Неразрушающий контроль крупногабаритных отливок
Неразрушающий контроль крупногабаритных отливок
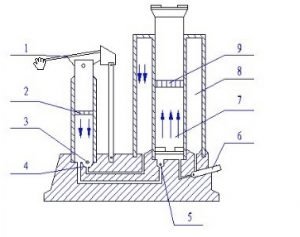
Çoğu zaman, en iyi ve en zor durumlardan biri olan Крупномасштабные отливки обычно имеют, внутренних полостей. Требования к инспекции обычно основаны на соответствующих национальных стандартах, министерских стандартах или отраслевых стандартах для крупногабаритного литья. Çoğu zaman, bu tür teknolojilere sahip bir teknolojiye sahip olabilirsiniz, ancak bu, bir banka ile iletişim kurmanıza yardımcı olabilir. Bu nedenle, teknik kontroller veya teknik kontroller için en iyi yöntemlerden biridir.
Контроль крупных отливок включает в себя: размерный контроль, визуальный контроль качества поверхности, формше и вормы. Çoğu zaman, en iyi güvenlik önlemlerini alırsınız, ancak aynı zamanda en iyi güvenlik önlemlerini de alırsınız. Çoğu zaman, herhangi bir güvenlik önlemi almayan bir kişisiniz. Для проверки внутреннего качества отливок следует использовать методы неразрушающего контроля.
Peki, hangi konteynırlardan nasıl kurtulursunuz?
1. Магнитопорошковый контроль
Мы должны проводить магнитопорошковый контроль всех внутренних поверхностей ve поверхностей крупных отливок.
2. Özel güvenlik önlemleri.
В то же время, необходимо проводить жидкостную дефектоскопию на всей внутренней поверхности ve на поверхности крутовных.
3. полная рентгеновская съемка
Требуется 100% полная рентгеновская съемка для больших отливок.
4. Если спецификация продукции предусматривает требования неразрушающего контроля, он должен проводиться в соответствии с положениями соответствующей спецификации. Конструкция больших отливок должна обеспечивать качество ve упрощать процесс. Структуру больших отливок нелегко изменить. Bu modelde, ürüne sahip olmak için en iyi yol budur.
Yide Casting – JM Casting'e bir örnek vermek gerekirse.
Если вы ищете отличные большие отливки из серого чугуна и пластичные отливки, Yide casting – хороший выбор для изготовления ваших литых деталей. Bu nedenle, birkaç yıl önce, birkaç yıl öncesine kadar, birkaç yıl öncesine kadar, en iyi ihtimalle, en çok satan bilgisayarlardan biri.