungen herzustellen. So erhalten Sie hochwertige Gussteile. Da die Eisenform schnell abkühlt, ist sie effektiv für die Herstellung von hochwertigen Perlit-Substraten. Besonders vorteilhaft sind Stab- und Schaftgussteile.
5. Hohe Härte
Unter normalen Umständen ist die Härte von Gussstücken, die durch beschichtetes Sandgussverfahren auf Eisenbasis hergestellt Werden, etwa 20 HB-Einheiten höher als die Härten, die durch herkömmliches Gussverfahren hergestellt Werden.
6. Geringe Investition
Die Nutzung der Abwärme der Gussform zur Verfestigung des durch Recycling erzeugten beschichteten Sandes reduziert nicht nur den Stromverbrauch, sondern der Gießprozess stellt auch einen geschlossenen Produktionszustand dar. ist die Produktionsfläche klein, erfordert dadurch keine Sandaufbereitungsanlagen, geringe Investitionen und schnelle Ergebnisse.
7. Wiederverwendung des Formulars
Durch die Abkühlung der Eisenform wird der Formsand nicht überfeuert. Der Formsand kann nicht nur wiederverwendet werden, sondern durch die Röstung während des Gießprozesses erfährt der Formsand (Quarzsand) einen Phasenwechsel und der Wärmeausdehnungskoeffizient des Sandes wird von 15 auf 5 reduziert. Der im Produktionsprozess anfallende Altsand kann recycelt werden, was der Entwicklung der Kreislaufwirtschaft entspricht .
8. Niedrige Auszahlungsrate
Beschichteter Sandguss auf Eisenbasis eignet sich besonders für die Herstellung großer Serien mittlerer und kleinerer Gussteile. Bei wenigen Ersatzlieferungen kann die Gesamtablehnungsquote auf etwa 3% gesenkt werden.
9. Lange Lebensdauer
Die Lebensdauer der Eisenform mit sandbeschichteter Eisenform kann mehr als 10.000 Mal erreichen. Unter dem Einfluss von anhaltender wiederholter thermischer Ausdehnung und Kontraktion und der Gießumgebung ist jedoch zusätzliche Wartung erforderlich.
https://www.yidecasting.com/wp-content/uploads/2020/09/Iron-Based-Coated-Sand-Casting.jpg405720Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-17 12:42:392023-06-16 02:45:40Kurze Einführung in den beschichteten Sandguss auf Eisenbasis:
Kleine Gusstüren sind kleine Türen aus Gusseisen, auch kleine Gusstüren genannt.
Je nach Anwendung gibt es viele Arten von Gusseisentüren. Zum Beispiel werden Gusstüren, sterben an Kesseln used Werden, als Aschetüren bezeichnet; und Gusstüren für Öfen, Kamine und Öfen, die als Ofentüren bezeichnet werden. Kleine Gusstüren bedeuten, dass ihre Größe sehr klein ist normalerweise von einigen zehn Millimetern bis zu Hunderten von Millimetern.
Die Materialien, die für kleine Gusseisentüren verwendet werden, umfassen Grauguss, duktiles Gusseisen und legiertes Gusseisen. Die meisten Materialien sind Grauguss ASTM A48 Klasse 30, 20 oder Grauguss DIN EN1561 EN-GJL-200, EN-GJL-150 oder Grauguss FC150, FC200. Um seine Feuerbeständigkeit zu verbessern, ist es normalerweise erforderlich, einen bestimmten Gehalt an Chrom (Cr)-Legierung hinzuzufügen. Zu diesem Zweck sollte 1 % Cr verwendet werden.
Für kleine Gusstüren used Yide Casting normalerweise das Grünsand-Formverfahren, um größere Gusstüren herzustellen, und das Harz-Sandschalen-Formverfahren, um kleinere Gusstüren herzustellen. Im Allgemeinen sind automatische Formanlagen nicht für kleine Formentüren geeignet. Denn heiße Formtüren müssen länger als eine Nacht in der Sandform bleiben, um Verformungen zu vermeiden.
Bei Gusstüren muss die Oberflächenqualität natürlich sehr gut sein. Um der Oberflächenqualität gerecht zu werden, verwendet die Gießerei Yide als Formstoffe Feinsand und vorbeschichteten Harzsand.
Für Käufer ist die Oberflächenqualität der erste Kontrollpunkt. Und Ebenheit ist auch sehr wichtig. Obwohl das Material nicht sehr wichtig ist, sollte der Lieferant den Materialstandard erfüllen. stürzt die gusseiserne Tür leicht ein.
Im Allgemeinen müssen die meisten Gusstüren nicht geschliffen werden. Gegebenenfalls sollten SIE diese auf der Zeichnung oder in Ihrer Anfrage angeben. Gleichzeitig sind die Beschichtungsanforderungen auch bei Gusstüren wichtig, wie zum Beispiel Lackieren, Verzinken und Rostschutzverfahren.
Es gibt viele Eisengussfabriken in China, die Gusseisentüren herstellen können, aber nur wenige Gusseisentüren sind von hoher Qualität. Die größte Schwierigkeit bei der Herstellung besteht darin, eine gute Oberflächenqualität aufrechtzuerhalten.
Yide Casting verfügt über mehr als 20 Jahre Casting-Erfahrung. Wir bieten Ihnen hochwertige Gusstüren und besten Service. Wenn Sie nach Gusseisentüren suchen, zögern Sie bitte nicht, uns zu kontaktieren, um professionelle Hilfe zu erhalten.
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-castings.jpg540720Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-16 13:19:562023-06-16 02:45:43Spiegelbehandlung von Edelstahl-Präzisionsgussteilen
So beseitigen Sie effektiv den Magnetismus von Edelstahlgussteilen
Die Edelstahlgussteile werden magnetisch, wenn sie Martensit-, Austenit- oder Eisenelemente enthalten. Wenn der Edelstahl jedoch magnetisch ist, beeinträchtigt dies seine Verwendung. Sehen wir uns heute an, wie SIE den Magnetismus des Gussteils effektiv entfernen können.
1. Kontrollieren Sie die Stärke der äquivalenten chemischen Zusammensetzung
Um die Kosten zu senken, kontrollieren Sie den allgemeinen Hersteller die Untergrenze von Ni auf zwischen 8,0–8,2%. Wenn Cr/Ni einen bestimmten Wert erreicht, erscheint eine bestimmte Menge Ferrit im Gefüge des Stahls. Während Ferrit magnetisch ist. Zu diesem Zeitpunkt kann eine 1050 ~ 1080 Mischkristallbehandlung Ferrit vollständig in Austenit auflösen, und dann sind die Edelstahlgussteile nicht magnetisch.
2. Kaltbestätigung
Die Edelstahlgussteile erzeugen während der Kaltbearbeitung deformierten Martensit. Der verformte Martensit sterben Festigkeit des Edelstahls erhöht. Der verformte Martensit ist jedoch magnetisch. Durch Lösungsbehandlung oder sogar Glühen kann der verformte Martensit verschwinden, nimmt jedoch die Festigkeit des Stahls entsprechend ab.
3. Wenn Sie die Festigkeit der Kaltumformung sicherstellen möchten, aber auch schwach oder sogar nicht magnetisch, können Sie folgende Entmagnetisierungsmethoden verwenden:
Nach dem Phasendiagramm-Prinzip Cr/Ni-Wertreduziert, insbesondere Ni- und Mn-Gehalt bis zur Obergrenze erhöhen. Vor der Kaltbearbeitung sterben obere Grenzlösungsbehandlung durchgeführt und sterben Korngröße auf 4 Ebenen unter der Prämisse der Sicherstellung der Oberfläche kontrolliert. Dies kann die magnetischen Eigenschaften nach der Kaltumformung verringern. Im Allgemeinen weist Edelstahl 304 nach der Kaltbearbeitung ein gewisses Maß an schwachen metallischen Eigenschaften auf. Nach dem Schlagen oder einem anderen Aufprall wandelt sich die Austenitstruktur jedoch in Martensit um, der bestimmte magnetische Eigenschaften aufweist. Und dann auf 1050 Grad erhitzt, dann kann das Abschrecken mit Wasser den Magnetismus beseitigen.
Yide Casting ist eine professionelle Gusseisenfabrik in China, die als hochwertiger Grauguss, Sphäroguss und Messingguss bekannt ist, wenn Sie auf der Suche nach einem hochwertigen Gusseisenlieferanten sind, can Sie gemäß sich Ihren Parametern gerne an uns wenden, oder Sie können auch unsere Werksgusswerkstatt und die Gussproduktionslinien besuchen.
https://www.yidecasting.com/wp-content/uploads/2020/09/How-to-Effectively-Eliminate-the-Magnetism-of-Stainless-Steel-Castings.jpeg649990Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-16 13:11:362023-06-16 02:45:46So beseitigen Sie effektiv den Magnetismus von Edelstahlgussteilen
https://www.yidecasting.com/wp-content/uploads/2020/08/Choose-a-High-quality-Casting-Foundry.jpg6001200Yide-Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide-Casting2021-12-16 13:03:202023-06-16 02:45:47Wählen Sie also eine hochwertige Gießerei aus