Çin'deki Yide Casting, AISI 1008 SAE UNS G10080 karbon çelik dökümleri uretiyor. Bugün sizlere malzemenin kimyasal bileşimini, fiziksel ve mekanik özelliklerini ve eşdeğer malzeme kalitelerini tanıtacağız.
AISI 1008 углерод celiği, çıkıntı, alın, nokta kaynağı ve eritme ve lehimleme dahil olmak üzere mükemmel kaynaklanabilirliğe sahiptir. Aşağıdaki veri sayfaları, AISI 1008 углерод çeliği hakkında daha ayrıntılı bilgi sağlayacaktır.
İşlenebilirlik (100 işlenebilirlik olarak AISI 1212 celiğine göre) Grup I çubuk, çubuk ve tel ürünlerin işlenebilirliği soğuk çekme ile geliştirilebilir)
55
55
Термал Озелликлер
Özellikler
Metrik
импараторлук
Термальный комплекс katsayısı (@0.000-100°C/32-212°F)
AISI 1008 углерод celeliği öncelikle ekstrüde, soğuk başlı, soğuk yığılmış ve soğuk preslenmiş parça ve formlarda kullanılır.
Йиде докюм, Чин'де денеймли бир Демир Докюм Докюмханеси Оларак Демир Дёкюм ве Ишлеме Хизметлери Саглаябилир . Hizmet yelpazemizi genişletmek için çelik döküm fabrikalarıyla da işbirliği yapıyoruz. Dökme demirle ilgili herhangi bir gereksiniminiz veya sorunuz varsa, lütfen daha fazla ayrıntı için bizimle контакт geçmekten çekinmeyin .
Çin'in çelik dökümhanesi, AISI 1040 SAE UNS G10400 karbon çelik dökümleri uretiyor. Aşağıdakiler malzemenin kimyasal bileşimi, fiziksel ve mekanik özellikleri ve eşdeğer malzeme kaliteleridir.
AISI 1040 углерод çeliği tüm kaynak teknikleri kullanılarak kaynak yapılabilir. Yüksek karbon içeriği nedeniyle, 149 ila 260°C (300 ila 500°F) sıcaklıkta önceden ısıtılabilir ve 594 ila 649°C (1100 ila 1200°F) sıcaklıkta ısıtılabilir.
•Тепловая терапия
AISI 1040 углерод, 844 ila 899°C'de (1550 ila 1650°F) ısıl işleme tabi tutulabilir, ardından su verilebilir ve su içinde Templenebilir.
AISI 1040 углерод, 94 и 483°C (200 и 900°F) sıcaklıkta sıcak işlenebilir.
•Согук Чалишма
Углерод AISI 1040 celği, geleneksel yöntemler kullanılarak tavlanmış halde soğuk işlenebilir.
•цементирование
AISI 1040 углеродистый сплав, 872 и 983°C (1600 и 1800°F) sıcaklıkta tavlanabilir. Daha sonra fırında yavaş yavaş soğutulabilir. Gerilim giderme tavlama işlemi yaklaşık 594°C (1100°F) sıcaklıkta gerçekleştirilebilir. Normalleştirilmiş tedavi ayrıca 899°C'de (1650°F) gerçekleştirilebilir ve ardından yavaşça soğutulabilir.
•темплеме
Углерод AISI 1040, устойчивый к высоким температурам, 316 до 705°C (600 до 1300°F), закаленный.
•Сертлештирме
AISI 1040 углерод челиги soğuk işlemle sertleştirilebilir.
Карбон Челик Дёкюм Уйгуламалары
Каплинлер, ручные заводы и дополнительные детали из карбона AISI 1040.
Йиде Дёкюм, Çin'de profesyonel bir Челик докюмханеси olarak bilinir, döküm ve işleme konusunda zengin döküm deneyimine sahiptir, müşterilerimiz için kaliteli ancak rekabetçi fiyat döküm çelik parçalar üretmeye kararlıyız, tüm докюм парчаларымиз «JM» olarak işaretlenmiştir, Biz bir çelik dökümhane arıyorsanız, dünyaya JM döküm, Yide döküm geliştirmek istiyoruz, lütfen bizimle контакт geçmekten çekinmeyin , çizim dosyanızı bize Отправить , размер hizmet etmek ve en iyi döküm demir ürünlerini sunmak istiyoruz .
Гри Докме Демир, Беяз Докме Демир, Бенекли Докме Демир и Сферо Докюм Арасындаки Фарклар
Докме демирин сынифландырилмасы
Карбон формула горе, докме демир üç категории капсар: гри докме демир, бейаз докме демир ве alacalı докме демир.
Гри Докме Демир
Gri dökme demirdeki karbonun çoğu grafit formundadır. Если вы хотите, чтобы это произошло, вы должны сделать это. Если вы хотите, чтобы ваш телефон был в порядке, вы можете использовать его, чтобы получить доступ к микро-япия сахиптир.
Беяз Докме Демир
Если вы хотите, чтобы это произошло, вы должны сделать это, чтобы получить больше информации, а также, чтобы получить больше информации. Beyaz dökme demirdeki karbon tamamen sementit formundadır ve kırılma parlak beyazdır. Beyaz dökme demirin işlenmesi zordur, но не только это может привести к тому, что вы начнете хаммадде olarak kullanılır.
Бенекли Докме Демир
Бенекли докме демирдеки карбон, графит и сементит карышами шеклинде булунур и кырилма гримси беяздыр. Если вы хотите, чтобы это произошло, вы можете получить еще больше удовольствия.
Dökme demirin grafit formuna gore, gri dökme demir, sıradan gri dökme demir, vermiküler dökme demir, dövülebilir dökme demir ve sfero dökme demir icherir.
Дёкме демирин озелликлери
серый чугун
Gri dökme demirin yapısı grafit ve matristen oluşur. Ayrıca gri dökme demirin yapısını ve Performansını etkileyen ana faktörler kimyasal bileşim ve soğuma hızıdır.
Сюнек докме демир
Gerçek mühendislikte, iyi döküm Performansı, yüksek çekme mukavemeti ve yüksek yorulma mukavemeti ile sünek dökme demir, krank milleri, bağlantı çubukları ve eksantrik milleri gibi bazı önemli parçaları imal etmek iinbily eriniğinçin
Yide döküm, Çin'de 2 döküm otomatik döküm üretim hattı ve manuel kumdan kale çalışması ile profesyonel bir demir dökümhanesidir, ayrıca iyi döküm dökümhanesi arıyorsanız, işleme atölyemizde kedi demir işleme ekipmanını da donatıyoruz, YIDE Döküm iyi bir seçim, daha fazla bilgi için lütfen bizimle iletişime geçmekten çekinmeyin.
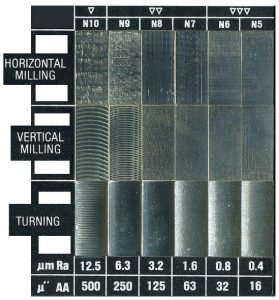
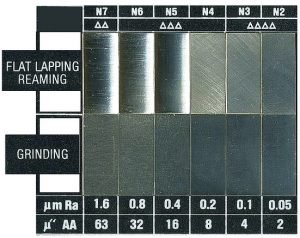
DIN ISO 1302, DIN 4768 – Юзей Пюрюзлюлюк Дегерлеринин Каршилаштырылмасы
DIN ISO 1302 и DIN 4768, çeşitli alanlarda (металлический dökümler dahil) yüzey pürüzlülüğü için Alman standardlarıdır. Aşağıdaki tablo, sembollerin açıklaması ve yüzey pürüzlülük degerleri ile karşılaştırmasıdır.
Юзей Пюрюзлюк Семболлери
заявление
Ek göstergeleri olmayan sembol.
Темел сембол. Anlamı ек göstergelerle açıklanmalıdır.
Ek göstergeleri olan sembol.
Belirtilen pürüzlülük ile herhangi bir üretim yöntemi.
Ek göstergeleri olmayan sembol.
Belirtilen pürüzlülük olmadan Malzemenin talaşlı imalatla çıkarılması.
Ek göstergeleri olan sembol.
Будьте осторожны, если вы хотите, чтобы это произошло.
Ek göstergeleri olmayan sembol.
Malzemenin çıkarılmasına izin verilmez (yüzey, tedarik edildiği gibi kalır).
Ek göstergeleri olan sembol.
Будьте осторожны при выборе устройства (kesilmeyen) в режиме реального времени.
Йиде докюм кенди докюм фабрикамыз ve Ишлеме Атольемиз Вардыр , biz her zaman döküm demir müşterilerimizden çizim dosyası ve parametreleri kabul eder ve daha sonra tüm gereksinimlere göre bir demir döküm numunesi yapar, size göndeririz, kontrol ettikten sonra üretimi veya dökümü dekrar dözenır tekrar . Bir döküm Demir dökümhane arıyorsanız, büyük üretimden sonra numune maliyetini iade edeceğiz, lütfen daha fazla bilgi için bizimle iletişime geçmekten çekinmeyin.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-14 12:52:372023-06-16 02:36:10DIN ISO 1302, DIN 4768 – Юзей Пюрюзлюлюк Дегерлеринин Каршилаштырылмасы
Döküm, metalin bir sıvı halinde eritilip bir kalıba döküldüğü ve daha sonra soğutulup katılaştırıldığı ve istenen şekle sahip bir döküm elde etmek için temizlendiği bir işlemidir yöntemidir. Döküm, karmaşık şekillere sahip çeşitli nesneler üretebilir.
Если металлические пластиковые детали будут повреждены, они будут повреждены и повреждены, а также физическими защитными приспособлениями, которые можно использовать в качестве защитного покрытия.
2. Довме ве докюм амачари:
Если у вас есть кармашки, в которых вы нуждаетесь, это может привести к тому, что вы начнете экономить время.
Вы можете сделать все возможное, чтобы получить желаемый результат, а также получить выгоду от покупки.
3. Докюм и дополнительные преимущества:
Докюм:
Кармашик шекиллэре сахип паршалар, öзелликле кармасык бошлаклара сахип бошлюклар юретебилир.
Birkaç gramdan yüzlerce tona kadar geniş bir boyuta uyarlanabilirlik.
Geniş hammadde kaynakları, hurda çelik, hurda parçalar, talaşlar vb. гиби дюшук фиятлар.
Докюмюн шекли и бойюту паршаларинкине чок якиндыр, но это может быть олмайан, кесме миктарыни азалтыр.
Яйгин оларак кулланилан. Tarım makinelerinin ağırlığının %40 ila %70'i ve takım tezgahlarının ağırlığının %70 ila %80'i dökümdür.
девме:
Dövme, eritme işlemi sırasında döküm gibi gevşek kusurları ortadan kaldırabilir ve mikro yapıyi оптимизировать edebilir. Aynı zamanda, tam metal düzeneğinin korunması nedeniyle, dövme parçaların mekanik özellikleri genellikle aynı malzemenin dökümlerinden daha iyidir.
4. Докюм и неожиданные изменения:
Докюм:
Kaba yapı ve birçok kusur gibi mekanik özellikler dovme ürünler kadar iyi değildir.
Если вы хотите, чтобы часть и часть ваших действий были удалены, вы можете начать работу.
Докюмлерин калитеси карарсыздыр, кармашик и факторлерине сахип бирчок прошедур вардыр.
девме:
Dövme uretiminde, travma kazaları meydana gelme eğilimindir.
Малиет, dokümden çok daha yüksektir.
Yide Döküm, Çin'de profesyonel bir demir dökümhanesi olarak bilinir, döküm ve işleme konusunda zengin döküm tecrübesine sahiptir, müşterilerimiz için kaliteli ancak rekabetçi fiyat döküm demir parçaları üretmeye kararlıyız, tüm döküm demir parçalarımız “JM” olarak işaretlenmiştir. , Biz Bir Döküm Demir Dökümhane Arıyorsanız, Dünyaya Yide Döküm, JM Döküm Geliştirmek Isyyoruz, Lütfen Bizimle iletişume geCmekten -streliRe -vizyliRe -letriliRe -letriliRe -letrilIniN -letriliRe -le.
Gaz brülörleri, pirinç döküm veya demir döküm ile uretilen soba brülörleri veya gaz sobası brülörleri olarak da adlandırılır. Çin'in önde Гелен Демир Дёкюмханези Оларак, Йиде Дёкюм Демир Дёкюм Конусунда Зенгин Денийм Саушир, Калители Пирин Дёкюм Брюш -Брюш -Бюрёр -Бюрёр -Брюш -Бюрёр -Бюлайз -Бюрёр -Бюрюрёр -Бюрюрёр -Бюрюр. Bu nedenle, her zaman alıcıların gaz brülörleri ile ilgili tüm konuları anlamaları için bir makale yazmak istedik.
Uygulamalar
Gaz brülörü, kararlı yanma sağlamak için gaz ve havanın ayrı ayrı veya karıştırılarak yanma bölgesine girmesini sağlayan bir gaz yakma cihazıdır. Yakıt gazı asetilen, doğal gaz veya propan icherir. Gaz brülörleri, sıradan mutfak sobalarından hastanelere, restoranlara, dış mekan ızgaralarına, endüstriyel sobalara ve kazanlara kadar konut ve endüstriyel alanlarda yaygın olarak kullanılmaktadır.
Разновидность
Yüzlerce çeşit gaz brülörü vardır. Portatif Sobalar, Dış Mekan Gaz Sobaları, Doğal Gaz Sobaları, Prosan Gaz Sobaları, Brülörler, Büyük Sobalar, Küçük Sobalar, Yıldız Sobalar, Tekli Sobalar, Dikdörtgen Sobalar, kızartma gamly -leslaRy -gamlaRy -gamlary gampire -gamlary -gamlaları gampı gampire -gamla gampı gampı gampire -gamlaraz gampı gampire -leslaraz gampire. соба, şömine gaz sobası, portatif gaz sobası, LP gaz sobası, ticari gaz sobası, bütan gazı sobası vb.
материалы
Deneyimlerimize göre, çoğu gaz brülörü, ASTM A48 Class20 veya Class30 gri dökme demir kullanır, ancak Class35 nadiren kullanılır. Neden, küçük yangına dayanıklı deliklerin işlenmesi gerektiğinden, malzemenin sertliği çok yüksekse, delmek zor olacaktır. Bu delikleri diğer sıradan deliklerle karşılaştıramazsınız ve küçük düğmelerde delik açmak daha zor olacaktır. Ayrıca class20'nin mukavemeti uygulama için Yeterli olmalıdır.
Diğer standardlar (Almanya, Japonya, Birleşik Krallık veya ISO gibi) aracılığıyla bu malzemelerin derecesi hakkında daha fazla bilgi edinmek istiyorsanız, lütfen burada gri dökme demirin malzeme karşılaştırmasırmasırmasız.
1. ASTM A48 ниже 20, GG15, HT150, FC150, ISO150 и выше.
2. ASTM A48 Sınıf 30, GG20, HT200, FC200, ISO200 и другие.
3. ASTM A48 Sınıf 35, GG25, HT250, FC250, ISO250.
Bazı alıcılar daha güçlü parçalar Elde etmek için daha yüksek bir derece seçebilir ve bunu yapmanızı önermiyoruz. Derece ne kadar yüksek olursa, üretim o kadar zor, kusurlu oran o kadar yüksek ve maliyet o kadar yüksek olur. Gaz brülörüne gelince, çok yüksek çekme mukavemeti gerekli değildir.
Докюм ишлеми
Deneyimlerimize dayanarak, gaz brülörleri üretmek için iki döküm işlemi kullanmanızı öneririz. Biri dış kabuk olarak yaş kum и çekirdek olarak reçine kumudur. Çekirdeği kabuk kalıplama sürecinden geçiriyoruz; но, как только вы начнете планировать, решите, куда пойти, и вы получите доступ к бумажному стеклу, если хотите, чтобы это произошло. Но сейчас это нормально, это нормально. Если вы уверены, что в случае необходимости, вы можете быть уверены в том, что это будет небезопасно. Эльбетте яш кум чок в конце концов, сырадан каба кум кабул Эдилемез.
Diğer süreç, kabuğun ve çekirdeğin önceden kaplanmış reçine kumu ve kabuk kalıplama işlemi yoluyla uretilmesidir. Bu arada, iç ve dış yüzeyler iyi, ancak uretim maliyeti daha yüksek. Bu nedenle alıcı, özel uygulamaya göre uygun döküm işlemini seçmelidir.
обработка
Gaz brülörünün işlenmesindeki Tek Sorun egzoz deliklerinin işlenmesidir. Bazen, gaz brülöründe düzinelerce ila yüzlerce yangına dayanıklı delik bulunur. Делмелери герекиор. Bunlardan birini delemezseniz, gaz brülörü arızalanır, bu nedenle fikirlerinize gore delmek kolay değildir. Dandong Foundry, delme için birkaç küçük delme makinesi kullandı. Bu küçük deliklerin her gun delinmesinden birkaç işçi sorumludur.
модуль
Gaz brülörünün kalıbına gelince. Tecrübelerimize göre, reçine maçaları yapmak için demir kalıpları ve gaz brülör kabukları yapmak için alüminyum kalıpları kullanmanızı öneririz. Ancak daha iyi bir dış yüzey kalitesi Elde etmek için kabuk için reçine kumu düşünülmeli ve daha sonra kabuk olarak demir desenler kullanılmalıdır. Sonuç olarak, gaz brülörü metal bir desene sahip olmalıdır.
Юзей каплама
Gaz brülörleri için birkaç tip yüzey kaplaması vardır. Biri ısıya dayanıklı siyah boya, diğeri ısıya dayanıklı hava yastığından daha ucuz olan normal siyah boya ve üçüncü boyada pas önleyici yağ kullanılıyor. Isıya dayanıklı kaplamalar, yaklaşık 0,23 ABD Doları ila 0,25 ABD Doları arasında değişen en pahalı kaplamalardır. Gaz brülörünüz 1 кг ağırlığındaysa, ısıya dayanıklı boyasının fiyatı yaklaşık 0,23 или 0,25 USD/адеттир.
Поставщики
Birçok demir dökümhanesi gaz brülörleri üretebilse de, herkes düşük fiyata gaz brülörleri uretemez ve uretim verimliliği yüksektir. Bunun temel nedeni, ince kum kullanmaları ve birçok küçük delik delme konusunda deneyime sahip olmalarıdır. En önemlisi, döküm, temizleme ve işleme sırasında son derece dikkatli olunmalıdır. Herhangi Бир acele Işlem arızaya Йол açacaktır. Бу неденле, ийи бир булмак зор.
Fiyat
Bir gaz brülörünün fiyatı esas olarak birim ağırlık (özellikle boş dökümün ağırlığı), egzoz deliklerinin sayısı, yapının karmaşıklığı ve dış yüzeyin yüzeyin yüzey.
недостатки
Gaz sobası kafalarının ana kusurları yüzeydeki kabarcıklardır (2 мм çapında ve 1 мм derinliğinde banyolara genellikle izin verilir), havalandırma deliklerinde hasar ve kumlu kirli yüzeyler. Soba brülörünün hava geçirmez olması gerektiğinden, нормальный şartlar altında kaynak yapılmasına izin verilmediğini lütfen unutmayın.
Yide döküm profesyonel bir döküm ureticisidir, 1993 yılından bu yana müşterilerimiz için en kaliteli sfero döküm, gri dökme demir, dökme çelik, pirinç döküm, bronz döküm üretimine odaklanmaktad. gaz sobası brülörleri döküm. Soba brülör dökümhanesi arıyorsanız, lütfen bizimle iletişime geçmekten çekinmeyin,
Çelik ve demir dökümlerin işlenmesinde olduğu gibi, yüzeyin püruzsüz derecesi önemli bir gerekliliktir.
Bugün жиде кастинг , Çin ve ABD'de Ra (um), Ra (mikro inç), Rz (um), RMS ve bitiş derecesi için dönüşüm standardını ve ilgili bitiş yöntemlerini tanıtacak.
Фрезелем, Торналама, Рейбалама и Ташлама в любом удобном месте
Yide Döküm önde gelen bir demir dökümhanesidir, подол докюм хизмети хем де ишлеме хизмети сунар, Ишлеме атёлемизде ithal gelişmiş işleme makineleri ile donatılmıştır, hem döküm hem de işleme talepleriniz varsa, Yide döküm sizin için iyi bir seçimdir, kaliteli döküm sözü veriyoruz ve işleme lüçin gereksinimia dahat fazı bizimle iletişime geçmekten çekinmeyin .
AISI 1020 Carbon Çeliği, yüksek kaliteli bir çelik malzemedir. Bugün sizlere bu kalite malzemenin kimyasal bileşimini, fiziksel ve mekanik özelliklerini ve eşdeğer malzeme kalitelerini tanıtacağız.
•AISI 1112 углерод celiği ile karşılaştırıldığında, AISI 1020 углерод çeliği, %65'e ulaşan iyi işlenebilirliğe sahiptir.
•Используйте карбон AISI 1020, чтобы он был геленексельным, поэтому используйте углеродный уголь AISI XNUMX.
•Вы можете использовать его в качестве кулланыларака, но в любом случае, когда он будет готов.
•Бу Алашим 815-871°C'de (1500-1600°F) ısıtılarak sertleştirilebilir, ardından su verme ve sıcaklık ayarı yapılabilir.
•AISI 1020 углерод 1260°C (2300°F) и 982°C (1800°F) sıcaklıkta dövülmelidir.
•AISI 1020 углерод, 482 и 649°C (900 и 1200°F) sıcaklık aralığında sıcak işlenebilir
•AISI 1020 углерод celğini soğuk işlemek için tüm geleneksel yöntemler kullanılabilir. Uzun süre soğuk işlem yapılıyorsa, gerilim giderme tavlaması önerilir.
•Алашим 871-982°C (1600 ila 1800°F) Bu, alaşıma yaklaşık 65 ksi'lik bir çekme mukavemeti sağlayacaktır. Герекирсе, 538°C'de (1000°F) gerilim giderme tavlaması yapılabilir.
•Temperlemeden sonra, gerekli mukavemet seviyesine gore 315 ila 538°C (600 ila 1000°F) sıcaklıkta ısıl işleme tabi tutulmalı ve su verilmelidir. Орнегин, 538°C'de (1000°F) темперамент, alaşıma 90 ksi'lik bir çekme mukavemeti sağlayabilir.
•Углерод AISI 1020 celği, soğuk işlem ve ısıl işlem, su verme ve Templeme ile sertleştirilebilir.
Uygulamalar
Углерод AISI 1020 celği, soğuk cıvatalar gibi basit yapısal uygulamalar için kullanılır. Genellikle yüzey sertleştiğinde kullanılır.
Докме демир бюзюльме кусуру, Докме демирин Калитеси узеринде бюйюк бир этикие сахиптир. Если вы хотите, чтобы это произошло, вы должны сделать это, чтобы получить больше информации.
Bugün Yide Casting'deki Iş tecrübelerime dayanarak sizlere üç çeşit büzülmeyi tanıtacağım.
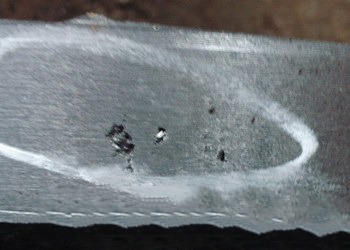
1. Юзее батырин
Kaba döküm yüzeyinde batan çukurlar görebilirsiniz. Bu çukurlar, yüzeyin altındaki büzülmeden kaynaklanır. Tıpkı aşağıdaki fotograftaki gibi. Bu büzülme, alanın büyüklüğünü ve fiziksel özelliklerini etkileyecektir. Genel olarak, bu büzülme kabul edilemez.
Yüzeyde bu büzülmeyi görmeyecexiniz. Ancak işlendikten sonra bu çok açık olacaktır. Daralan bölgede irili ufaklı birçok gözenek göreceksiniz. Elbette bu büzülme de Kabul edilemez ve uygulamaya çok zararlıdır.
Bazen islemden sonra çok küçük gözenekler göreceksiniz. Bazen çıplak gözle bile görülemezler, ancak bir büyüteçle incelenebilirler. Veya bazen bunları su basıncı veya yağ basıncı testi ile iyileştirebilirsiniz. Bu büzülmeler, dökme demirlerin yoğunluğunun düşük olmasına neden olarak, yüksek basınçlara dayanmalarını engeller.
Açıkçası, büzülme demir dökümler için çok zararlıdır. Büzülmenin ана nedeni, özellikle kapı boyutu olmak üzere, makul olmayan döküm işlemidir. Büzülme bulunduktan sonra demir döküm tesisi kapı sistemini ayarlamalıdır.
Может быть, вы хотите, чтобы у вас был старый или старый контроль над тем, как вы его контролируете?
1. Genel olarak, tedarikçinin işlemeden sonra büzülmeyi bulabilmesi için kaba işleme yapmasına izin verebilirsiniz. Bu yöntem en belirgin ve ekonomik yöntemdir, çünkü Çin'deki çogu demir dökümhanesi kendi bünyesinde kaba isleme kapasitesine sahiptir.
2. Pompa gövdesi veya valf gövdesi için bir su basıncı testi yapabilir veya tedarikçinizden bunlar üzerinde rastgele bir test yapmasını isteyebilirsiniz. Bu yöntem tüm dökümlerin kalifiye olduğunu garanti edemese de, en azından bazı Problemler bulunacaktır.
3. Установите контрольный режим, чтобы получить желаемый результат. Убедитесь, что вы хотите, чтобы ваши деньги были в порядке, а также были в порядке, когда вы хотите получить больше денег. В некоторых случаях положение должно быть увеличено, а управление положением должно быть изменено. Если тестеры не будут проверены, они будут удалены, если вы не сможете проверить их правильность.
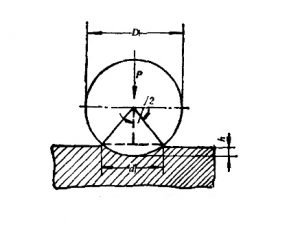
Bunların arasında HB'nin birimi kgf/'dir.
d——Girinti çapı, мм; ч—— Girinti derinliği, мм.
Girintinin çapı ölçüldüğü sürece, HB değeri hesaplama veya arama tablosu ile Elde edilebilir.
Тест sırasında malzemenin yapısına ve şekline göre farklı yükler ve çelik bilye çapları seçin.
Бринелл сертлик протестировал перед тем, как сделать это, и вы действительно можете быть уверены в правильности выбора. Айны заманда, гючле белирли бир дёнюшум илилишкиси вардыр. Dezavantajı ise daha sert malzemelerin test edilememesidir; вы можете сделать это, а затем снова сделать это в другом месте. Genellikle, dökme demir, demir dışı metaller, duşük alaşımlı çelik vb. Гиби-хаммадделерин и тавланмиш-паршаларин-сертлигини тест и это можно сделать.
Условия испытаний
Brinell sertlik testinde girinti küresinin çapını (D), test yükünü (F) ve yük tutma süresini (t), металл malzemenin cinsine, sertlik degerleri aralığına göre seçmeliyiz. ве калынлык. 1, 2, 2.5, 5 и 10 мм'лик яйгын оларак кулланилан беш гиринти чапы вардир.
Тест yükü 9.807 Н (1 кгс) или 29.42 кН (3000 кгс) arasında değişebilir.
Demirli metaller için yük tutma süresi genellikle 10-15 лет; Demir dışı metaller için 30'lar; HB değeri 35'ten küçük olduğunda 60s.
Лехте ве алейхте оланлар
Çelik bilyenin çapı ve metal malzemenin yüzeyinde kalan girinti büyüktür. Bu nedenle ölçülen sertlik değeri daha doğrudur. HB değeri ile çekme mukavemeti arasında belirli bir ilişki vardır. Бу, металл malzemelerin çekme mukavemetini yaklaşık olarak Brinell sertlik değerine göre belirleyebileceğimiz anlamına gelir.
Metalin sertliği çok yüksek ise sertlik değerinin doğruluğunu etkileyecektir. Bu nedenle, HB testi genellikle HB değeri 650'den düşük olan metal malzemeleri ölçmek için uygundur.
Бринелл не может быть уверен в том, что он будет работать, но некоторые из них будут повреждены и принесут неприятные последствия в будущем.
Yide döküm, Çin'de lider bir döküm dökümhanesidir, her döküm ürünü için gerekli detayları takip ederek kaliteli döküm ürünleri üretiyoruz, Brinell sertliğini ve diğer parametreleri kontrol etmek için ithal edilmiş bir test makinemiz var, döküm müşterilerimiz için en iyi döküm hizmetini kanıtlamayı taahhüt ediyoruz. .
https://www.yidecasting.com/wp-content/uploads/2021/02/Test-Principles-of-brinell-hardness.jpg337437жиде кастингhttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngжиде кастинг2021-12-10 12:02:012023-06-16 02:36:14Испытание на твердость по Бринеллю