Tag Archive for: Portuguese-blog
Método de inspeção de aparência de ferro fundido dúctil
Método de inspeção de aparência de ferro fundido dúctil
O ferro fundido dúctil é um material de ferro fundido de alta resistência, cujas propriedades abrangentes são próximas às do aço. Com base em suas excelentes propriedades, tem sido usado com sucesso para fundir algumas peças com forças complexas e altos requisitos de força, tenacidade e resistência ao desgaste. O ferro fundido dúctil desenvolveu-se rapidamente em um material de ferro fundido, perdendo apenas para o ferro fundido cinzento e amplamente utilizado. A chamada “substituição do aço pelo ferro” refere-se principalmente ao ferro dúctil.

Geralmente, os requisitos técnicos de fundições de ferro dúctil incluem principalmente: propriedades mecânicas, formas e dimensões geométricas, qualidade de superfície e defeitos.
Não é permitida a presença de peças de ferro dúctil nos seguintes defeitos:
1. Defeitos macroscópicos como poros.
2. Inclusão de areia.
3. Inclusão de escória.
4. Porosidade ou encolhimento.
5. Defeitos microscópicos, como esferoidização deficiente e grãos de cristal excessivos.
As peças de ferro fundido dúctil não devem estar muito secas ou muito úmidas. Muito seco fará com que o molde não caia. E muito molhado para cair facilmente. Após a moldagem da areia de moldagem das peças de ferro dúctil, a superfície interna deve ser seca com um agente de revestimento. Para evitar que o ferro fundido colida com o molde de areia e faça com que a areia e a lama entrem no ferro fundido. O método de secagem do agente de revestimento para peças de ferro dúctil é geralmente de ignição e secagem. Como o agente de revestimento contém álcool, ferro frio é adicionado a alguns moldes de areia. O papel do ferro frio é acelerar o resfriamento e reduzir o encolhimento.

A inspeção de peças de ferro dúctil inclui inspeção de aparência, inspeção de partícula magnética e inspeção ultrassônica. A inspeção de aparência é um trabalho pesado em peças de ferro dúctil, que requer muita cooperação de retificação.
De um modo geral, os requisitos de inspeção de aparência de peças de ferro dúctil devem atender aos seguintes pontos:
1. Sem rachaduras, sem solda, sem inclusões não metálicas de superfície e lixamento.
2. A limpeza da superfície atinge Sa 2,5.
3. A rugosidade da superfície atinge A2.
4. Poros atinge C2.
5. A barreira contra o frio atinge D1.
6. Sem arranhões mecânicos.
Na inspeção de aparência de peças de ferro dúctil, devemos prestar atenção especial à diferença entre os poros superficiais e as bolhas superficiais.
Geralmente, os poros da superfície são lisos e regulares na parede interna. Enquanto as bolhas na superfície são relativamente irregulares e contêm mais poeira ou areia e outras impurezas não metálicas. Se os recessos da superfície das peças fundidas de ferro dúctil forem poros, eles podem ser comparados com o bloco de teste SCRATA. Se forem consideradas bolhas superficiais, geralmente precisam ser polidas e reparadas, porque as raízes da maioria das bolhas se estendem para o metal. Quando o efeito de shot peening das peças de ferro dúctil não é bom, a rugosidade não atenderá aos requisitos. Se houver escamas de óxido na superfície das peças de ferro dúctil e defeitos superficiais de grande área que são difíceis de polir, como manchas, nova decapagem ou polimento devem ser considerados. Porque este tipo de defeito afetará a inspeção de aparência, e é particularmente fácil perder a inspeção da areia da superfície.
Você entende os pontos de conhecimento acima sobre fundições de ferro dúctil? Se você precisar saber mais sobre fundidos de ferro dúctil, preste atenção em nosso site.
A fundição de Yide é uma fundição de fundição líder na China, com 27 anos de experiência, produz grandes quantidades de fundição de ferro dúctil, se você estiver interessado em nossa conexão de fundição, envie-nos um arquivo de desenho e não hesite em nos contatar para mais detalhes.
EN-GJS-500-7 Ferro Fundido Dúctil GGG50
EN-GJS-500-7 Ferro Fundido Dúctil GGG50
EN-GJS-500-7 é uma classe média de ferro fundido dúctil no padrão europeu DIN EN 1563.
É igual a GGG50 em DIN 1693, QT500-7 na China, A536 70-50-05 nos EUA ASTM, GS500-7 na Itália, FCD500 no Japão, FGS500-7 na França, G500 / 7 na Índia, FGE50-7 na Bélgica, SJK-500 na Noruega e ISO 500-7.
Agora, deixe-me apresentar suas propriedades mecânicas, composição química, fundições e peças fundidas para você.
Propriedades mecânicas de EN-GJS-500-7
Resistência à tração ≥ 500 Mpa.
Força de rendimento ≥ 320 Mpa.
Alongamento ≥ 7%.
Faixa de dureza: Dureza Brinell 170-230.
Nenhum requisito de impacto.
A resistência à tração e o alongamento são os principais padrões de inspeção para qualificação. Os compradores podem julgar peças fundidas não qualificadas de acordo com esses dois parâmetros. A dureza não pode ser considerada um dado de avaliação de qualidade, a menos que haja um requisito especial.
Composição Química de EN-GJS-500-7
A composição química normal para este grau é a seguinte:
C: 2,7-3,7.
Si: 0,8-2,9
Mn: 0,3-0,7
P: ≤0,1
S: ≤0,02
A composição química possui grande diferença em diferentes padrões. Todas as composições são apenas para referência. As normas internacionais estipulam que os fabricantes poderiam ajustar sua composição química de acordo com sua experiência e condições de produção, desde que seu material atendesse às propriedades mecânicas.
Fundições de produção de EN-GJS-500-7
EN-GJS-500-7, ou denominado ferro fundido GGG50, é uma classe de ferro fundido normal e muito comum. A maioria das fundições de ferro na China poderia produzir esse material. Portanto, não é difícil encontrar uma fundição que o possa produzir, mas apenas difícil encontrar uma que o possa produzir muito bem. Em outras palavras, a qualidade consistente é sempre importante.
Principais produtos de fundição de EN-GJS-500-7
Existem muitos produtos de fundição que usam essa classe, como suportes de ferro para caminhões, tratores e outras máquinas agrícolas e de construção. A seguir estão alguns produtos de fundição fabricados por nossa fundição.

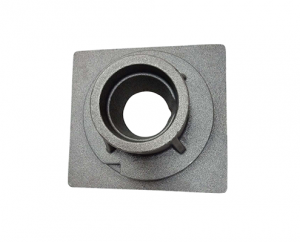


Tabela de Acabamento de Superfície de Usinagem
Tabela de Acabamento de Superfície de Usinagem
Acabamento de superfície de usinagem
O acabamento da superfície de usinagem também é chamado de rugosidade da superfície. Refere-se ao pequeno espaçamento e à irregularidade de pequenos picos e vales da superfície processada. A distância entre suas duas cristas ou depressões é muito pequena (abaixo de 1 mm), o que é um erro microscópico de forma geométrica. Quanto menor for a rugosidade da superfície, mais lisa será a superfície.
A rugosidade da superfície é geralmente formada pelo método de processamento usado. Ao mesmo tempo, também existem outros fatores. Por exemplo, o atrito entre a ferramenta e a superfície da peça durante o processamento, a deformação plástica da camada de metal da superfície quando os cavacos são separados e a vibração de alta frequência no sistema de processo. Devido à diferença nos métodos de processamento e materiais da peça, a profundidade, densidade, forma e textura dos traços deixados na superfície processada são diferentes.
A rugosidade da superfície está intimamente relacionada às propriedades correspondentes, resistência ao desgaste, resistência à fadiga, rigidez de contato, vibração e ruído das peças mecânicas. E tem um impacto importante na vida útil e na confiabilidade dos produtos mecânicos. De acordo com os padrões internacionais, usamos Ra para rotulagem.
Métodos de medição
1. Método comparativo
O método comparativo é simples de medir e para medição no local na oficina. Este método é adequado para medição em superfícies médias ou ásperas. Em resumo, o método consiste em comparar a superfície medida com um modelo de rugosidade marcado com um determinado valor para determinar o valor. Os métodos que podem ser usados para comparação são os seguintes. 1. Use a inspeção visual quando Ra> 1,6 μm. 2. Use uma lupa quando Ra1,6 ~ Ra0,4μm. 3. Use um microscópio de comparação quando Ra <0,4μm.
Ao comparar, o método de processamento, textura, direção e material da amostra devem ser os mesmos da superfície da peça testada.
2. Método da caneta
Use um estilete de diamante com um raio de curvatura da ponta de cerca de 2 mícrons para deslizar lentamente ao longo da superfície medida. O deslocamento para cima e para baixo da ponta de diamante é convertido em um sinal elétrico por um sensor elétrico de comprimento. Após a amplificação, filtragem e cálculo, o instrumento de exibição indica o valor do grau da superfície rugosa. Também podemos usar o gravador para registrar a curva do perfil da seção medida.
Geralmente, a ferramenta de medição que só pode exibir o valor da rugosidade da superfície é chamada de instrumento de medição da rugosidade da superfície. E o perfilador de rugosidade da superfície que pode registrar a curva do perfil da superfície ao mesmo tempo. Essas duas ferramentas de medição têm circuitos de cálculo eletrônico ou computadores eletrônicos, que podem calcular automaticamente o desvio médio aritmético Ra do contorno, a altura de dez pontos do desnível microscópico Rz, a altura máxima do contorno Ry e outros vários parâmetros de avaliação. A eficiência da medição é suficientemente alta e é adequada para medir a rugosidade da superfície com Ra de 0,025 ~ 6,3 mícrons.

Medição de acabamento de superfície para placa de fundição de ferro
3. Seção de luz
O microscópio de tubo duplo mede a rugosidade da superfície, que pode ser usada para avaliar os parâmetros Ry e Rz, e a faixa de medição é 0,5-50.
4. Método de interferência
Use o princípio de interferência de onda de luz (consulte cristal plano, tecnologia de medição de comprimento a laser) para exibir o erro de forma da superfície medida como padrões de franja de interferência. Enquanto isso, use um microscópio com grande ampliação (até 500 vezes) para ampliar a parte microscópica dessas franjas de interferência. Faça a medição para obter a rugosidade da superfície medida. A ferramenta de medição da rugosidade da superfície usando este método é o microscópio de interferência. Além disso, este método é adequado para medir a rugosidade da superfície com Rz e Ry de 0,025 a 0,8 mícrons.
Se você precisar saber mais sobre conhecimentos relacionados, preste atenção em nosso site.
A fundição de Yide é uma fundição de fundição líder na China, com 27 anos de experiência, produz fundições de ferro dúctil em grande quantidade. Se você estiver interessado em nossa montagem de fundição, envie-nos um arquivo de desenho e sinta-se à vontade para fazer uma cotação.
Método de classificação, propriedades e aplicação de peças fundidas
Método de classificação, propriedades e aplicação de peças fundidas
As peças fundidas são peças moldadas de metal obtidas por vários métodos de fundição. Isto é, colocar o metal líquido fundido em um molde pré-preparado por vazamento, injeção, inalação ou outros métodos de fundição. Após o resfriamento, será realizada a retirada da areia, limpeza e pós-tratamento para a obtenção de um objeto com forma, tamanho e desempenho.
Existem muitos métodos de classificação para peças fundidas:
1. De acordo com os materiais metálicos usados na fundição
A fundição se enquadra em fundições de aço, ferro fundido, cobre, alumínio, magnésio, zinco, titânio, etc.
2. De acordo com a composição química ou estrutura metalográfica da peça fundida
A fundição é ainda dividida em diferentes tipos de acordo com a composição química ou estrutura metalográfica. Por exemplo, as fundições de ferro incluem fundições de ferro cinzento, fundições de ferro dúctil, fundições de ferro grafite vermicular, fundições de ferro maleável, fundições de liga, etc.
3. De acordo com os diferentes métodos de moldagem
As peças fundidas se enquadram nas fundições de areia comuns, fundições de metal, fundições sob pressão, fundições centrífugas, fundições contínuas, fundições de investimento, fundições de cerâmica, fundições de fundição por eletroslag e fundições bimetais, etc. Entre eles, os fundidos em areia comuns são os mais amplamente usados, respondendo por cerca de 80% de toda a produção de fundição. As peças fundidas de metais não ferrosos, como alumínio, magnésio e zinco, são em sua maioria peças fundidas sob pressão.

Propriedades e aplicações de fundidos:
As peças fundidas têm excelentes propriedades mecânicas e físicas. As peças fundidas podem ter uma variedade de diferentes propriedades de resistência, dureza, tenacidade e abrangentes. Ao mesmo tempo, eles também podem ter uma ou mais propriedades especiais. Por exemplo, resistência ao desgaste, resistência a alta e baixa temperatura, resistência à corrosão, etc.
As peças fundidas têm uma ampla faixa de peso e tamanho. O peso leve é de apenas alguns gramas. Enquanto o peso pode chegar a 400 toneladas. A espessura da parede pode ser de apenas 0,5 mm ou superior a 1 metro. Além disso, o comprimento pode ser de vários milímetros a dez metros. Tudo isso faz com que as peças fundidas atendam a diferentes requisitos industriais de uso.
A aplicação de fundidos tem uma longa história. Os povos antigos usavam peças fundidas como moedas, vasos de sacrifício, armas, ferramentas e alguns utensílios vivos. Nos tempos modernos, as peças fundidas são usadas principalmente como blanks para peças de máquinas. Além disso, algumas peças fundidas de precisão também podem ser usadas diretamente como peças de máquinas. A fundição ocupa uma grande proporção de produtos mecânicos. Por exemplo, em tratores, o peso das peças fundidas representa cerca de 50-70% do peso de toda a máquina; 40-70% em máquinas agrícolas; e 70-90% em máquinas-ferramentas e motores de combustão interna. Entre todos os tipos de fundidos, os fundidos mecânicos têm muitas variedades, formas complexas e grandes quantidades, respondendo por cerca de 60% da produção total de fundição. Seguido por lingoteiras para metalurgia e dutos para engenharia.
O processo de formação de líquido pode ser amplamente utilizado porque tem as seguintes vantagens:
1. É possível fabricar peças em bruto com cavidades e formas internas complicadas. Por exemplo, várias caixas, cama da máquina, bloco do cilindro, cabeça do cilindro, etc.
2. Grande flexibilidade de processo e ampla adaptabilidade. Por exemplo, o tamanho da parte moldada com líquido é quase ilimitado. E para o ferro fundido com pouca plasticidade, a conformação líquida é a única maneira de produzir seus blanks ou peças.
3. O custo das peças moldadas líquidas é menor. A moldagem líquida pode usar diretamente peças e chips residuais. E o custo do equipamento é baixo. Ao mesmo tempo, a permissão de processamento das peças formadas líquidas é pequena, economizando metal.
No entanto, existem muitos procedimentos na conformação de metal líquido e é difícil controlar com precisão a qualidade da fundição. Devido à estrutura solta e aos grãos grossos da formação do líquido, muitos defeitos são fáceis de ocorrer. Por exemplo, cavidade de contração, porosidade de contração e poros. Portanto, precisamos tomar medidas especiais para evitar esses defeitos internos no processo de produção. Apresentaremos mais a você nos blogs a seguir. Se você estiver interessado, certifique-se de assinar nosso site: wwww.yidecasting.com
As peças fundidas também estão intimamente relacionadas à vida diária. Por exemplo, maçanetas, fechaduras, radiadores, canos de água, panelas de ferro e prateleiras de fogão a gás usados com freqüência são todos fundidos.

fabricantes de fundição de latão com fundição de areia de núcleo
A fundição de Yide é uma fundição de fundição líder na China, com 27 anos de experiência, produz peças fundidas de grande quantidade. Se você estiver interessado em nossa conexão de fundição, envie-nos desenhos e fique à vontade para obter um orçamento rápido.
Métodos de detecção e dificuldades de fundições de aço
Métodos de detecção e dificuldades de fundições de aço
Dificuldades de detecção
1. Fraca penetração de ultrassom
Grãos grossos, estrutura irregular e outras interfaces complexas aumentam a dispersão das ondas ultrassônicas. E a atenuação de energia é grande, de modo que a espessura detectável é menor do que a dos forjados.
2. Muitos desordem de interferência
Quando a onda de som é espalhada na estrutura irregular e não densa e na interface de grão grosso, a intensidade do sinal espalhado é maior e é recebido pela sonda. A superfície áspera do molde formará confusão na reflexão da onda sonora. Eles serão exibidos na tela do osciloscópio como um eco bagunçado semelhante a uma floresta (também chamado de eco semelhante a grama), que pode inundar o eco do defeito e impedir a identificação do eco do defeito.
3. Más condições de acoplamento de superfície
A superfície da fundição de aço é rugosa, o que não favorece o acúmulo de som. Ao mesmo tempo, a dureza da superfície é grande e difícil de polir.
4. Difícil de quantificar defeitos
Devido à grande atenuação das ondas sonoras pelas fundições de aço e à forma complicada dos defeitos, a avaliação quantitativa de defeitos com base em defeitos artificiais apresenta grandes erros. Como resultado, é mais difícil quantificar defeitos por cálculo.
O exposto acima é exatamente a dificuldade da inspeção de fundição. Essas dificuldades tornam a inspeção de fundição sujeita a certas restrições. Mas, por outro lado, devido aos menores requisitos de qualidade das peças fundidas, defeitos únicos são permitidos. Enquanto isso, as peças onde aparecem defeitos de fundição são regulares. Portanto, a detecção de conversão ainda tem um certo valor.

Métodos de detecção
1. Fundidos de tamanho pequeno e médio
Para fundidos de pequeno e médio porte (especialmente fundidos de precisão de investimento), que são pequenos em tamanho, leves em peso e menos processados, eles podem ser magnetizados em pelo menos duas direções substancialmente perpendiculares em uma máquina de inspeção de partícula magnética estacionária. É melhor usar corrente contínua ou corrente contínua pulsante e usar o método contínuo úmido para inspeção. Método de energização direta, método de rod-through, método de fluxo e método de bobina estão todos disponíveis.
2. Fundições grandes e pesadas
Para fundições maiores e mais pesadas, magnetize peças ou zonas em pelo menos duas direções substancialmente perpendiculares. É melhor usar um detector de falha de partícula magnética portátil ou móvel com retificação CC ou de meia onda. E use o método de contato ou garfo, método contínuo seco ou úmido para detectar peças ou zonas de fundidos. O teste geralmente deve ser realizado em duas direções perpendiculares entre si.
3. Tome as seguintes medidas para evitar a queima das peças fundidas em contato com os eletrodos
quando os contatos não estão completamente em contato com a superfície das peças fundidas, nenhuma corrente é conectada; e remova os contatos somente quando a corrente for desconectada. Além disso, use contatos suficientemente limpos e adequados. Para superfícies lisas e limpas que foram usinadas, use o método de forquilha.
4. Devido à influência da tensão de fundição, algumas rachaduras (rachaduras a frio) de fundições de aço retardarão a rachadura. Portanto, não devemos realizar o teste imediatamente após a fundição, mas após 1 a 2 dias.
5. Se a fundição for rejeitada devido ao defeito que excede os critérios de aceitação, e escavação (escavação) e soldagem de reparo são permitidas, a área de soldagem de reparo também deve prestar atenção para controlar as fissuras atrasadas.
6. A inspeção deve ser feita a olho nu. E lupa menos de 3 vezes pode ser usada apenas na inspeção dos níveis de qualidade 001 e 01.
A fundição de Yide é uma fundição de fundição líder na China, com 27 anos de experiência, produz fundições de aço de grande quantidade. Se você estiver interessado em nossa montagem de fundição, envie-nos um arquivo de desenho e fique à vontade para obter um orçamento rápido.
Manutenção diária de 5 peças-chave do porta-paletes hidráulico manual
Manutenção diária de 5 peças-chave do porta-paletes hidráulico manual
O porta-paletes manual é, sem dúvida, um carrinho de mão comum na logística moderna, presente em fábricas de todos os tamanhos. Também é amplamente utilizado em vários setores, como serviços postais, aeroportos, armazéns, oficinas e supermercados. Em uma sociedade moderna, o manuseio de materiais é indissociável dos porta-paletes manuais. Assim, o caminhão também é chamado de “rei da terra”.
No processo de desenvolvimento e mudanças sociais, a demanda por porta-paletes manuais também está passando por novas mudanças, e o número de empresas com necessidades personalizadas está aumentando gradativamente. Vários tipos de caminhões surgem no mercado, a fim de atender a demanda do mercado, tais como: caminhões manuais alargados, caminhões manuais de grande tonelagem, caminhões manuais tesoura, caminhões balança eletrônica, caminhões elétricos, etc.

No entanto, todos os tipos de porta-paletes manuais enfrentam problemas. Ou seja, o serviço pós-venda e a manutenção de porta-paletes manuais. Como diz o ditado: não há nada no mundo que não seja ruim. Não importa o quão bom seja o produto, há momentos em que ele é danificado ou eliminado. Portanto, resolver o problema de manutenção do serviço pós-venda é a garantia do funcionamento contínuo do porta-paletes manual.
Hoje, Yide Casting dará a você uma análise das 5 partes principais que estão propensas a ter problemas. E, acima de tudo, como resolver esses problemas.
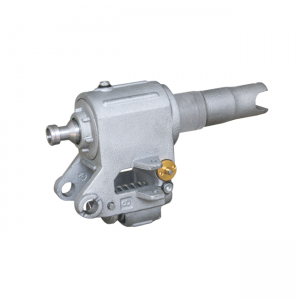
1. Bomba de óleo
A bomba de óleo é uma parte fundamental de todos os caminhões. Uma vez que há um problema com a bomba de óleo, isso significa que o caminhão está parado de funcionar. Mesmo que as outras partes estejam em boas condições e sem danos. A bomba de óleo consiste em muitas peças. Entre eles, anéis à prova de poeira, O-rings, esferas de aço e outras peças são propensos a ter problemas. Assim que forem encontrados problemas com essas peças, a solução mais rápida é substituir esses acessórios.
2. Cilindro de óleo
O cilindro de óleo desempenha um papel vital em todo o processo de elevação do caminhão. E também é usado para subir e descer as mercadorias. Portanto, se o garfo não puder ser abaixado ou levantado, os motivos são: 1. A haste do pistão e o cilindro de óleo podem ser danificados por sobrecarga ou carga parcial durante a carga; 2. A haste do pistão fica exposta por muito tempo e enferruja, dificultando assim o movimento suave do pistão; 3. A porca ajustada e a porca sextavada não estão na posição correta. Neste momento, devemos substituir a haste do pistão ou cilindro, abaixar o caminhão até o nível mais baixo quando o caminhão não for usado e reajustar a porca.

3. Selo de óleo
A vedação de óleo é o componente chave entre a haste do pistão do cilindro de óleo e o cilindro do cilindro. Geralmente são usados anéis de vedação importados. Principalmente por causa do bom desempenho de vedação, resistência ao desgaste e longo tempo de serviço. E 70% do vazamento de óleo do cilindro de óleo ocorre no retentor de óleo. Se houver vazamento de óleo no cilindro de óleo, verifique a tempo. Se o anel de vedação estiver envelhecendo ou danificado, substitua-o por um de alta qualidade.
4. Rodas
As rodas de manuseio se desgastam se forem usadas por muito tempo. Existem também muitos tipos de rodas para movimentação de veículos, como rodas de náilon, rodas de PU, náilon revestido de poliuretano, rodas de borracha, baquelite, etc. A maioria dos caminhões são equipados com rodas de náilon por serem comuns no mercado e baratas, mas são menos gasto e barulhento ao caminhar. Substitua as rodas de transporte a tempo se estiverem um pouco gastas.
5. Estrutura da alavanca
A estrutura da alavanca é o principal componente que conecta a bomba de óleo e a haste de pressão. O suporte de levantamento do cilindro hidráulico e o transporte e carregamento de mercadorias são suportados pela estrutura da alavanca para atingir o equilíbrio. Pela possibilidade de sobrecarga e desequilíbrio de carga na movimentação de mercadorias, o que costuma levar à deformação ou fratura do quadro da alavanca. Quando isso acontecer, o caminhão não poderá operar normalmente. Neste momento, entre em contato com o fabricante ou adquira uma estrutura de alavanca de reposição.
A História do Desenvolvimento de Paletes Logísticos
A História do Desenvolvimento de Paletes Logísticos
O porta-paletes é o equipamento de manuseio logístico que transporta as mercadorias. A história do desenvolvimento dos porta-paletes passou por três gerações e está se desenvolvendo até a quarta geração.
1. Porta-paletes manuais
O porta-paletes de primeira geração é um porta-paletes manual. É caracterizado por um baixo grau de automação e inteligência. No entanto, deu uma grande contribuição para a conversão da movimentação manual em movimentação mecanizada. Hoje, ainda está no mercado de porta-paletes, com certa participação de mercado.
2. Paletes de combustão interna
O porta-paletes de segunda geração é o porta-paletes de combustão interna. A 2ª geração é representada pela empilhadeira de combustão interna, que possui alta automação. A empilhadeira de combustão interna é movida pelo motor e tem grande potência. A desvantagem é que a emissão de exaustão polui o meio ambiente e a eficiência é baixa. Além disso, é prejudicial à saúde humana. Portanto, não é adequado para uso na indústria alimentícia.
3. Porta-paletes elétricos
O porta-paletes de terceira geração é totalmente elétrico. Seu grau de automação é equivalente ao de um porta-paletes de combustão interna. No entanto, o porta-paletes elétrico é uma atualização da tecnologia de energia baseada no conceito de economia de energia e proteção ambiental. Ele usa bateria e tem as vantagens de economia de energia, sem emissão de gases de escape e baixo ruído. É a melhor escolha para a indústria alimentar. Devido às suas vantagens notáveis de economia de energia, é considerado pela indústria de caminhões como um dos equipamentos de manuseio com maior potencial no futuro.

4. Sistema automatizado de veículos guiados
O desenvolvimento do veículo de transporte de quarta geração é representado por um sistema de veículos guiados automatizados, denominado AGVS. Espera-se que o AGVS seja amplamente utilizado na década de 1950. É um meio eficaz de transporte logístico no sistema de manufatura flexível (FMS) e sistema de armazém automatizado de hoje.
Os AGVs modernos são controlados por computadores. A maioria do AGVS é equipada com um computador de gerenciamento e controle centralizado para o sistema. O sistema é usado para otimizar o processo de operação do AGV e emitir instruções de tratamento. Ao mesmo tempo, ele também pode rastrear os componentes na transmissão e controlar a rota do AGV. Os métodos de orientação de veículos não tripulados incluem principalmente orientação por indução eletromagnética, orientação a laser e orientação por giroscópio magnético. Podemos inserir um programa para guiar o veículo para concluir o trabalho de manuseio. AGVS é uma espécie de caminhão com maior inteligência.
Quando foi inventado o ferro fundido?
Quando foi inventado o ferro fundido?
O ferro fundido foi inventado pelos chineses no século 4 aC.
A China começou a usar altos-fornos para fundir ferro pelo menos no século 4 aC. Enquanto isso, a Europa não tinha uma tecnologia semelhante no século 7. O bronze fundido altamente desenvolvido durante as dinastias Shang e Zhou forneceu a premissa para a invenção da tecnologia do ferro fundido. O desenvolvimento da indústria de fundição se manifestou com o aumento da capacidade produtiva. Nesse ínterim, o fortalecimento da preparação de combustíveis fósseis, construção de fornalhas e tecnologia de manufatura de modelos também evidenciam isso.

As primeiras peças fundidas de ferro tinham formato semelhante às peças fundidas de bronze.
Os primeiros ferros fundidos eram de ferro branco com alto teor de carbono e baixo silício, quebradiços e duros e fáceis de quebrar. Com o desenvolvimento da produção agrícola, o ferro fundido dúctil ocorreu na fase inicial do período dos Reinos Combatentes. Como resultado, as ferramentas de produção podem ser feitas em ferro fundido. Por meio de tratamento térmico de descarbonetação e grafitização, podemos obter ferro fundido dúctil com núcleo preto e branco com descarbonetação incompleta, respectivamente. Após o período intermediário dos Reinos Combatentes, as ferramentas de ferro fundido substituíram gradualmente outras ferramentas, como madeira, pedra e cobre. Portanto, as ferramentas de ferro fundido tornaram-se as principais ferramentas de produção. Os objetos desenterrados incluíam pá, foice, enxó, machado, arado, manilha, cinzel, etc.
Devido à grande demanda por ferragens, o ferro fundido também contribuiu para a invenção do Tiefan (molde de ferro fundido).
Em 1953, Tiefan usado para fundir machado de ferro, foice e veículos foi desenterrado do Local de Fundição em Xinglong, Hebei. Essas peças fundidas de ferro têm espessura de parede uniforme, estrutura razoável, forma e contorno de fundição uniformes. Ao mesmo tempo, alguns moldes de ferro podem lançar dois objetos ao mesmo tempo. Isso mostra que a tecnologia do ferro fundido atingiu um nível bastante alto durante este período.

As fundições de ferro eram amplamente utilizadas como ferramentas agrícolas na sociedade feudal tardia.
No século 10, era possível fundir peças de ferro extragrandes pesando 50 toneladas. Após as Cinco Dinastias, os edifícios de ferro aumentaram, como a torre de ferro da Dinastia Song do Norte em Dangyang, Hubei. Durante as dinastias Tang e Song, o ferro em Hunan, Guangdong, Hubei, Fujian era conhecido por sua excelente qualidade. Além disso, a produção de fundição de ferro desenvolveu-se rapidamente. Foshan, Guangdong, tornou-se um conhecido centro de fundição e fundição. Os potes de ferro são exportados para o sudeste da Ásia, e técnicas tradicionais de ferro fundido, como a fundição de argila e potes de fundição, ainda são usadas nos tempos modernos.
O ferro fundido é uma importante invenção dos trabalhadores da China antiga. O ferro fundido desempenhou um papel importante no desenvolvimento da civilização chinesa e teve um impacto considerável nas gerações posteriores.
A fundição de Yide é uma fundição de fundição líder na China, com 27 anos de experiência, produz fundições de ferro dúctil em grande quantidade. Se você estiver interessado em nossa montagem de fundição, envie-nos um arquivo de desenho e sinta-se à vontade para fazer uma cotação.
A história e o desenvolvimento dos trocadores de calor
A história e o desenvolvimento dos trocadores de calor
História e desenvolvimento
Os trocadores de calor a placas surgiram na década de 1920 e principalmente na indústria alimentícia. O trocador de calor feito de placa em vez de tubo tem estrutura compacta e bom efeito de transferência de calor. Portanto, ele gradualmente se desenvolveu em várias formas.
No início dos anos 1930,
A Suécia fez o trocador de calor de placa espiral pela primeira vez. Em seguida, os britânicos usaram a brasagem para produzir um trocador de calor com aletas de placas feitas de cobre e seus materiais de liga. E geralmente apareceu na dissipação de calor dos motores de aeronaves.
Em 1926,
o britânico Alston Chun usou o ar de retorno interno e o ar fresco externo, que estão positivamente interligados. Devido à diferença de temperatura e diferença de pressão parcial de vapor de água entre os fluxos de ar em ambos os lados da partição plana, calor e transferência de massa simultâneos entre os dois fluxos de ar, causando um processo de troca de calor total. Através da troca de calor para obter a circulação de ar interna e externa, ventilador embutido e exaustor. A quantidade igual de duas vias ocorre no soprador embutido e no exaustor. Assim, suprima a mudança de temperatura ambiente e mantenha ar fresco suficiente dentro de casa.

No final da década de 1930,
A Suécia produziu o primeiro trocador de calor de placas e cascas para fábricas de celulose. Durante este período, a fim de resolver o problema de troca de calor de meios corrosivos fortes, as pessoas começaram a prestar atenção aos trocadores de calor feitos de novos materiais.
Por volta da década de 1960,
devido ao rápido desenvolvimento da tecnologia espacial e da ciência de ponta, há uma necessidade urgente de vários trocadores de calor compactos e de alta eficiência. Juntamente com o desenvolvimento de tecnologias de estampagem, brasagem e vedação, o processo de fabricação do trocador de calor foi aprimorado ainda mais. Isso tem promovido o desenvolvimento vigoroso e ampla aplicação de trocadores de calor de placas compactas.
Desde 1960,
a fim de atender às necessidades de troca de calor e economia de energia em condições de alta temperatura e alta pressão, trocadores de calor de casco e tubo típicos também foram desenvolvidos.
Em meados da década de 1970,
trocadores de calor de tubos de calor apareceu com base na pesquisa e desenvolvimento de tubos de calor, de modo a fortalecer a transferência de calor.

Os trocadores de calor são classificados em três tipos, de acordo com os diferentes métodos de transferência de calor.
1. Tipo híbrido
O trocador de calor híbrido é um trocador de calor que troca calor por meio do contato direto e da mistura de fluidos quentes e frios. Uma vez que os dois fluidos devem se separar com o tempo, após a mistura e a troca de calor. Este tipo de trocador de calor é adequado para troca de calor entre gás e líquido.
Por exemplo, nas torres de resfriamento de água em fábricas de produtos químicos e usinas de energia. geralmente borrifamos água quente de cima para baixo, enquanto aspiramos o ar frio de baixo para cima. Na superfície da película de água do recheio ou na superfície das gotas e da gota de água, a água quente e o ar frio entram em contacto para troca de calor. Em seguida, a água quente é resfriada, o ar frio é aquecido e, a seguir, separado no tempo pela diferença de densidade entre os dois fluidos.
2. Tipo recuperativo
Os fluidos frios e quentes do trocador de calor recuperativo são separados por paredes divisórias sólidas e trocam calor através da parede divisória. Portanto, também é chamado de trocador de calor de superfície. Este tipo de trocador de calor é o mais popular.
3. Tipo regenerativo
O trocador de calor regenerativo é um trocador de calor que usa fluido frio e quente para fluir alternadamente através da superfície do regenerador (enchimento) para trocar calor. Por exemplo, o regenerador para pré-aquecimento do ar sob o forno de coque. Este tipo de trocador de calor é adequado para recuperar e utilizar o calor dos gases de exaustão de alta temperatura.
