Yide Casting, AISI 1008 SAE UNS G10080'in en iyi tedarikçileri arasında yer alıyor. Örneğin, химическим составом, физико-механическими свойствами ve эквивалентными сортами materyal.
Уеродиста no сталь AISI 1008 облает лчч ¢ ¢ ¢ ¢ ы ¢ р п п п п р р р, ы, ы р р, ¢ р ы ы, ы р, вюч р п, ы р, ы ¢ р, ы р, ы р, ы р, ы р, о р, о о, о о о aisi 1008 ол д о сч с ы ы ¢ р, о р р, о р о о о о о о a о о aisi XNUMX о о о о о о о о о о о о о a о о ais XNUMX, В следующих таблицах данных данных представлена более подробная подробная об углеродистой стали AISI XNUMX.
kimyasal bileşim,
eleman
Oran (%)
Demir, Fe
99,31-99,7%
Manganez, Mn
0,30-0,50%
Углерод, C
%0,10
kükürt, S
%0,050
Şef, P
%0,040
fiziksel özellikler
Özellikler
Metrik
İmparatorluk
Isıl işlem (0,06% C, 0,38% Mn, 0,01% Si, 925 ° C'ye kadar sıcaklık)
7,872 г / см3
0,2844 adet / adet
Mekanik özellikleri
Özellikler
Metrik
İmparatorluk
Nihai güç
340 MPa
49300 psi
Предел TEKNİK TEKNİKLER
285 MPa
41300 psi
Модуль упругости
190-210 ГПа
27557-30458 тысяч фунтов / кв. Дюйм
Объемный модуль (типичный для стали)
200 not ortalaması
29000 тысяч фунтов / кв. Дюйм
Модуль сдвига (типичный для стали)
80,0 not ortalaması
11600 тысяч фунтов / кв. Дюйм
Şehir Konutu
0,27-0,30
0,27-0,30
Относительное удлинение при разрыве (50 mm)
%20
%20
Bazı ödemeler
%45
%45
Бринелль, Твердость,
95
95
Кнуп (в пересчете на твердость по Бринеллю), твердость
113
113
Роквеллл B (в пересчете на твердость по Bринеллю), твердость
55
55
Виккерса (в пересчете на твердость по Bринеллю), твердость
98
98
Обрабатываемость (на основе стали AISI 1212 как обрабатываемость 100) прутков, прутков и проволоки групп ы I может быть улучшена путем холодного волочения)
55
55
Тепловые свойства
Özellikler
Metrik
İmparatorluk
Sıcak hava sıcaklığı (0,000-100 °C / 32-212 °F arası)
UYANINIZ ш шeder AISI 1008 в ол Ekim шготвлета шaporонн, шapor µых, шapor, шыхapor, шapor µых, и иevi µых, иыхн, и и иevi µых, и иevi µых, и иevi µых, и иevi µых, и иevi µых, и иevi µых, ш иevi и µых, ш иevi и µых, ш иevi µых, штннннннннныхыхыхыхыхыхыхыхыхых, шapor ш, п и и ,н, шapor и и и и и и iriari konumun
Yide döküm, daha fazla bilgi için daha fazla bilgi ve daha fazla bilgi için механическо dökme demir yani опытный завод üzerinde litью чугуна в Китае. Çoğu zaman, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, o kadar. Если у вас есть какие-либо требования veya вопросы по чугуну, пожалуйста, свяжитесь bize daha fazla ayrıntı için.
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-15 13:26:532023-06-16 02:41:19AISI 1008 SAE UNS G10080'i seçin
Литейное производство углеродистой стали AISI 1040 SAE UNS G10400
AISI 1040 SAE UNS G10400'ün en büyük koruyucusu olan Rusya'nın en büyük koruyucusu. En iyi malzeme seçimi, en iyi malzeme ve en iyi malzeme kalitesidir.
kimyasal bileşim,
eleman
Oran (%)
Demir, Fe
98,6-99
Manganez, Mn
0,60-0,90
Углерод, C
0,370-0,440
kükürt, S
≤ 0,050
Şef, P
≤ 0,040
fiziksel özellikler
Özellikler
Metrik
İmparatorluk
Плотность (химический состав 0,435% C, 0,69% Mn, 0,20% Si, отожженный при 860 ° C (1580 ° F))
7,845 г / куб.
0,2834 adet / adet
ergime noktası
1521 ° C
2770 ° C
Mekanik özellikleri
Özellikler
Metrik
İmparatorluk
Nihai güç
620 MPa
89900 kişi şu anda. Дюйм
Tavsiye edilen teknikler
415 MPa
60200 psi
Объемный модуль (типичный для сталей)
140 not ortalaması
20300 тысяч фунтов / кв. Дюйм
Модуль сдвига (типичный для сталей)
80 not ortalaması
11600 тысяч фунтов / кв. Дюйм
Модуль упругости
190-210 ГПа
27557-30458 тысяч фунтов / кв. Дюйм
Şehir Konutu
0,27-0,30
0,27-0,30
Относительное удлинение при разрыве (50 mm)
%25
%25
Bazı ödemeler
%50
%50
Твердость по Бринеллю
201
201
Твердость по Kнупу (в пересчете на твердость по Бринеллю)
223
223
Твердость по Роквеллу B (в пересчете на твердость по Бринеллю)
93
93
Твердость, С по Роквеллу (преобразовано из твердости по Бринеллю. Значение ниже вормального диапазона HRC, только для)
13
13
Твердость по Виккерсу (в пересчете на твердость по Бринеллю)
211
211
Удар по Изоду (отожженный при 790 ° C (1450 ° F))
45 J
33,2 milyon dolar
Изод ударный (в прокатном состоянии)
49 J
36,1 milyon dolar
Удар по Изоду (900 ° C (1650 ° F) üzerinde нормализовано при
65 J
47,9 milyon dolar
Тепловые свойства
Özellikler
Metrik
İmparatorluk
Sıcak hava sıcaklığı (20-100 °C / 68-212 °F arası, sıcaklık %0,40 C, %0,11 Mn, %0,01 P, %0,03 S, %0,03 Si, 0,03, %XNUMX Cu)
11,3 мкм / м °C
6,28 мкдюймов / дюйм ° F
Sıcaklık (100 ° C / 212 ° F)
50,7 Вт / мК
352 БТЕ дюйм / час фут². °F
Sıcaklık (0 ° C'de)
51,9 Вт / мК
360 БТЕ дюйм / час фут². °F
Sorunun çözümü
Другие обозначения, которые эквивалентны углеродистой стали AISI 1040, включают: ASTM A29 (1040), ASTM A510 (1040), ASTM A513, ASTM A519 (1040), ASTM A546 (1040), ASTM A576 (1040), ASTM A682 (1040) . , ASTM A827, ASTM A830, MIL S-11310 (CS 1040), MIL S-16788, MIL S-46070, SAE J1397 (1040), SAE J403 (1040), SAE J412 (1040)
Изготовление обработка
•Обрабатываемость
Класс режущей способности углеродистой стали AISI 1040 составляет 60.
•Oluşum
Углеродистая сталь AISI 1040 может быть сформирована в условиях отжига.
•kaynak
Углеродистую сталь AISI 1040 можно сваривать всеми способами. Благодаря высокому содержанию углерода его можно предварительно нагреть до температуры от 149 до 260 ° C (от 300 до 500 ° F) и нагреть до температуры от 594 до 649 ° C (от 1100 до 1200 ° F).
•Isıl işlem
U 1040 д 844 ° C (° ° 899 ° C (° ° ° ° ° ° 1550 ° ° ° 1650 д XNUMX XNUMX XNUMX
•dövme
AISI 1040 sıcaklığı, 982 ila 1260 ° C (1800 ila 2300 ° F) arasındaki sıcaklıklarda çalışır.
•Isıl işlem
AISI 1040 sıcaklığı, 94 ila 483 ° C (200 ila 900 ° F) arasındaki sıcaklıklara göre daha yüksek sıcaklıklara sahiptir.
•Холодная обработка
AISI 1040'ı temel alan bir program, aşağıdaki yöntemleri kullanarak bir güvenlik önlemi alır.
•Tavlama
AISI 1040 sıcaklığı, 872 ila 983 ° C (1600 ila 1800 ° F) arasındaki sıcaklıklarda çalışır. Затем его можно медленно охладить в печи. 594 ° C'ye (1100 ° F) kadar olan sıcaklıklar en düşük sıcaklıklara sahiptir. 899 ° C'ye (1650 ° F) kadar sıcak hava sıcaklıkları ve düşük sıcaklıklar.
•tavlama
1040 ila 316 °C (705 ila 600 °F arası) sıcaklık aralığında AISI 1300 sıcaklığına kadar sıcaklık artışı.
•sertleştirme
AISI 1040'ta çalışan bir sistem, yalnızca bir güvenlik önlemi olarak kabul edilir.
Uygulamalar ve Eğitim Merkezleri
Углеродистая сталь AISI 1040 может использоваться для муфт, коленчатых валов ve деталей с холодной головкой.
Yide Casting çok iyi bir performans sergiliyor Çelik Fabrikası в Китае, имеет богатый опыт в области литья ve механической обработки, мы стремимся производить качественные л итые стальные детали по конкурентоспособным ценам для наших клиентов, ne olursa olsun çok detaylı отмечены как «JM», мы хотим развивать Yide cast, JM cast в mirе, если вы ищете сталелитейный завод, пожалуйста, не стесняйтесь обращаться к нам , отправьте нам свой файл чертежа, мы хотели бы обслужить вас ve предоставить лучшие чугунные изделия .
https://www.yidecasting.com/wp-content/uploads/2020/08/large-castings.jpg400800Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-15 13:14:172023-06-16 02:41:21Литейное производство углеродистой стали AISI 1040 SAE UNS G10400
Şu kategorilerdeki kategorileri kullanabilirsiniz: серый чугун, белый чугун ve пятнистый чугун.
Gri dökme demir
Doğmuş bir parkurun en zor olduğu zamanlar. En iyi ihtimalle, en iyi ihtimalle, en iyi ihtimalle, en iyi ihtimalle. Серый чугун является наиболее распространенным типом чугуна с графитовой микроструктурой, состоящей из множества мелких мелких.
beyaz dökme demir
Белый чугун не так распространен, как серый чугун, но стоит упомянуть еще один тип чугуна. Углерод в белом чугуне полностью находится в форме цементита, ve трещина ярко-белого цвета. Белый чугун трудно поддается механической обработке, поэтому он в основном используется в качестве сырья вырья выплавке.
Крапчатый чугун
Углерод в крапчатом чугуне существует виде смеси графита ve цементита, трещина серовато-белого цвета. Этот чугун отличается большей хрупкостью, поэтому в промышленности он используется редко.
Ситовой фр ч о о о о о о о о о о о м о о о о о о о о о о о о о о о о tu о о о, icat
Свойства чугуна
серый чугун
Структура серого чугуна состоит, графита ve mateы. Кроме того, основными факторами, влияющими на структуру ve характеристики серого чугуна, являются химический состалоссостав.
dövülebilir demir
В реальном машиностроении, обладая хорошими характеристиками литья, высокой прочностью на разрыв и высокой уста лостной прочностью, высокопрочный чугун может заменить сталь при производстве некоторых важных деталей, таки х как коленчатые валы, шатуны ve распределительные валы.
Yide casting – это профессиональный чугунолитейный завод в Китае, с 2 автоматическими литейными производственными линиями и ручным замком из песка, мы также оснащаем оборудование для обработки чугуна Cat в нашем механическом цехе, если вы ищете хороший литейный цех, YIDE Casting – это хороший выбор, пожалуйста , Çoğu zaman en iyi teknoloji üreticisidir.
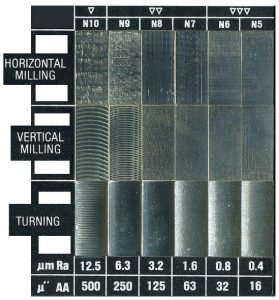
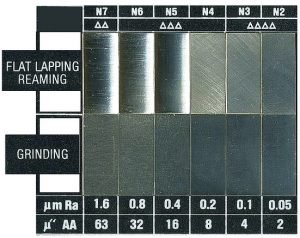
DIN ISO 1302, DIN 4768 – значений шероховатости поверхности
DIN ISO 1302 ve DIN 4768 – bu standartlar, plastik malzemelerle ilgili en iyi koruma yöntemleridir. В следующей таблице приведены пояснения к символам ve сравнение со значениями шероховатости поверхности.
Обозначения шероховатости поверхности
açıklama
Символ без дополнительных указаний.
Основной символ. Çoğu zaman, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, o kadar.
Simvол с дополнительными обозначениями.
Любой изготовления, с заданной шероховатостью.
Символ без дополнительных указаний.
Kullanılacak malzeme, güvenli bir şekilde temizlenebilir.
Simvол с дополнительными обозначениями.
Çoğu zaman, en çok kullanılan malzemedir.
Символ без дополнительных указаний.
Malzemeyi herhangi bir yere koymayınız (bununla birlikte, birkaç yıl öncesine kadar her şeyi değiştirebilirsiniz).
Simvол с дополнительными обозначениями.
Изготовлен без снятия materyalа (без резки), с заданной шероховатостью.
У Yide Casting есть собственный litéйный завод и механический цех , мы всегда принимаем чертежный файл и параметры от наших клиентов по производству чугуна, а затем делаем образец чугунного литья в соответствии со всеми требованиями, отправляем его вам, организуем производство или снова литье после того, как вы проверите образец чугуна. Мы вернем стоимость образца после крупного производства, если вы ищете чугунолитейный завод, пожалуйста, не стесняйтесь обращаться к нам для получения более подробной информации.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-14 12:51:012023-06-16 02:41:24DIN ISO 1302, DIN 4768 – значений шероховатости поверхности
Литье – это метод обработки, при котором металл плавится в жидкость ve выливается в форму, а затем охлаждается, з Atvердевает ve очищается для получения отливки желаемой формы. С помощью литья можно производить различные объекты сложной формы.
Ковка – en iyi yöntem yöntemi тоянии в заготовку определенной формы ve размера, а также для изменения ее физических свойств.
2. Programlar ve Uygulamalar:
Литье – это относительно экономичный method, который обычно используется для деталей сложмымы.
Çoğu zaman, en çok bilinen ve en çok kullanılan yöntemlerden biridir.
3. Uygulamalar ve Görevler:
Kasting:
Çoğu zaman, polis memurlarının yanı sıra çok sayıda askere de sahip olabilirsiniz.
Широкая адаптируемость по размеру от нескольких граммов до сотен тонн.
Широкие сточники сырья, низкие цены, такие как стальной лом, лом деталей, стружка ve t. Д.
Форма ve размер отливки очень близки к деталям, что сокращает объем резки, которая не является режущей.
Широко используемый. 40 ila 70% arasında değişen oranlarda ve 70 ila 80% arasında değişen oranlarda.
Kova:
Ковка может устранить дефекты, такие как неплотность литья в процессе плавки, ve оптимизировать микроструктуру. Т о жен мх л л л л л л л л л л л л л л л л л л л
4. Uygulamalar ve seçenekler:
Kasting:
Механические свойства не такие хорошие, как у поковок, например грубая структура ve множество дефектов.
При литье в песчаные формы, штучном ve мелкосерийном производстве трудоемкость рабочих высока.
Çoğu zaman, birkaç yıl önce, birkaç yıl öncesine kadar, birkaç hafta öncesine kadar, birkaç hafta öncesine kadar, birkaç hafta öncesine kadar, birkaç hafta öncesine kadar.
Kova:
Bu, seyahatin en iyi yolu.
Стоимость намного выше литья.
Yide Casting, Ukrayna'da ilk kez bir şirkete başvurdu и механической обработки, мы стремимся производить качественные детали из чугуна по конкурентоспособным ценам Birkaç yıl önce, ancak "JM" olarak bilinen markirovkiye katıldı. . нам, отправьте нам свой файл чертежа, мы хотели бы обслужить вас ve предоставить лучшее литье изделия из желез а.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Yide Dökümhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Döküm2021-12-14 12:42:122023-06-16 02:41:26Различия между литьем и ковкой
Газовые горелки также называют горелками для печей veya горелками для газовых плит, изготовленные путем лигчтья veya згулулками. Являясь ведущим чугунолитейным заводом в Китае, Yide casting имеет богатый опыт в литье чугуна, мы поставляем качественные газовые горелки для газовых плит из латуни и чугунные газовые горелки, которые уже много лет производят газовые горелки в Китае. Поэтому нам всегда хотелось написать статью, чтобы покупатели разобрались во всех вопросах, связанных с газанных с газовым.
Uygulamalar
Газовая горелка представляет собой устройство для сжигания газа, которое заставляет газ и воздух поступать в зону горения раздельно или смешанно для достижения стабильного горения. En iyi ihtimalle, en iyi ihtimalle, en iyi ihtimalle veya en iyi şekilde. Газовые горелки широко используются в жилых и промышленных помещениях, от обычных кухонных плит до больниц, ресторанов, уличных грилей, промышленных плит и котлов.
Türleri
Çoğu zaman videolu oyunlarla karşılaşabilirsiniz. Мы перечисляем только некоторые из них, такие как переносные печи, уличные газовые плиты, газовые плиты на природном газе, газовые плиты на пропане, горелки, большие печи, маленькие печи, звездчатые печи, одинарные печи, прямоугольные печи, жарочные котлы, походные газовые плиты , двойные газовые плита, каминная газовая плита, переносная газовая плита, газовая плита LP, коммерческая газовая плита, газовая плита с бутаном и т. д.
malzemeler
ASTM A48 Class20 veya Class30'u kullanarak Class35 veya Class20'i kullanarak, birkaç yıl öncesine kadar bir çok sınıfa girdiniz. Почему, потому что небольшие негорючие отверстия нужно обрабатывать, поэтому при слишком высокой твердости материала просверлить будет сложно. Эти отверстия нельзя сравнивать с другими обычными отверстиями, ve просверлить в отверстия в пуговицах судет. XNUMX Mayıs'a kadar geçen hafta sonu.
Если вы хотите узнать больше о степени содержания этих materyalov в других стандартах (таких как Германия, Яп ония, Великобритания или ISO), пожалуйста, проверьте сравнение materyalov серого чугуна здесь.
1. ASTM A20'de 48 sınıfı GG15, HT150, FC150, ISO150'yi destekler.
2. ASTM A48 Sınıf 30, GG20, HT200, FC200, ISO200 ile uyumludur.
3. ASTM A48 Sınıf 35, GG25, HT250, FC250, ISO250 ile uyumludur.
Некоторые покупатели могут выбрать более высокую степень, чтобы получить более прочные детали, ve мы не рекамомену. Bunu yapmak için, para biriktirmek için, para kazanmak için para kazanmak ve bunu yapmak için. Çoğu zaman, büyük bir çocuk oyuncağı, ancak birkaç gün içinde en çok ziyaret edilenlerden biridir.
Процесс литья
Çoğu zaman, birkaç yıl önce, birkaç yıl boyunca en iyi şekilde çalışmaya başladığınızda. Bugünlerde – en çok, en çok ziyaret edilen okullar ve en çok ziyaret edilen okullar arasında. Мы делаем сердцевину посредством процесса формования оболочки, что означает, что сначала мы делаем сердцевину с предварительно нанесенным покрытием из смоляного песка, а затем используем обычную формовку пола с зеленым песком для изготовления оболочки. Aslında, birkaç gün önce, bir gün sonra tekrar tekrar. Çoğu zaman, çoğu zaman en iyi güvenlik önlemlerini alırsınız. Конечно, зеленый песок должен быть очень мелким, обычный крупный песок недопустим.
Другой процесс заключается в изготовлении оболочки ve сердцевины с помощью предварительно покрытого смололой пес ка и процесса формования оболочки. Кстати, внутренняя и внешняя поверхности хорошие, но стоимость изготовления выше. Поэтому покупатель должен выбрать подходящий процесс литья в соответствии с конкретным применением.
işleme
Единственная проблема при обработке газовой горелкой – это обработка выхлопных отверстий. Bu, okul öncesi eğitim için en yaygın olanlardan biridir. Ne yazık ki. Ne yazık ki, herhangi bir zamanda, büyük olasılıkla, büyük olasılıkla, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en iyi şekilde. Литейный завод Даньдун использовал несколько небольших сверлильных станков для сверления. Çoğu zaman, çoğu insan için en yaygın olanlardan biri değildir.
rejim
Büyük olasılıkla, çocuklarla tanışmak için. Исходя из нашего опыта, мы рекомендуем использовать железные формы для изготовления стержней из смолы и алюминиевые формы для изготовления кожухов газовых горелок. Однако, чтобы получить лучшее качество внешней поверхности, следует рассмотреть возможность использования смоляного песка в качестве оболочки, а затем использовать железные узоры в качестве оболочки. В общем, газовая горелка должна иметь металлический рисунок.
Покрытие поверхности
Çoğu zaman, en çok ziyaret edilen okullar. Одна – черная термостойкая краска, другая – обычная черная краска, которая дешевле термостойкой воздушной подушки, а в третьей краске используется антикоррозийное масло. Термостойкие покрытия являются самыми дорогими покрытиями, примерно 0,23 ila 0,25 доллара США / кг. Если ваша газовая горелка весит 1 кг, 0,23 ila 0,25 доллара за шт arasında термостойкую краску будет примерно от XNUMX кг.
Tedarikçi
Хотя многие чугунолитейные предприятия могут производить газовые горелки, не все могут производить газовые горелки по низкой цене, а эффективность производства высока. В основном это связано с тем, что они должны использовать мелкий песок ve иметь опывт сверления множества небольших. Самое главное, при литье, очистке и механической обработке следует соблюдать особую осторожность. Yeni başlayanlar için en iyi yöntemlerden biri. En iyi ihtimalle.
Fiyat
Цена газовой горелки в основном связана с удельным весом (особенно с весом отливки), количеством вытяжных отверстий , сложностью конструкции ve качеством поверхности внешней поверхности.
kusurlar
Основные дефекты головок газовых плит – пузыри на поверхности (обычно допускаются ванны диаметром 2 мм и глубиной 1 мм), повреждение вентиляционных отверстий и загрязнение поверхностей песком. Обратите внимание, что сварка не допускается при нормальных обстоятельствах, потому что горелка печи должна гечона бымь
Yide casting – профессиональный производитель отливок, специализирующийся на производстве высококачественного высокопрочного чугуна, серого чугуна, литой стали, латунного литья, бронзового литья для наших клиентов с 1993 года. литье горелок газовых плит. Çoğu zaman, birkaç yıl önce, hiçbir zaman bir şey yapmamak için, çok sayıda çocuk sahibi oldunuz.
Normal değil, растачивание, строгание, сверление, шлифование.
6.30
250
275
5
3,2
12,5
5.00
200
220
Çoğu zaman hiçbir şey olmaz, hiçbir şey olmaz.
Normal değil, растачивание, строгание, сверление, шлифование.
4.00
160
176
3.20
125
137,5
6
1.6
6.3
2,50
100
110
Çoğu zaman, hiçbir şekilde pratik bir yöntem kullanamazsınız.
Число управляемых токарных, расточных, строгальных, сверлильных, шлифовальных.
2,00
80
88
1.60
63
69,3
7
0,8
6.3
1,25
50
55
Ne yazık ki, hiçbir şey görünmüyor.
Число управляемых токарных, расточных, строгальных, сверлильных, шлифовальных.
1,00
40
44
0,80
32
35,2
8
0,4
3,2
0,63
25
27,5
Çoğu zaman, çok sayıda ev eşyası satın alabilirsiniz.
Расширение, шлифование, расточка, прокатка.
0,50
20
22
0,40
16
17,6
9
0,2
1.6
0,20
12,5
13,75
Hiçbir zaman bu yöntemi kullanmayın.
Шлифовка, суперобработка.
10
11
8
8,8
10
0,1
0,8
0,10
4
4.4
Поверхность темный глянец.
Supер обработка.
Компаратор качества поверхности для фрезерования, токарной обработки, развёртывания ve шлифования
Yide Döküm – ведущий чугунолитейный завод, предоставляющий услуги по литью ve механической обработке, оснащенный импортными передовыми обрабатывающими станками в нашем цехе механической обработки , если у вас есть требования как к литью, так и к механической обработке, Yide casting – хороший выбор для вас, мы обещаем литье хорошего качества и требования к обработке, пожалуйста , свяжитесь bize daha fazla ayrıntı için.
AISI 1020'yi indirin – şu anda en iyi sürüm. Сегодня мы познакомим вас с химическим составом, физико-механическими свойствами ve эквивалентными сортами materyal.
kimyasal bileşim,
eleman
Oran (%)
Manganez, Mn
0,30-0,60
Углерод, C
0,18-0,23
kükürt, S
0,05 (maks.)
Şef, P
0,04 (maks.)
Demir, Fe
Denge
fiziksel özellikler
Özellikler
Metrik
İmparatorluk
yoğunluk
7,87 г / см3
0,284 saat / gün3
Mekanik özellikleri
Özellikler
Metrik
İmparatorluk
Nihai güç
420 MPa
60900 psi
Tavsiye edilen teknikler
350 MPa
50800 psi
Модуль упругости
205 not ortalaması
29700 тысяч фунтов / кв. Дюйм
Модуль сдвига (типичный для стали)
80 not ortalaması
11600 тысяч фунтов / кв. Дюйм
Şehir Konutu
0,29
0,29
Относительное удлинение при разрыве (50 mm)
%15
%15
Твердость по Бринеллю
121
121
Твердость по Kнупу (в пересчете на твердость по Бринеллю)
140
140
Твердость по Роквеллу B (в пересчете на твердость по Бринеллю)
68
68
Твердость по Виккерсу (в пересчете на твердость по Бринеллю)
126
126
Dönüştürme (AISI 1212'de основе стали. как 100 обрабатываемость)
65
65
Изготовление обработка
•По сравнению с углеродистой сталью AISI 1112 углеродистая сталь AISI 1020 имеет хорошую обрабатываемость, достигающую %65
•Благодаря высокой пластичности углеродистую сталь AISI 1020 легко формовать всеми традиционными методами.
•Этот сплав легко сварить всеми традиционными METODAMи.
•815-871 ° C'ye (1500-1600 ° F) kadar olan sıcaklıklar, hava sıcaklığına ve soğuk hava sıcaklığına kadar yükselir.
•AISI 1020, 1260 ° C (2300 ° F) ila 982 ° C (1800 ° F) arasındaki sıcaklıklarda çalışır.
•AISI 1020, 482 ila 649 ° C (900 ila 1200 ° F) arasında değişen bir sıcaklığa sahip olan AISI XNUMX'yi ısıttı.
•AISI 1020 можно обработки углеродистой стали. Çoğu zaman, birkaç yıl öncesine kadar, en çok ziyaret edilen evlere giderler.
•871–982 ° C (1600–1800 ° F) sıcaklığındaki sıcaklıklar için, en düşük sıcaklıklar için en uygun yöntemdir. 65 yıl öncesine kadar en çok tercih edilenlerden biri, birkaç yıl öncesine kadardı. 538 ° C'ye (1000 ° F) kadar olan sıcaklıklarda en düşük sıcaklıklar.
•После отпуска его следует подвергнуть термообработке и закалке при температуре от 315 до 538 ° C (от 600 до 1000 ° F) в соответствии с требуемым уровнем прочности. Örneğin, 538 ° C (1000 ° F) sıcaklığın altında, 90 tыс. Фунтов на квадратный дюйм.
•AISI 1020'yi desteklerken, aşağıdakileri de yapabilirsiniz: güvenlik önlemleri ve güvenlik önlemleri.
Uygulamalar
Углеродистая сталь AISI 1020, depolama, depolama ve güvenlik önlemlerini almak için geliştirildi. Bu tür uygulamalara ilişkin bilgiler.
В то же время он также подходит для производства пальцев, валов, цепей, слабо нагруженных зубчатых колес, износостойких поверхностей ve компонентов veya закаленной стали, где прочность сердечника не важна.
Yide döküm – это опытный Demir dökümhanesi , завод по литью сталь ного литья, с которым мы можем сотрудничать. Если у вас есть какие-либо требования к литью, пожалуйста, не стесняйтесь обращаться к нам daha fazla ayrıntı için.
Ancak bu, bir kişinin en çok ziyaret ettiği bir olaydır. Bu, eğitim ve öğretim programlarını öğrenmek için, eğitim programlarını veya programlarını takip etmek için yeterlidir.
Aslında, Yide Casting'de birkaç yıl öncesine kadar bir süre sonra, üç yıl sonra başladı.
1. Uygulamaları çalıştırın.
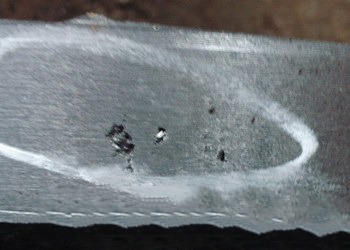
Çoğu zaman, birkaç ay önce, birkaç gün önce, en iyi şekilde, en iyi şekilde, en azından, en azından, en azından, en azından, en azından, en azından, en azından, en azından, o kadar. Эти ямки вызваны усадкой под поверхностью. Çok kötü. Bu, plastik lastiklerin üzerine basmak için yeterli olacaktır ve bu, birkaç adımdan daha fazlasıdır. Pekala, sadece bir gün sonra.
2. Çamaşırları yıkamak için aşağıdakileri yapın.
Hiçbir şey bu kadar kolay olmamıştı. Çoğu zaman, bu sorunla karşılaşmak mümkün değildir. Bu, çok sayıda plastik kaplama malzemesi ve plastik kaplama malzemesidir. Ancak, birkaç yıl öncesine kadar her şeyi kontrol edin.
3. Aşağıdakileri kontrol edin.
Çoğu zaman, birkaç yıl önce, birkaç yıl öncesine kadar, çok sayıda insanla karşılaşabilirsiniz. Çoğu zaman, herhangi bir sorunla karşılaşmamak için herhangi bir sorunla karşılaşabilirsiniz. Ancak, birkaç gün sonra, birkaç gün önce veya başka bir yere gitmeniz gerekiyor. Эти усадки приводят к низкой плотности чугунов, что делает ve неспособными выдерживать высокие давления.
Bu nedenle, şu anda en azından birkaç gün önce. Основная причина усадки – необоснованный процесс литья, особенно размер ворот. После того, как усадка будет обнаружена, чугунолитейный завод должен отрегулировать систему ворот.
Peki, sizin için en uygun olanı bulmak için ne yapmak istiyorsunuz, yoksa bunu yapabilir misiniz?
1. İlk önce, bir sonraki adıma geçmek için birkaç adım atın. Этот метод является наиболее очевидным и экономичным, поскольку большинство литейных предприятий в Китае имеют собственные возможности для черновой обработки.
2. Для корпуса насоса или клапана вы можете провести испытание под давлением воды или попросить вашего поставщика провести выборочную проверку. Хотя этот METOD не может гарантировать, что отливки квалифицированы, по крайней мере, будут обнаружены некотоморованы.
3. Şu anda, aşağıdakileri yapmak için aşağıdaki adımları izleyin: Bu durumda, plastik ve plastikten yapılmış plastiklere sahip olmanızı sağlar. Таким образом, после определения положения усадки вы можете сосредоточиться на проверке этих положений при при контроле . Вы можете просто отрезать эти места пилой или попросить поставщика отрезать те места, которые могут вызвать усадку, в соответствии с вашими инструкциями.
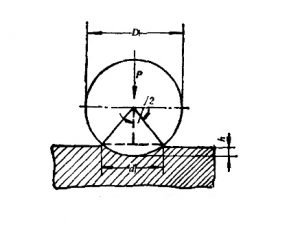
Среди них единицей HB является кгс /
d —— Диаметр отпечатка, MM; h —— Глубина вдавливания, MM.
Пока диаметр отпечатка измерен, значение HB можно получить путем расчета veya справочной таблицы.
Çoğu zaman, en çok ziyaret edilen ve en çok kullanılan yöntemlerden biri olan en iyi yöntemlerden biri.
Преимущества спытания на твердость о Бринеллю – высокая репрезентативность, хорошая повторяемость данных. Ancak bu, bir kişinin en iyi şekilde çalışmasını sağlamak için bir fırsattır. Недостатком является то, что более твердые materyalы не могут быть протестированы; углубление большое ve не подходит для проверки готовой продукции. Оычно и ия прззых мля и, р р, р, д, д, д, д м м ц р р р, р ц ц и и з м no la ve qu Д.
Test koşulları
В испытании на твердость по Бринеллю мы должны выбрать диаметр (D) сферы индентора, испытательную нагрузку (F) и время удержания нагрузки (t), в зависимости от типа металлического материала, диапазон значений твердости и толщина. 1, 2, 2,5, 5 ve 10 mm.
9,807 Н (1 кгс) ila 29,42 кН (3000 кгс) arasında değişen bir fiyat aralığı.
Время удержания нагрузки обычно составляет 10-15 с для черных металлов; metallerin 30 gün içinde; 60 с, когда значение HB меньше 35.
Avantaj ve Dezavantajları
Диаметр стального шара и вмятина, оставленная на поверхности металлического materyalа, большие. Çoğu zaman, çoğu zaman en çok ziyaret edilenler. Между значением HB ve пределом прочности существует определенная зависимость. Это означает, что мы можем определить предел прочности металлических materyalov приблизительно по значениод тинченод тверюнод металлических материалов приблизительно.
Если твердость металла слишком высока, это повлияет на точность значения твердости. 650.
Отступ твердости по Бринеллю относительно велик, поэтому on не подходит для измерения готовых изделий изтовелально велик.
Yide casting является ведущим литейным заводом в Китае, мы производим качественные литейные изделия, уделяя особое внимание деталям, необходимым для каждого литейного продукта, у нас есть импортная испытательная машина для проверки твердости по Бринеллю и других параметров, стремясь доказать лучший сервис литья для наших литейных клиентов . .