Ferro dúctil ASTM A536 80-55-06
Ferro dúctil ASTM A536 80-55-06
ASTM A536 80-55-06 é uma classe especial de ferro fundido dúctil. É um material relativamente bom por ter uma resistência à tração e alongamento comparativamente altos.
Hoje, vamos compartilhar as propriedades mecânicas e composição química com você.
1. Propriedades mecânicas do ferro dúctil ASTM A536 80-55-06
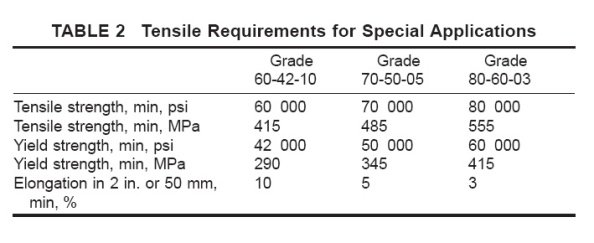
Resistência à tração ≥ 550 MPa (80.000 psi). Força de rendimento ≥ 380 MPa (55.000 psi). Alongamento ≥ 6%.
A faixa de dureza desta classe é 180 – 250 HB. (Dureza Brinell) sem tratamento térmico. No entanto, não há estipulação estrita para esse grau.
2. Composição Química de Ferro Dúctil ASTM A536 80-55-06
As fundições poderiam ajustar a composição química de acordo com sua experiência de produção. Mas certifique-se de atender aos requisitos de propriedades mecânicas das Normas.
O gráfico a seguir é uma faixa aproximada de composição química, que não pode ser usada como guia de produção.
| ASTM A536 | C % | Si % | Mn % | P % | S % | Mg % |
| 80-60-03 | 3.00-3.60 | 2.30-2.90 | 0.30-0.600 | ≤0.06 | ≤0.04 | 0.030-0.055 |
3. Graus equivalentes de ferro dúctil ASTM A536 80-55-06
Por conta de 0f a maioria dos graus de ferro dúctil requer a resistência à tração ≤500 MPa ou ≥600 MPa, não há grau equivalente a ASTM A536 80-55-06. Em conseqüência, esse tipo de material se torna especial. No entanto, essa nota é semelhante a 70-50-05 e 80-60-03. Você só precisa ajustar a composição química para aumentar a resistência à tração e o alongamento.
4. Aplicações de ferro dúctil ASTM A536 80-55-06
Este tipo de material tem sido usado para a produção de muitos tipos de fundições de ferro, graças à sua resistência à tração e alongamento comparativamente altos. E é um tipo de material de ferro dúctil favorito dos clientes americanos.
As principais aplicações desse tipo são tampas de bueiros, peças de ferro para tratores, suportes de berço de cilindros hidráulicos, peças de máquinas agrícolas, pontas de arado e peças automotivas. A seguir estão algumas peças de ferro dúctil feitas por nossa fundição Yide (Jinma Foundry) na China.






A fundição de Yide é uma fundição de fundição experiente, especializada em ferro fundido por 28 anos, pode fabricar as peças de ferro fundido de acordo com seu arquivo de desenho e exigência. Se você estiver procurando por um fabricante de fundição, sinta-se à vontade para entrar em contato conosco para obter mais detalhes e você está convidado a visitar nossa fábrica para obter mais detalhes.