ASTM A536 80-55-06 Sfero Döküm
ASTM A536 80-55-06 Sfero Döküm
ASTM A536 80-55-06, özel bir sfero döküm demir sınıfıdır. Nispeten yüksek gerilme dayanıklılığıne ve uzamaya sahip olması açısından, iyi bir malzemedir.
Bugün sizlerle mekanik özellikleri ve kimyasal koleksiyonunu paylaşacağız.
1. Sfero Döküm ASTM A536 80-55-06'nın Mekanik Özellikleri
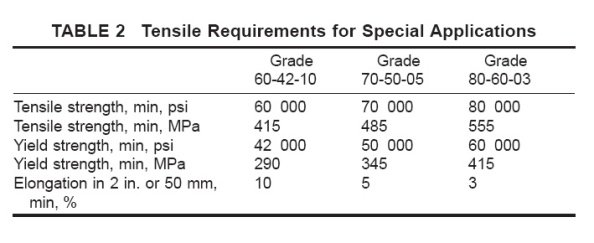
Çekme Mukavemeti ≥ 550 MPa (80.000 psi). Verim Mukavemeti ≥ 380 MPa (55.000 psi). Uzame ≥ %6.
Bu kalitenin aralığı 180 – 250 HB'dir. (Brinell Sertliği) ısıl işlem görmemiş. Ancak, bu derece için kesin bir hüküm yoktur.
2. Sfero Döküm ASTM A536 80-55-06 Kimyasal Bileşimi
Dökümhaneler, üretim deneyimlerine göre kimyasal grupları ayarlayabilirler. Ancak Standartlarda yer alan mekanik özelliklerin gerekliliklerini karşıladığınızdan emin olun.
Aşağıdaki tablo, üretim kılavuzunda kullanılamayan yaklaşık bir kimyasal aralıktır.
| ASTM A536 | C % | Si% | milyon % | P % | % S | Mg % |
| 80-60-03 | 3.00-3.60 | 2.30-2.90 | 0.30-0.600 | ≤0.06 | ≤0.04 | 0.030-0.055 |
3. Sfero Döküm ASTM A536 80-55-06 Eşdeğer Kaliteleri
Çoğu sünek demir sınıfının ≤500 MPa veya ≥600 MPa çekme dayanımı testlerinden, ASTM A536 80-55-06'ya eşdeğer bir kalite yoktur. Sonuç olarak, bu malzeme kalitesi özel hale gelir. Yine de bu değil 70-50-05 ve 80-60-03'e benzer. Çekme dayanımını ve uzamayı artırmak için kimyasal grupları ayarlamanız yeterlidir.
4. Sfero Döküm ASTM A536 80-55-06 Uygulamaları
Bu malzeme kalitesi, yaygın yüksek çekme dayanımı ve uzaması sayesinde birçok türde demir dökümün tüketiminde kullanılır. Ve Amerikan yerleşiminin favori sünek demir malzeme kalitesidir.
Bu kalitenin ana uygulamaları, rögar koruyucuları, traktör demir parçaları, hidrolik silindir kızak frenleri, tarım makineleri parçaları, pulluk parçaları ve otomotiv parçalarıdır. Aşağıdakiler, Çin'deki Yide Döküm (Jinma Foundry) tarafından yapılan bazı sfero döküm parçalarıdır.






Yide döküm, 28 yıllık döküm demiri konusunda, döküm demiri yapılandırma çizim dosyanıza ve ihtiyacınıza göre üretebilen bir döküm dökümhanesidir. Bir döküm üreticisi aranıyor, daha fazla bilgi için lütfen bizimle iletişime geçmekten geçin ve daha fazla bilgi için fabrikamızı ziyaret etmenizi bekliyoruz.