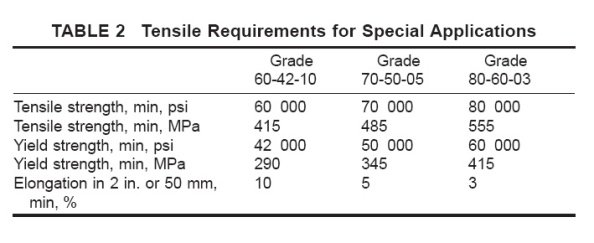
ASTM A536 70-50-05 is a high grade of ductile iron according to the American standard.
The yield strength of ductile cast iron 70-50-05 is no less than 345MPa, the tensile strength is no less than 485MPa, and the elongation (L0=50mm tensile test bar) is no less than 5%. It is equivalent to ISO grade 500-7, China QT500-7, Germany GGG50, EN-GJS-500-7, UK 500/7, Australia 500-7.
This grade of ductile iron is suitable for special applications, such as pipes, fittings etc. In practice, Grade 80-55-06 is better than this grade. Therefore, many clients will use 80-55-06 ductile cast iron instead.
Standard ASTM A536 has no requirement to the chemical composition. Hence the iron foundry could adjust the chemical composition according to their experience. However, the mechanical properties are the necessary requirement.
This material grade has high tensile strength, but the elongation is not high. That means it is strong, but does not have good ductility. Therefore, unless you have special reasons, otherwise, the equal grade 80-55-06 may be a better choice.
The following is the mechanical requirement to this grade.
https://www.yidecasting.com/wp-content/uploads/2021/03/astm-a536-70-50-05.jpg243594Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-03-03 05:01:032023-06-16 02:57:36ASTM A536 70-50-05 Ductile Cast Iron
Surface finish is another term for surface roughness. The surface finish is put forward according to the human visual point of view. Meanwhile, the surface roughness is put forward according to the actual surface micro-geometry. Because of its conformity with international standards (ISO), China adopted surface roughness after the 1980s and abolished surface finish. After the promulgation of the national standards for surface roughness GB3505-83 and GB1031-83, the surface finish is no longer used.
There are corresponding comparison tables for surface finish and surface roughness. Roughness has a calculation formula for measurement, while smoothness can only be compared with a model gauge. Therefore, the roughness is more scientific and rigorous than the finish.
Machining surface finish and surface roughness comparison table
surface finish value
surface roughness value
Ra
(μm)
1) Surface condition
2) Processing method
3) Application examples
▽1
400~800
▽2
200~400
1) Obviously visible tool marks
2) Rough turning, boring, planing, drilling
3) Surface after rough machining, 2 Welding seam before welding, rough drilling wall, etc.
▽ 3
100~200
1) Visible tool marks
2) Rough turning, planing, milling, drilling
3) General non-bonding surfaces, such as shaft end faces, chamfers, side surfaces of gears and pulleys, non-working surfaces of keyways, and weight-reducing hole surfaces
3) Matching surfaces of unimportant parts, such as pillars, brackets, shells, bushes, shafts, covers, etc. End face. The free surface of the fastener, the surface of the through hole of the fastener, the non-centering surface of the inner and outer splines, the round surface of the gear top ring that is not used as a measurement reference, etc.
3) Connecting with other parts does not form a matching surface, such as The end face of the box, shell, end cover and other parts. Fixed bearing surfaces that require centering and matching characteristics, such as centering shafts, working surfaces of keys and keyways. The surface of the fastening thread is not important. Surfaces that need knurling or oxidation treatment
3) Mounting the housing hole of G-class bearing with a diameter of more than 80mm , Ordinary precision gear tooth surface, positioning pin hole, surface of V-belt pulley, outer diameter of inner spline centered by outer diameter, centering shoulder surface of bearing cap
▽7
6.3~12.5
1) The direction of the machining traces can be distinguished
2) Turning, boring, drawing, grinding, milling, scraping 3-10 points/cm^2, rolling
3) Surfaces that require centering and matching characteristics, such as taper pins and cylinders The surface of the pin, the shaft diameter and housing hole matched with the G-class precision rolling bearing, the shaft diameter for medium-speed rotation, the shaft diameter and the housing hole of the E and D rolling bearing with a diameter of more than 80mm, and the centering of the inner and outer splines Inner diameter, outer spline key side and centering outer diameter, interference fit IT7 hole (H7), clearance fit IT8~IT9 hole (H8, H9), ground gear surface, etc.
▽8
3.2~6.3
1) Micro-identification of the direction of the machining traces
2) Reaming, grinding, boring, pulling, scraping 3-10 points/cm^2, rolling
3) The mating surface that requires long-term maintenance of stable mating properties, IT7-level shaft and hole mating surface , High precision gear surface, important parts subject to variable stress, shaft diameter surface matched with E and D class bearings with a diameter of less than 80mm, shaft surface contacting with rubber seals, IT13~IT16 with a size greater than 120mm Measuring surface of hole and shaft gauge
▽9
1.6~3.2
1) The direction of the machining traces cannot be discerned
2) Wheel grinding, grinding, grinding, super processing
3) The surface of important parts subject to variable stress during work. Ensure the fatigue strength, corrosion resistance and durability of the parts, and do not damage the mating surface during work, such as the shaft diameter surface, the airtight surface and the supporting surface, and the conical centering surface. IT5, IT6 level mating surface, surface of high-precision gear, shaft diameter surface matched with G-level rolling bearing, IT7~IT9 level hole with size greater than 315mm and shaft gauge level IT10~IT12 hole with size greater than 120~315mm Measuring surface of shaft gauge, etc.
▽10
0.8~1.6
1) Dark glossy surface
2) Super processing
3) The surface of important parts that are subjected to large variable stress during work. Ensure precise centering of the cone surface. Hole surface for hydraulic transmission. The inner surface of the cylinder liner, the outer surface of the piston pin, the instrument guide surface, and the valve working surface. IT10~IT12 grade hole and shaft gauge measuring surface with size less than 120mm
The comprehensive mechanical properties of gray cast iron are low, due to the presence of flake graphite. The metal matrix structure is split and the effective area of load-bearing is reduced. However, the gray iron castings’ vibration damping, wear resistance, castability and machinability are better.
If the gray iron casting is too hard to machine during processing, we recommend the following inspection and rescue methods:
If the manganese content is too high, the surface of gray iron castings will be hard. Therefore, It is necessary to check the chemical composition.
The gray iron casting will be hard if the thin-walled cooling process is too fast.
Due to the relatively high hardness of gray iron castings, choosing a reasonable tool is necessary. You can use G8 for rough machining, G6 for semi-finishing, and G3 for finishing. It is also necessary to select the appropriate speed and feed rate.
Annealing treatment can eliminate the hardness of the casting itself, and lower the hardness of the casting as well.
Yide Casting provides gray iron castings parts for kinds of industry, high attention to producing the qualified and high-quality casting parts according to the requirements from our customers, all of our casting products can be checked after selling. We provide both casting and machining by ourselves, has our own casting workshop and machining workshop, and we also have long term cooperator to do complex machining. If you are looking for a professional casting foundry, please don’t hesitate to contact us for a quick quote, and you are also welcome to visit our factory for better work.
https://www.yidecasting.com/wp-content/uploads/2020/07/annealing.jpg275720Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-28 07:15:512023-06-16 02:57:39Why does gray iron castings hard?
The supplier quality department has the right to inspect and accept or not the castings.
The buyer may request re-inspection of castings when necessary.
The supplier is responsible for the authenticity of the inspection results; and submits the production record documents when required by the buyer.
Inspection location
Except for the agreement between the supplier and the buyer, the supplier carries out final inspection generally.
When the supplier and buyer dispute the quality of castings, the inspection may be carried out by a third party. And the third party should has laboratory qualification.
Division of sampling batches
The supplier must test the castings for chemical composition, mechanical properties, and metallography in batches. The batch is divided as follows:
Castings cast by the same molten iron from the same furnace constitute a sampling batch.
Castings casted from the same ladle of molten iron constitute a sampling batch.
The maximum weight of each sampling batch is 2000 kg of castings after cleaning. The sampling batch may changes upon agreement between the supplier and the buyer.
If the weight of a casting is larger than 2000 kg, it will become a single sampling batch.
Within a certain time interval, if the furnace charge, process conditions, or chemical composition changes, all castings cast by molten iron during this period, no matter how short the time interval, are regarded as a sampling batch.
When continuously melting a large amount of molten iron, the maximum weight of each sampling batch shall not exceed the weight of castings poured within 2h.
In addition to the provisions of 10.3.2, if a grade of molten iron has a large amount of melting, and adopts a system-controlled melting technology and strict monitoring of the production process, and can carry out a certain form of process control on a bale (furnace) basis, such as chilling tests, chemical analysis, thermal analysis, etc., upon agreement between the supplier and the buyer, several batches of castings may also constitute a sampling batch.
Test times
At least once of each sample test.
Evaluation of test results
When testing the tensile strength, first use a tensile specimen to test, if it meets the requirements, the batch of castings is qualified in the material; If not, you can take another two samples from the same batch for re-testing.
In case the results of the re-inspection all meet the requirements, the material of this batch of castings is still qualified. If one of the re-inspection results still fails, this batch of castings were preliminarily judged to be unqualified. At this time, one casting should be taken out of the batch. And the cast body sample should be cut out at the site agreed by the supplier and the buyer for tensile strength testing. If the test result meets the requirements, it can still be judged that the batch of casting materials are qualified; if the body sample test result fails to meet the requirements, it can be finally determined that the batch of casting materials is unqualified.
Effectiveness of the test
When the test result does not meet the requirements due to one of the following reasons, the test is invalid.
Improper installation of the sample on the testing machine or improper operation of the testing machine.
The surface of the sample has casting defects or improper cutting (such as sample size, transition fillet, roughness does not meet the requirements, etc.)
The sample breaks outside the parallel section.
There are casting defects on the fracture after cutting the sample
At this time, the supplier should repeat the test according to 10.5.1 and 10.5.2, and replace the data of the defective sample with the obtained results.
Saving test data
The supplier shall check in accordance with this standard, and be responsible for the accuracy and authenticity of all test results completed. The supplier shall use its own or other reliable equipment to save all complete test and inspection records, for further review.
Sample storage
If the buyer has no special requirements, the supplier should store the same batch of tensile specimens and untested specimens for more than three months from the date of filling in the test report.
https://www.yidecasting.com/wp-content/uploads/2020/08/CMM-for-iron-casting-Parts.jpg900900Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-25 07:06:082023-06-16 02:57:40Inspection Rules of Gray Cast Iron
The hardness of this ductile cast iron grade is between 180-270 Brinell hardness without heat treatment.
Chemistry composition of Ductile cast iron 80-60-03
According to the US standard ASTM A536, the foundries could adjust the chemical composition as long as the mechanical and physical properties of the castings could meet the requirements in Standards.
The following chart is an approximate chemical composition range for your reference.
ASTM A536
ISO
C %
Si %
Mn %
P %
S %
80-60-03
600-3
2.50-3.60
1.80-2.80
0.30-0.70
≤0.08
≤0.02
Equivalent grades of Ductile cast iron 80-60-03
Country
Standard
Equivalent Grade
ISO
ISO 1083
GRADE 600-3
China
GB 1348
QT600-3
USA
ASTM A536
80-60-03
Germany, Austria
DIN 1693
GGG60
European
EN 1563
EN-GJS-600-3
Japan
JIS G5502
FCD600
Italy
UNI 4544
GS600-2
France
NF A32-201
FGS600-2
UK
BS 2789
600/7
Spain
UNF
FGE60-2
Belgium
NBN 830-02
FNG60-2
Australia
AS 1831
GRADE 600-3
Sweden
SS 14 07
0732-03
Norway
NS11 301
SJK-600
Foundry of Ductile cast iron 80-60-03
Ductile cast iron 80-60-03 has very high tensile strength, good wearing resistance and vibration damping characteristic. Therefore, this material could be used to produce very tough casting products, such as connection, connecting rod, bracket, gear, clutch disc, hydraulic cylinder etc.
These ductile iron castings were produces by Yide Casting in China.
https://www.yidecasting.com/wp-content/uploads/2020/10/high-quality-ductile-iron-crank-axle.jpg406549Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-23 03:49:262023-06-16 02:57:41Ductile Cast Iron 80-60-03
EN-GJS-400-15 ductile iron is a very common material in European standard DIN EN 1563.
It is equal to GGG40 in DIN 1693, QT400-15 in China, A536 60-40-18 in USA ASTM, GS400-12 in Italy, FCD400 in Japan, FGS400-12 in France, FNG42-12 in Belgium, SJK-400 in Norway and ISO 1083 400-15.
Now, let me introduce its mechanical properties, chemical composition, foundries and castings to you.
The hardness of this ductile cast iron grade is between 130-180 Brinell hardness.
Density of EN-GJS-400-15/GGG40 cast iron
The density of this ductile iron grade is about 7.3 g/cubic centimeter, or 7.3 kg/liter.
Chemistry composition of EN-GJS-400-15/GGG40 cast iron
According to the standard DIN EN 1563 and DIN 1693, the foundries could adjust the chemical composition as long as the mechanical and physical properties of the castings could meet the requirements in Standards.
The following chart is an approximate chemical composition range for your reference.
60-40-18 ductile iron is equal to 400-12, but with higher elongation. 60-40-18 is US standard ASTMA536, while 400-12 is Australia standard AS 1831. In the meantime, the equal grade in China is QT400-18 or QT400-15.
Properties of 60-40-18 ductile iron/400-12 cast iron
60-40-18 ductile iron is the lowest grade of ductile iron. Its minimum tensile strength is 414 Mpa (60.000 psi); the minimum yield strength is 276 Mpa (40.000 psi); the minimum elongation is 18%. For 400-12 in the Australian standard AS 1831, the minimum value of elongation is 12%.
Elongation means that the test bar could be pulled and lengthened at least by 18%. In this regard, this material grade has the best elongation properties. This means it has the best ductility. Moreover, it has the best long-term temperature shock performance. Due to its good performance, this material grade has been widely used.
Hardness of 60-40-18 ductile iron/400-12 cast iron
The hardness of this ductile cast iron grade is between 49-187 Brinell hardness. However, we usually will not take hardness into inspection standard, unless the clients have special requirements.
Higher hardness may cause the difficulty and low speed of machining, while lower hardness means that it couldn’t reach the grade. Thus, normally, foundries should produce this grade of ductile iron castings within this range.
Chemistry composition of 60-40-18 ductile iron/400-12 cast iron
According to the standard ASTM A536 and AS 1831, the foundries could adjust the chemical composition as long as the mechanical and physical properties of the castings could meet the requirements in Standards.
The following chart is an approximate chemical composition range for your reference.
ASTM
ISO
C %
Si %
Mn %
P %
S %
Mg %
60-40-18
400-18
3.50-3.78
2.80-2.85
0.2-0.5
0.03-0.06
0.02-0.035
0.020-0.060
Density of 60-40-18 ductile iron/400-12 cast iron
The density of this ductile iron grade is about 7.3 g/cm3.
Foundry of 60-40-18 ductile iron castings
These ductile iron castings were produces by Yide Casting in China.
https://www.yidecasting.com/wp-content/uploads/2020/06/iron-casting-bracket.png400495Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-19 05:20:352023-06-16 02:57:43Properties of 60-40-18 ductile iron/400-12 cast iron
How to Prevent Ductile Iron Castings from Bursting in Winter
The quality of ductile iron castings is generally evaluated by the spheroidization rate.
The more rounded, finer, and evenly distributed graphite, the smaller the splitting effect on the metal matrix. And the smaller the stress concentration caused, the better the performance of ductile iron. Process quality control of ductile iron castings is very important. It is necessary to inoculate and spheroidize the molten iron, do a pre-furnace test, and strictly control the composition. Meanwhile, add appropriate inoculants and nodulizers according to the weight of the molten iron. At the same time, strictly control the pouring time of each ladle of molten iron. Thus in order to prevent graphite decay in the later stage of pouring.
Ductile iron castings are based on mechanical properties as the acceptance criteria. After pouring, sampling for performance tests can promptly find out whether the castings have quality problems. The problems include inoculation, poor spheroidization, or graphite decline. In addition, winter is the season where casting quality problems occur frequently. The low ambient temperature will cause the molten iron to cool too quickly. This will result in supercooled graphite or excessive pearlite. Therefore, we should pay attention to the heat preservation of the casting after casting the molten iron in winter.
Now, let me introduce how to prevent ductile iron from bursting in winter in detail.
The matrix structure of ductile iron parts is mainly included ferrite and pearlite, and a small amount of cementite and phosphorus eutectic as well. Castings with more ferrite content and less pearlite content have good toughness and low strength. Otherwise, the castings have high strength and poor toughness.
Many equipments and objects are also repellent to winter, and ductile iron castings are also a typical one. What is the threat to ductile iron castings in winter? In fact, the main problem is that ductile iron parts will explode in a low temperature environment. The temperature in winter will definitely be lower, but this will not affect the performance of ductile iron parts themselves. It is mainly because of the special composition of the object that it has both good toughness and steel strength. Therefore, it is also ideal in terms of elongation, and it can operate normally even at low temperatures.
However, the fluid medium in the ductile iron parts will not be able to withstand the threat of low temperature. And under this circumstances the castings may burst. In order to avoid such problems, if the critical point of the fluid is relatively low, we can add some antifreeze appropriately. Or take proper heat preservation treatment for ductile iron castings. Those preventions are effective.
If you want to solve the problem at the source, you can also choose a ductile iron material with a better low-temperature anti-freezing material from the beginning. However, the requirements and conditions for the technical process are very harsh. Yet the investment cost will be relatively high. Thus this must be carefully considered.
Yide casting is a leading casting foundry in China, with 27 years’ experience, produces top quantity ductile iron castings. If you are interested in our cast iron, please feel free to contact us for more details on casting.
https://www.yidecasting.com/wp-content/uploads/2020/07/iron-casting-part-4.png400495Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-12 13:05:162023-06-16 02:57:45How to Prevent Ductile Iron Castings from Bursting in Winter
EN-GJS-500-7 is the middle grade of ductile cast iron in European standard DIN EN 1563.
It is equal to GGG50 in DIN 1693, QT500-7 in China, A536 70-50-05 in USA ASTM, GS500-7 in Italy, FCD500 in Japan, FGS500-7 in France, G500/7 in India, FGE50-7 in Belgium, SJK-500 in Norway, and ISO 500-7.
Now, let me introduce its mechanical properties, chemical composition, foundries and castings to you.
The tensile strength and elongation are the key inspection standard for qualification. Iron casting buyers could judge unqualified castings according to these two parameters. Hardness can not be taken as quality evaluation data unless you have special requirements.
Chemical Composition of EN-GJS-500-7
The normal chemical composition for this grade is as the following:
The chemical composition has a big difference in different standards. All compositions are just for reference. The international standards stipulate that the manufacturers could adjust their chemical composition according to their experience and production conditions, as long as their material could meet the mechanical properties.
Production Foundries of EN-GJS-500-7
EN-GJS-500-7, or called cast iron GGG50, is a very common and normal cast iron grade. Most the iron foundries in China could produce this material. So, it is not difficult to find a foundry who could produce it, but just difficult to find one who could produce it very well. In other words, consistent quality is always important.
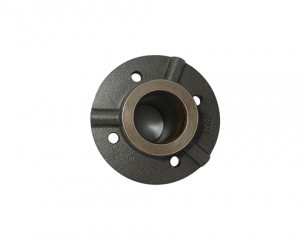
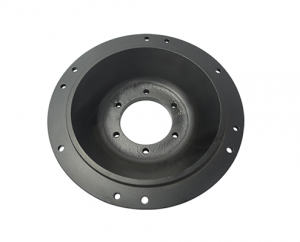
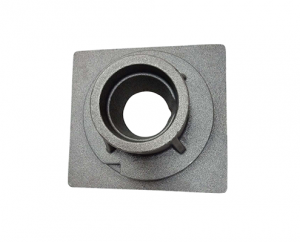
Main Casting Products of EN-GJS-500-7
There are many ductile casting products using this grade, such as iron brackets for trucks, tractors, other agricultural and construction machinery. The followings are some casting products manufactured by Yide Casting foundry.
https://www.yidecasting.com/wp-content/uploads/2020/06/iron-casting-bracket.png400495Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-10 14:04:302023-06-16 02:57:46EN-GJS-500-7 Ductile Cast Iron GGG50
Ductile cast iron is a high-strength cast iron material whose comprehensive properties are close to steel. Based on its excellent properties, it has been successfully used to cast some parts with complex forces and high requirements for strength, toughness and wear resistance. Ductile cast iron has rapidly developed into a cast iron material second only to gray cast iron and widely used. The so-called “substituting iron for steel” mainly refers to ductile iron.
Generally, the technical requirements of ductile iron castings mainly include: mechanical properties, geometric shapes and dimensions, surface quality and defects.
The appearance of ductile iron parts is not allowed to exist the following defects:
1. Macroscopic defects such as pores.
2. Sand inclusion.
3. Slag inclusion.
4. Porosity or shrinkage.
5. Microscopic defects such as poor spheroidization and excessive crystal grains.
Ductile cast iron parts should not be too dry or too wet. Too dry will cause the mold to fail to fall off. And too wet to easily fall off. After the molding sand of ductile iron parts is molded, the internal surface should be dried with a coating agent. So as to prevent the molten iron from impacting the sand mold and causing the sand, and mud to enter the inside of the cast iron. The method of drying the coating agent for ductile iron parts is generally igniting and drying. Because the coating agent is containing alcohol, cold iron is added to some sand molds. The role of cold iron is to accelerate cooling and reduce shrinkage.
The inspection of ductile iron parts includes appearance inspection, magnetic particle inspection and ultrasonic inspection.The appearance inspection is a heavy work in ductile iron parts, which requires a lot of grinding cooperation.
Generally speaking, the appearance inspection requirements of ductile iron parts should meet the following points:
1. No cracks, no welding, no surface non-metallic inclusions and sanding.
2. Surface cleanliness reaches Sa 2.5.
3. Surface roughness reaches A2.
4. Pores reaches C2.
5. Cold barrier reaches D1.
6. No mechanical scratches.
In the appearance inspection of ductile iron parts, we should pay special attention to the difference between surface pores and surface blisters.
Generally, surface pores are smooth and regular on the inner wall. While the surface blisters are relatively irregular and contain more dust or sand and other nonmetallic impurity. If the surface recesses of ductile iron castings are pores, it can be compared with the SCRATA test block. If it is judged to be the surface blisters, they generally need to be polished and repaired, because the roots of most blisters will extend into the metal. When the shot peening effect of ductile iron parts is not good, the roughness will not meet the requirements. If there are oxide scales on the surface of ductile iron parts and large-area surface defects that are difficult to polish, such as smears, re-shot blasting or polish should be considered. Because this type of defect will affect the appearance inspection, and it is particularly easy to miss the inspection of the surface sand.
Do you understand the above knowledge points about ductile iron castings? If you need to know more about ductile iron castings, please pay attention to our website.
Yide casting is a leading casting foundry in China, with 27 years’ experience, produces top quantity ductile iron castings, if you are interested in our casting fitting, please send us a drawing file, and please don’t hesitate to contact us for more details.
https://www.yidecasting.com/wp-content/uploads/2020/07/iron-casting-part-4.png400495Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-02-09 13:05:142023-06-16 02:57:47Appearance Inspection Method of Ductile Cast Iron