The molding methods of sand casting mainly includes manual molding and mechanical molding. The manual molding operation is simpler and more flexible, but the productivity is lower. Thus it is more suitable for small batch and mass production.
Yide Casting will introduce you to several main methods of manual molding (hand molding).
1. Whole pattern, two boxes molding
When the largest cross-section of the cast part is at the top position, this position can be used as a parting surface. And you can make the model as a whole, as shown in the picture below.
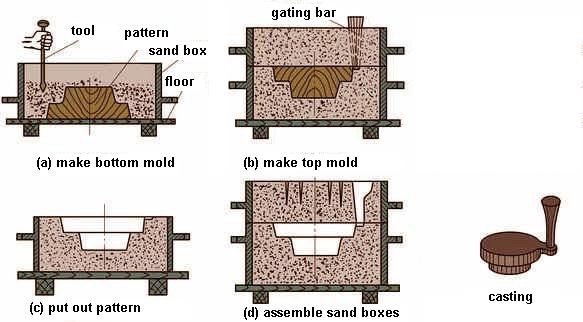
The entire pattern is in the sand mold, so the mismatch of the mold box can be avoided. At the same time, higher dimensional accuracy can be guaranteed.
2. Two parts molding
These patterns can be designed as two separate parts and assembled with stop bolts as follows.
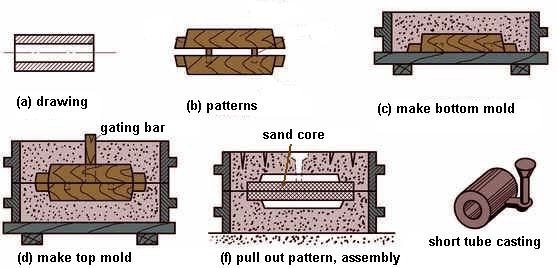
The molding method is simple and has a wide range of applications. However, if the sand box cannot be fixed accurately, mismatch will occur and the accuracy of the casting will be affected. Moreover, the parting line will also affect the surface quality.
3. Dig sand molding
When the largest cross-section is not in the final position, and these patterns do not fit into two parts, you can use dig sand molding.
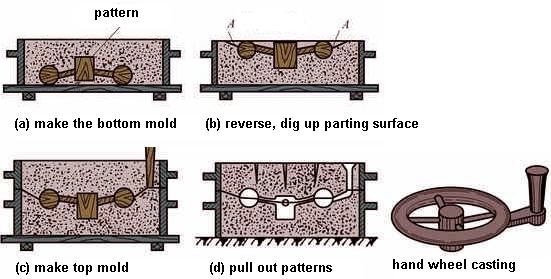
The molding method requires workers to dig out the parting surface to form a pattern. The operation is troublesome and requires high operation skills. Therefore, it is only suitable for the production of small batches of castings.
4. Patterns with detachable parts
If the side of the casting affects the drafting of the pattern, then we can make some detachable pieces fixed on the pattern. Therefore, after forming, we can first pull out the main part of the pattern, and then pull out the loose part.
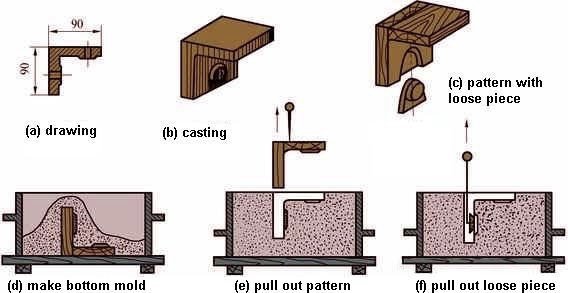
This molding method requires the sand to be very tight. Otherwise, when the main pattern is pulled out, loose fragments may damage nearby sand molds. This method is only suitable for the production of a small number of castings.
5. Sweep molding
Sweep molding uses a squeegee blade to replace conventional patterns. The scraper can rotate together with the fixed shaft, so a round sand mold with a designed shape can be made.
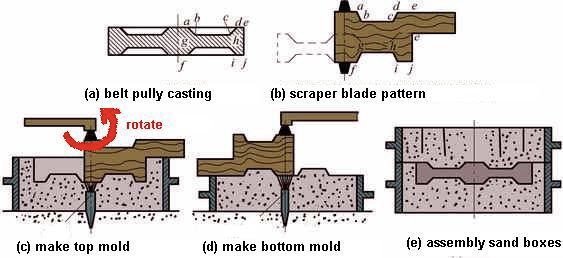
This molding method can reduce the cost of the pattern, but the operation requires more skills and the productivity is very low. In addition, there are strict requirements on the shape of the casting. This method is commonly used to produce axially symmetric castings, such as flywheels and rings.
6. Multi-part molding
Three-part molding is also called multi-part molding, which uses three or more flasks (flasks) to produce a casting. If the cross section of the two ends of the casting is larger than the middle position, it will not be able to form two parts. The following is the molding diagram of the scored pulley casting by the three-part molding method.
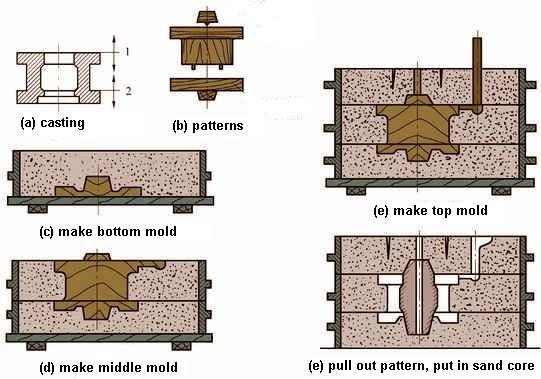
This method requires three or more parts of the pattern to be assembled together. There will be two parting surfaces. The molding process is complicated, so the productivity is low. The mismatch of sand bottles will be more likely to happen. Therefore, it is only suitable for producing a small number of castings.
Yide casting manufacturer has enough ability to manufacture clay sand casting & precoated sand casting capacity over 20,000 tons, with the main products: Automobile Casting, Truck Casting, Cast Iron Fire Truck, Cast Iron Toy Tractors, Forklift Parts Casting/Hand Lift Casting, Agricultural Machinery Casting, Construction Industry Casting, Brass Casting, Bronze Casting, and Heat exchangers.
Please don’t hesitate to contact us if you want to know more about sand castings!










