Manuel Hidrolik Transpalet Yapı Prensipleri
Manuel Hidrolik Transpalet Yapı Prensipleri
Manuel hidrolik transpalet, kompakt, kullanışlı, esnek, ağır hizmet tipi ve dayanıklı bir kargo taşıma aracıdır. Kamyon, mal sevk etme işlevinine ek olarak, kısıtlamaları ve indirmeyi azaltmak için şasi ve depolar arasında bir hidrolik cihaz içerir. Kamyon, kargo dağıtım tabanının altına kolayca itilebilir ve ardından şasi hidrolik basınçla kaldırılır. Böylece zorlamak için kargoyu sürükleyebilirsiniz. Hedefe ulaştıktan sonra şasi hidrolik olarak indirilecektir. Ardından kargo uygun şekilde inecek ve kamyon kolayca çekilebilecek. Sonuç olarak, kamyon, karmaşık manuel taşıma araçlarına yardımcı olabilir. Manuel hidrolik transpalet, atölye kargo özellikleri için iyi bir yardımcıdır.
Manuel hidrolik transpalet esas olarak üç parçadan oluşur: tutamak, yağ silindiri ve araba gövdesi.

Manuel hidrolik transpalet kolu, hidrolik silindirin kaldırmalarını ve indirilmesini kontrol edebilir. Sapın uzunluğu genellikle yaklaşık 1 metredir. Uzun sap prensibi, insan gücü büyük ölçüde azaltır.
Manuel hidrolik transpalet ana gövdesi genellikle 4 mm çelik levhadan yapılır. Tekerlekler naylon ve poliüretandan değerlidir. Kullanım süresi, genellikle iyi aşınmalara sahip olan sahip olduklarıdır.
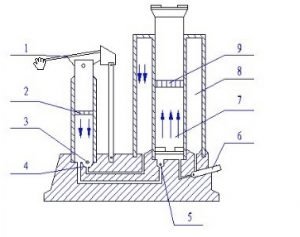
Manuel hidrolik transpalet, hidrolik şanzıman prensibini kullanır, çalışma ortamı olarak yağ kullanır, hacmin kullanımı yoluyla hareket iletir ve yağın iç basınç yoluyla kuvvet iletir.
Güç parçası
Ana hareket ettiricinin mekanik enerjisini, yağın basınç enerjisine (hidrolik enerjiye) dönüştürün. Örneğin: hidrolik pompa.
bölümü yönetici
Hidrolik pompa tarafından girilen yağ basıncı enerjisini, çalışma yüzeyini çalıştıran mekanik enerjiye dönüştürün. Örneğin: hidrolik silindirler, hidrolik motorlar.
Kontrol parçası
Yağın ölçüleri, tablo ve yön kontrol edin ve ayarlayın. Örneğin: basınç kontrol vanası, akış kontrol vanası ve yön kontrol vanası.
yardımcı parça
Yağ depolama, yürütme, ölçüm ve mülkiyet rolünü oynayan bir sistem oluşturmak için ilk üç parçayı birbirine bağlamak. Örneğin: boru hatları ve bağlantıları, yakıt tankları, filtreler, akümülatörler, contalar ve kontrol cihazları vb.
Bir ünite hacmindeki sıvının herhangi bir bölgesine uygulanan basınç, her yöne eşit olarak iletilebilir. Bu, birden fazla hidrolik silindir yükü, her bir fazla hidrolik silindirin kendi hızını çekeceği veya getireceği ve bu hızların yükü hareketini gerçekleştirmesi için gereken basınca bağlı olduğu anlamı gelir.