Çin’deki Yide Casting, AISI 1008 SAE UNS G10080 karbon çelik dökümleri üretiyor. Bugün sizlere malzemenin kimyasal bileşimini, fiziksel ve mekanik özelliklerini ve eşdeğer malzeme kalitelerini tanıtacağız.
AISI 1008 karbon çeliği, çıkıntı, alın, nokta kaynağı ve eritme ve lehimleme dahil olmak üzere mükemmel kaynaklanabilirliğe sahiptir. Aşağıdaki veri sayfaları, AISI 1008 karbon çeliği hakkında daha ayrıntılı bilgi sağlayacaktır.
İşlenebilirlik (100 işlenebilirlik olarak AISI 1212 çeliğine göre) Grup I çubuk, çubuk ve tel ürünlerin işlenebilirliği soğuk çekme ile geliştirilebilir)
AISI 1008 karbon çeliği öncelikle ekstrüde, soğuk başlı, soğuk yığılmış ve soğuk preslenmiş parça ve formlarda kullanılır.
Yide döküm, Çin’de deneyimli bir demir döküm dökümhanesi olarak demir döküm ve işleme hizmetleri sağlayabilir . Hizmet yelpazemizi genişletmek için çelik döküm fabrikalarıyla da işbirliği yapıyoruz. Dökme demirle ilgili herhangi bir gereksiniminiz veya sorunuz varsa, lütfen daha fazla ayrıntı için bizimle iletişime geçmekten çekinmeyin .
https://www.yidecasting.com/wp-content/uploads/2020/08/stainless-steel-pipes.jpg400720Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-15 13:22:192023-06-16 02:36:07AISI 1008 SAE UNS G10080 Karbon Çeliği
Çin’in çelik dökümhanesi, AISI 1040 SAE UNS G10400 karbon çelik dökümleri üretiyor. Aşağıdakiler malzemenin kimyasal bileşimi, fiziksel ve mekanik özellikleri ve eşdeğer malzeme kaliteleridir.
AISI 1040 karbon çeliğinin kesme performans derecesi 60’tır.
•şekillendirme
AISI 1040 karbon çeliği tavlama koşullarında oluşturulabilir.
•Kaynak
AISI 1040 karbon çeliği tüm kaynak teknikleri kullanılarak kaynak yapılabilir. Yüksek karbon içeriği nedeniyle, 149 ila 260°C (300 ila 500°F) sıcaklıkta önceden ısıtılabilir ve 594 ila 649°C (1100 ila 1200°F) sıcaklıkta ısıtılabilir.
•Isı tedavisi
AISI 1040 karbon çeliği, 844 ila 899°C’de (1550 ila 1650°F) ısıl işleme tabi tutulabilir, ardından su verilebilir ve su içinde temperlenebilir.
•dövme
AISI 1040 karbon çeliği 982 ila 1260°C (1800 ila 2300°F) sıcaklıkta dövülebilir.
•Termal işleme
AISI 1040 karbon çeliği, 94 ila 483°C (200 ila 900°F) sıcaklıkta sıcak işlenebilir.
•Soğuk çalışma
AISI 1040 karbon çeliği, geleneksel yöntemler kullanılarak tavlanmış halde soğuk işlenebilir.
•tavlama
AISI 1040 karbon çeliği, 872 ila 983°C (1600 ila 1800°F) sıcaklıkta tavlanabilir. Daha sonra fırında yavaş yavaş soğutulabilir. Gerilim giderme tavlama işlemi yaklaşık 594°C (1100°F) sıcaklıkta gerçekleştirilebilir. Normalleştirilmiş tedavi ayrıca 899°C’de (1650°F) gerçekleştirilebilir ve ardından yavaşça soğutulabilir.
•temperleme
AISI 1040 karbon çeliği, gerekli güce bağlı olarak 316 ila 705°C (600 ila 1300°F) sıcaklıkta temperlenebilir.
•sertleştirme
AISI 1040 karbon çeliği soğuk işlemle sertleştirilebilir.
Karbon çelik döküm uygulamaları
Kaplinler, krank milleri ve soğuk kafa parçaları için AISI 1040 karbon çeliği kullanılabilir.
Yide Döküm, Çin’de profesyonel bir çelik dökümhanesi olarak bilinir , döküm ve işleme konusunda zengin döküm deneyimine sahiptir, müşterilerimiz için kaliteli ancak rekabetçi fiyat döküm çelik parçalar üretmeye kararlıyız, tüm döküm parçalarımız “JM” olarak işaretlenmiştir, Biz bir çelik dökümhane arıyorsanız, dünyaya JM döküm, Yide döküm geliştirmek istiyoruz, lütfen bizimle iletişime geçmekten çekinmeyin , çizim dosyanızı bize gönderin , size hizmet etmek ve en iyi döküm demir ürünlerini sunmak istiyoruz .
https://www.yidecasting.com/wp-content/uploads/2020/08/large-castings.jpg400800Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-15 13:15:572023-06-16 02:36:08AISI 1040 SAE UNS G10400 Karbon Çelik Dökümhanesi
Gri Dökme Demir, Beyaz Dökme Demir, Benekli Dökme Demir ve Sfero Döküm Arasındaki Farklar
Dökme demirin sınıflandırılması
Karbon formuna göre, dökme demir üç kategoriyi kapsar: gri dökme demir, beyaz dökme demir ve alacalı dökme demir.
Gri Dökme Demir
Gri dökme demirdeki karbonun çoğu grafit formundadır. Kırığı gri olduğu için gri dökme demir denir. Gri dökme demir en yaygın tiptir ve birçok küçük kırıktan oluşan bir grafit mikro yapıya sahiptir.
Beyaz Dökme Demir
Gri dökme demir kadar yaygın olmasa da, beyaz dökme demir, bahsetmeye değer başka bir türdür. Beyaz dökme demirdeki karbon tamamen sementit formundadır ve kırılma parlak beyazdır. Beyaz dökme demirin işlenmesi zordur, bu nedenle esas olarak çelik yapımında hammadde olarak kullanılır.
Benekli Dökme Demir
Benekli dökme demirdeki karbon, grafit ve sementit karışımı şeklinde bulunur ve kırılma grimsi beyazdır. Bu dökme demir daha fazla kırılganlığa sahiptir, bu nedenle endüstride nadiren kullanılır.
Dökme demirin grafit formuna göre, gri dökme demir, sıradan gri dökme demir, vermiküler dökme demir, dövülebilir dökme demir ve sfero dökme demir içerir.
Dökme demirin özellikleri
Gri dökme demir
Gri dökme demirin yapısı grafit ve matristen oluşur. Ayrıca gri dökme demirin yapısını ve performansını etkileyen ana faktörler kimyasal bileşim ve soğuma hızıdır.
Sünek dökme demir
Gerçek mühendislikte, iyi döküm performansı, yüksek çekme mukavemeti ve yüksek yorulma mukavemeti ile sünek dökme demir, krank milleri, bağlantı çubukları ve eksantrik milleri gibi bazı önemli parçaları imal etmek için çeliğin yerini alabilir.
Yide döküm, Çin’de 2 döküm otomatik döküm üretim hattı ve manuel kumdan kale çalışması ile profesyonel bir demir dökümhanesidir, ayrıca iyi döküm dökümhanesi arıyorsanız, işleme atölyemizde kedi demir işleme ekipmanını da donatıyoruz, YIDE Döküm iyi bir seçim, daha fazla bilgi için lütfen bizimle iletişime geçmekten çekinmeyin.
DIN ISO 1302, DIN 4768 – Yüzey Pürüzlülük Değerlerinin Karşılaştırılması
DIN ISO 1302 ve DIN 4768, çeşitli alanlarda (metal dökümler dahil) yüzey pürüzlülüğü için Alman standartlarıdır. Aşağıdaki tablo, sembollerin açıklaması ve yüzey pürüzlülük değerleri ile karşılaştırmasıdır.
Yüzey Pürüzlülük Sembolleri
Açıklama
Ek göstergeleri olmayan sembol.
Temel sembol. Anlamı ek göstergelerle açıklanmalıdır.
Ek göstergeleri olan sembol.
Belirtilen pürüzlülük ile herhangi bir üretim yöntemi.
Ek göstergeleri olmayan sembol.
Belirtilen pürüzlülük olmadan malzemenin talaşlı imalatla çıkarılması.
Ek göstergeleri olan sembol.
Belirtilen pürüzlülükte işleme ile malzemenin çıkarılması.
Ek göstergeleri olmayan sembol.
Malzemenin çıkarılmasına izin verilmez (yüzey, tedarik edildiği gibi kalır).
Ek göstergeleri olan sembol.
Belirtilen pürüzlülükte malzeme çıkarılmadan (kesilmeyen) yapılmıştır.
Yide döküm kendi döküm fabrikamız ve işleme atölyemiz vardır , biz her zaman döküm demir müşterilerimizden çizim dosyası ve parametreleri kabul eder ve daha sonra tüm gereksinimlere göre bir demir döküm numunesi yapar, size göndeririz, kontrol ettikten sonra üretimi veya dökümü tekrar düzenleriz dökme demir örneği. Bir döküm demir dökümhane arıyorsanız, büyük üretimden sonra numune maliyetini iade edeceğiz, lütfen daha fazla bilgi için bizimle iletişime geçmekten çekinmeyin.
https://www.yidecasting.com/wp-content/uploads/2021/04/surface-roughness-6.jpg7198Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-14 12:52:372023-06-16 02:36:10DIN ISO 1302, DIN 4768 – Yüzey Pürüzlülük Değerlerinin Karşılaştırılması
Döküm, metalin bir sıvı halinde eritilip bir kalıba döküldüğü ve daha sonra soğutulup katılaştırıldığı ve istenen şekle sahip bir döküm elde etmek için temizlendiği bir işleme yöntemidir. Döküm, karmaşık şekillere sahip çeşitli nesneler üretebilir.
Dövme, plastik haldeki metal bir malzemeyi, belirli bir şekil ve boyutta iş parçası haline getirmek ve fiziksel özelliklerini değiştirmek için çekiçleme gibi yöntemler kullanmaktır.
2. Dövme ve döküm amaçları:
Döküm, genellikle karmaşık şekillere sahip parçalar için kullanılan, boşluk oluşturmanın nispeten ekonomik bir yöntemidir.
Dövme genellikle belirli bir şekil ve büyüklükteki dövme parçaların işlenmesinde kullanılır.
3. Döküm ve dövmenin avantajları:
Döküm:
Karmaşık şekillere sahip parçalar, özellikle karmaşık boşluklara sahip boşluklar üretebilir.
Birkaç gramdan yüzlerce tona kadar geniş bir boyuta uyarlanabilirlik.
Geniş hammadde kaynakları, hurda çelik, hurda parçalar, talaşlar vb. gibi düşük fiyatlar.
Dökümün şekli ve boyutu parçalarınkine çok yakındır, bu da kesme olmayan kesme miktarını azaltır.
Yaygın olarak kullanılan. Tarım makinelerinin ağırlığının %40 ila %70’i ve takım tezgahlarının ağırlığının %70 ila %80’i dökümdür.
dövme:
Dövme, eritme işlemi sırasında döküm gibi gevşek kusurları ortadan kaldırabilir ve mikro yapıyı optimize edebilir. Aynı zamanda, tam metal düzeneğinin korunması nedeniyle, dövme parçaların mekanik özellikleri genellikle aynı malzemenin dökümlerinden daha iyidir.
4. Döküm ve dövmenin dezavantajları:
Döküm:
Kaba yapı ve birçok kusur gibi mekanik özellikler dövme ürünler kadar iyi değildir.
Kum döküm, tek parça ve küçük parti üretimlerinde işçilerin emek yoğunluğu yüksektir.
Dökümlerin kalitesi kararsızdır, karmaşık etki faktörlerine sahip birçok prosedür vardır.
dövme:
Dövme üretiminde, travma kazaları meydana gelme eğilimindedir.
Maliyet, dökümden çok daha yüksektir.
Yide Döküm, Çin’de profesyonel bir demir dökümhanesi olarak bilinir, döküm ve işleme konusunda zengin döküm tecrübesine sahiptir, müşterilerimiz için kaliteli ancak rekabetçi fiyat döküm demir parçaları üretmeye kararlıyız, tüm döküm demir parçalarımız “JM” olarak işaretlenmiştir. , biz bir döküm demir dökümhane arıyorsanız, dünyaya Yide döküm, JM döküm geliştirmek istiyoruz, lütfen bizimle iletişime geçmekten çekinmeyin, çizim dosyanızı bize gönderin, size hizmet etmek ve en iyi dökümü sağlamak istiyoruz demir ürünleri.
https://www.yidecasting.com/wp-content/uploads/2020/06/sand-casting.jpg375720Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-14 12:41:122023-06-16 02:36:10Döküm ve Dövme Arasındaki Farklar
Gaz brülörleri, pirinç döküm veya demir döküm ile üretilen soba brülörleri veya gaz sobası brülörleri olarak da adlandırılır. Çin’in önde gelen demir dökümhanesi olarak, Yide döküm demir döküm konusunda zengin deneyime sahiptir, kaliteli pirinç döküm gaz sobası brülörü ve demir döküm gaz sobası brülörü sağlamakta, uzun yıllar Çin’de gaz brülörleri üretmekteyiz. Bu nedenle, her zaman alıcıların gaz brülörleri ile ilgili tüm konuları anlamaları için bir makale yazmak istedik.
Uygulamalar
Gaz brülörü, kararlı yanma sağlamak için gaz ve havanın ayrı ayrı veya karıştırılarak yanma bölgesine girmesini sağlayan bir gaz yakma cihazıdır. Yakıt gazı asetilen, doğal gaz veya propan içerir. Gaz brülörleri, sıradan mutfak sobalarından hastanelere, restoranlara, dış mekan ızgaralarına, endüstriyel sobalara ve kazanlara kadar konut ve endüstriyel alanlarda yaygın olarak kullanılmaktadır.
Türler
Yüzlerce çeşit gaz brülörü vardır. Portatif sobalar, dış mekan gaz sobaları, doğal gaz sobaları, propan gaz sobaları, brülörler, büyük sobalar, küçük sobalar, yıldız sobalar, tekli sobalar, dikdörtgen sobalar, kızartma kazanları, kamp gaz sobaları, çift Gazlı ocaklar gibi sadece bazılarını listeliyoruz. soba, şömine gaz sobası, portatif gaz sobası, LP gaz sobası, ticari gaz sobası, bütan gazı sobası vb.
Malzemeler
Deneyimlerimize göre, çoğu gaz brülörü, ASTM A48 Class20 veya Class30 gri dökme demir kullanır, ancak Class35 nadiren kullanılır. Neden, küçük yangına dayanıklı deliklerin işlenmesi gerektiğinden, malzemenin sertliği çok yüksekse, delmek zor olacaktır. Bu delikleri diğer sıradan deliklerle karşılaştıramazsınız ve küçük düğmelerde delik açmak daha zor olacaktır. Ayrıca class20’nin mukavemeti uygulama için yeterli olmalıdır.
Diğer standartlar (Almanya, Japonya, Birleşik Krallık veya ISO gibi) aracılığıyla bu malzemelerin derecesi hakkında daha fazla bilgi edinmek istiyorsanız, lütfen burada gri dökme demirin malzeme karşılaştırmasını kontrol edin.
1.ASTM A48 derece 20, GG15, HT150, FC150, ISO150’ye eşittir.
2. ASTM A48 Sınıf 30, GG20, HT200, FC200, ISO200’e eşittir.
3. ASTM A48 Sınıf 35, GG25, HT250, FC250, ISO250’ye eşittir.
Bazı alıcılar daha güçlü parçalar elde etmek için daha yüksek bir derece seçebilir ve bunu yapmanızı önermiyoruz. Derece ne kadar yüksek olursa, üretim o kadar zor, kusurlu oran o kadar yüksek ve maliyet o kadar yüksek olur. Gaz brülörüne gelince, çok yüksek çekme mukavemeti gerekli değildir.
Döküm işlemi
Deneyimlerimize dayanarak, gaz brülörleri üretmek için iki döküm işlemi kullanmanızı öneririz. Biri dış kabuk olarak yaş kum ve çekirdek olarak reçine kumudur. Çekirdeği kabuk kalıplama sürecinden geçiriyoruz; bu, önce önceden kaplanmış bir reçine kum çekirdeği yaptığımız ve ardından kabuğu üretmek için yaş kum ile sıradan zemin kalıplama kullandığımız anlamına geliyor. Bu arada iç yüzey iyi, dış yüzey normal. Bu süreç, gereksinimlerinizi en düşük üretim maliyeti ile karşılayabilir. Elbette yaş kum çok ince olmalı, sıradan kaba kum kabul edilemez.
Diğer süreç, kabuğun ve çekirdeğin önceden kaplanmış reçine kumu ve kabuk kalıplama işlemi yoluyla üretilmesidir. Bu arada, iç ve dış yüzeyler iyi, ancak üretim maliyeti daha yüksek. Bu nedenle alıcı, özel uygulamaya göre uygun döküm işlemini seçmelidir.
İşleme
Gaz brülörünün işlenmesindeki tek sorun egzoz deliklerinin işlenmesidir. Bazen, gaz brülöründe düzinelerce ila yüzlerce yangına dayanıklı delik bulunur. Delmeleri gerekiyor. Bunlardan birini delemezseniz, gaz brülörü arızalanır, bu nedenle fikirlerinize göre delmek kolay değildir. Dandong Foundry, delme için birkaç küçük delme makinesi kullandı. Bu küçük deliklerin her gün delinmesinden birkaç işçi sorumludur.
mod
Gaz brülörünün kalıbına gelince. Tecrübelerimize göre, reçine maçaları yapmak için demir kalıpları ve gaz brülör kabukları yapmak için alüminyum kalıpları kullanmanızı öneririz. Ancak daha iyi bir dış yüzey kalitesi elde etmek için kabuk için reçine kumu düşünülmeli ve daha sonra kabuk olarak demir desenler kullanılmalıdır. Sonuç olarak, gaz brülörü metal bir desene sahip olmalıdır.
Yüzey kaplama
Gaz brülörleri için birkaç tip yüzey kaplaması vardır. Biri ısıya dayanıklı siyah boya, diğeri ısıya dayanıklı hava yastığından daha ucuz olan normal siyah boya ve üçüncü boyada pas önleyici yağ kullanılıyor. Isıya dayanıklı kaplamalar, yaklaşık 0,23 ABD Doları ila 0,25 ABD Doları arasında değişen en pahalı kaplamalardır. Gaz brülörünüz 1 kg ağırlığındaysa, ısıya dayanıklı boyasının fiyatı yaklaşık 0,23 ila 0,25 USD/adettir.
Tedarikçi
Birçok demir dökümhanesi gaz brülörleri üretebilse de, herkes düşük fiyata gaz brülörleri üretemez ve üretim verimliliği yüksektir. Bunun temel nedeni, ince kum kullanmaları ve birçok küçük delik delme konusunda deneyime sahip olmalarıdır. En önemlisi, döküm, temizleme ve işleme sırasında son derece dikkatli olunmalıdır. Herhangi bir acele işlem arızaya yol açacaktır. Bu nedenle, iyi bir bulmak zor.
Fiyat
Bir gaz brülörünün fiyatı esas olarak birim ağırlık (özellikle boş dökümün ağırlığı), egzoz deliklerinin sayısı, yapının karmaşıklığı ve dış yüzeyin yüzey kalitesi ile ilgilidir.
kusurlar
Gaz sobası kafalarının ana kusurları yüzeydeki kabarcıklardır (2 mm çapında ve 1 mm derinliğinde banyolara genellikle izin verilir), havalandırma deliklerinde hasar ve kumlu kirli yüzeyler. Soba brülörünün hava geçirmez olması gerektiğinden, normal şartlar altında kaynak yapılmasına izin verilmediğini lütfen unutmayın.
Yide döküm profesyonel bir döküm üreticisidir, 1993 yılından bu yana müşterilerimiz için en kaliteli sfero döküm, gri dökme demir, dökme çelik, pirinç döküm, bronz döküm üretimine odaklanmaktadır. gaz sobası brülörleri döküm. Soba brülör dökümhanesi arıyorsanız, lütfen bizimle iletişime geçmekten çekinmeyin,
https://www.yidecasting.com/wp-content/uploads/2020/07/gray-cast-iron-stove-burner.jpg479572Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-14 12:39:302023-06-16 02:36:11Gaz Sobası Brülör Delikleri Nasıl Temizlenir
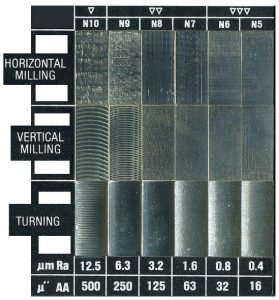
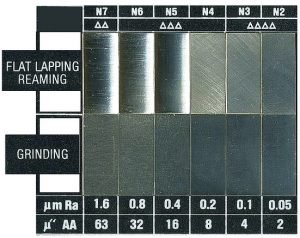
İşleme Yüzey İşlem Tablosu, Karşılaştırıcı, Yöntem, Derece, Ra, Rz, RMS
Çelik ve demir dökümlerin işlenmesinde olduğu gibi, yüzeyin pürüzsüz derecesi önemli bir gerekliliktir.
Bugün Yide Casting , Çin ve ABD’de Ra (um), Ra (mikro inç), Rz (um), RMS ve bitiş derecesi için dönüşüm standardını ve ilgili bitiş yöntemlerini tanıtacak.
Çin
Bitirme Derecesi
Çin
Ra (um)
Çin
Rz (um)
Amerika Birleşik Devletleri
Ra (um)
ABD Ra
(mikro inç)
ABD RMS
(mikro inç)
İşleme Bitirme Yöntemi
iron-foundry.com’a bakın
1
50
200
50.0
2000
2200
En kaba işleme veya iyi kaba döküm yüzeyleri
2
25
100
25.0
1000
1100
İşleme işaretleri çok açık.
Kaba tornalama, delme, planlama, delme.
3
12.5
50
12.5
500
550
İşleme işaretleri bariz.
Kaba tornalama, planlama, frezeleme, delme.
4
6.3
25
8.00
320
352
İşleme işaretleri görünür.
Normal tornalama, delme, planlama, delme, taşlama.
6.30
250
275
5
3.2
12.5
5.00
200
220
İşleme izleri belirgin değil, ancak yine de görülebilir.
Normal tornalama, delme, planlama, delme, taşlama.
4.00
160
176
3.20
125
137.5
6
1.6
6.3
2.50
100
110
İşleme işaretleri bulanık, ancak yönü belirgin olarak işaretler.
Sayı kontrollü tornalama, delme, planlama, delme, taşlama.
2.00
80
88
1.60
63
69.3
7
0,8
6.3
1.25
50
55
İşleme, yön bulanıklığını işaretler, ancak yine de görünür.
Sayı kontrollü tornalama, delme, planlama, delme, taşlama.
1.00
40
44
0.80
32
35.2
8
0,4
3.2
0.63
25
27.5
İşleme işaretleri yön bulanıklığı.
Raybalama, taşlama, delme, haddeleme.
0,50
20
22
0.40
16
17.6
9
0,2
1.6
0.20
12.5
13.75
İşleme, yönü görünmez olarak işaretler.
Taşlama, süper işleme.
10
11
8
8.8
10
0.1
0,8
0.10
4
4.4
Yüzey koyu parlak.
Süper işleme.
Frezeleme, tornalama, raybalama ve taşlama için yüzey bitirme karşılaştırıcısı
Yide Döküm önde gelen bir demir dökümhanesidir, hem döküm hizmeti hem de işleme hizmeti sunar, işleme atölyemizde ithal gelişmiş işleme makineleri ile donatılmıştır , hem döküm hem de işleme talepleriniz varsa, Yide döküm sizin için iyi bir seçimdir, kaliteli döküm sözü veriyoruz ve işleme gereksinimi, daha fazla ayrıntı için lütfen bizimle iletişime geçmekten çekinmeyin .
AISI 1020 Karbon Çeliği, yüksek kaliteli bir çelik malzemedir. Bugün sizlere bu kalite malzemenin kimyasal bileşimini, fiziksel ve mekanik özelliklerini ve eşdeğer malzeme kalitelerini tanıtacağız.
•AISI 1112 karbon çeliği ile karşılaştırıldığında, AISI 1020 karbon çeliği, %65’e ulaşan iyi işlenebilirliğe sahiptir.
•Yüksek süneklik sayesinde AISI 1020 karbon çeliği tüm geleneksel yöntemler kullanılarak kolayca şekillendirilebilir.
•Tüm geleneksel yöntemler kullanılarak bu alaşımı kaynaklamak kolaydır.
•Bu Alaşım 815-871°C’de (1500-1600°F) ısıtılarak sertleştirilebilir, ardından su verme ve sıcaklık ayarı yapılabilir.
•AISI 1020 karbon çeliği 1260°C (2300°F) ila 982°C (1800°F) sıcaklıkta dövülmelidir.
•AISI 1020 karbon çeliği, 482 ila 649°C (900 ila 1200°F) sıcaklık aralığında sıcak işlenebilir.
•AISI 1020 karbon çeliğini soğuk işlemek için tüm geleneksel yöntemler kullanılabilir. Uzun süre soğuk işlem yapılıyorsa, gerilim giderme tavlaması önerilir.
•Alaşım 871-982°C (1600 ila 1800°F) arasında tamamen tavlanabilir ve ardından fırında yavaşça soğutulabilir. Bu, alaşıma yaklaşık 65 ksi’lik bir çekme mukavemeti sağlayacaktır. Gerekirse, 538°C’de (1000°F) gerilim giderme tavlaması yapılabilir.
•Temperlemeden sonra, gerekli mukavemet seviyesine göre 315 ila 538°C (600 ila 1000°F) sıcaklıkta ısıl işleme tabi tutulmalı ve su verilmelidir. Örneğin, 538°C’de (1000°F) temperleme, alaşıma 90 ksi’lik bir çekme mukavemeti sağlayabilir.
•AISI 1020 karbon çeliği, soğuk işlem ve ısıl işlem, su verme ve temperleme ile sertleştirilebilir.
Uygulamalar
AISI 1020 karbon çeliği, soğuk cıvatalar gibi basit yapısal uygulamalar için kullanılır. Genellikle yüzey sertleştiğinde kullanılır.
Aynı zamanda, çekirdek mukavemetinin gerekli olmadığı pimler, miller, zincirler, hafif gerilimli dişliler, sert aşınan yüzeyler ve sertleştirilmiş bileşenlerin üretimi için de uygundur.
Yide döküm deneyimli bir demir döküm dökümhanesidir , demir döküm hizmeti ve işleme hizmeti sunar, ayrıca işbirliği yapmak için bir döküm çelik döküm fabrikamız var, herhangi bir döküm gereksiniminiz varsa, lütfen daha fazla ayrıntı için bizimle iletişime geçmekten çekinmeyin .
https://www.yidecasting.com/wp-content/uploads/2020/07/High-Manganese-Steel-.jpg310395Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-13 13:00:242023-06-16 02:36:13AISI 1020 Karbon Çeliği
Dökme demir büzülme kusuru, dökme demirin kalitesi üzerinde büyük bir etkiye sahiptir. Çekme mukavemetini ve uzamayı azaltacak, böylece demir dökümün büzülme alanında çatlamasına veya nüfuz etmesine neden olacaktır.
Bugün Yide Casting’deki iş tecrübelerime dayanarak sizlere üç çeşit büzülmeyi tanıtacağım.
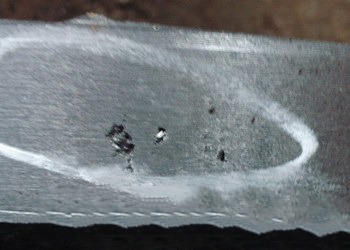
1. Yüzeye batırın
Kaba döküm yüzeyinde batan çukurlar görebilirsiniz. Bu çukurlar, yüzeyin altındaki büzülmeden kaynaklanır. Tıpkı aşağıdaki fotoğraftaki gibi. Bu büzülme, alanın büyüklüğünü ve fiziksel özelliklerini etkileyecektir. Genel olarak, bu büzülme kabul edilemez.
2. Dökme demirin içindeki büyük büzülme delikleri
Yüzeyde bu büzülmeyi görmeyeceksiniz. Ancak işlendikten sonra bu çok açık olacaktır. Daralan bölgede irili ufaklı birçok gözenek göreceksiniz. Elbette bu büzülme de kabul edilemez ve uygulamaya çok zararlıdır.
3. Dökme demirin içindeki küçük büzülme delikleri
Bazen işlemden sonra çok küçük gözenekler göreceksiniz. Bazen çıplak gözle bile görülemezler, ancak bir büyüteçle incelenebilirler. Veya bazen bunları su basıncı veya yağ basıncı testi ile iyileştirebilirsiniz. Bu büzülmeler, dökme demirlerin yoğunluğunun düşük olmasına neden olarak, yüksek basınçlara dayanmalarını engeller.
Açıkçası, büzülme demir dökümler için çok zararlıdır. Büzülmenin ana nedeni, özellikle kapı boyutu olmak üzere, makul olmayan döküm işlemidir. Büzülme bulunduktan sonra demir döküm tesisi kapı sistemini ayarlamalıdır.
Ancak büzülme kusurlarının çoğu dökme demir yüzeyin altında olduğu için nasıl kontrol etmeliyiz?
1. Genel olarak, tedarikçinin işlemeden sonra büzülmeyi bulabilmesi için kaba işleme yapmasına izin verebilirsiniz. Bu yöntem en belirgin ve ekonomik yöntemdir, çünkü Çin’deki çoğu demir dökümhanesi kendi bünyesinde kaba işleme kapasitesine sahiptir.
2. Pompa gövdesi veya valf gövdesi için bir su basıncı testi yapabilir veya tedarikçinizden bunlar üzerinde rastgele bir test yapmasını isteyebilirsiniz. Bu yöntem tüm dökümlerin kalifiye olduğunu garanti edemese de, en azından bazı problemler bulunacaktır.
3. Büzülme oranını kontrol etmek için hassas konumu kesebilirsiniz. Tecrübelerimize göre büzülme genellikle kapı bölgesinde ve belirli köşe bölgelerinde meydana gelmektedir. Bu nedenle büzülme pozisyonunu bulduktan sonra toplu incelemede bu pozisyonları kontrol etmeye odaklanabilirsiniz. Bu yerleri testere ile kesebilir veya tedarikçiden talimatlarınıza göre büzülmeye neden olabilecek bu yerleri kesmesini isteyebilirsiniz.
https://www.yidecasting.com/wp-content/uploads/2021/04/shrinkage.png250350Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-13 12:53:492023-06-16 02:36:13Dökme Demir Büzülme Kusurları
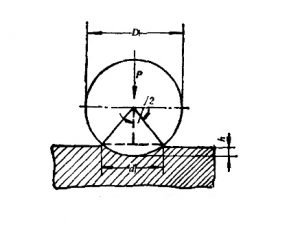
Bunların arasında HB’nin birimi kgf/’dir.
d——Girinti çapı, mm; h—— Girinti derinliği, mm.
Girintinin çapı ölçüldüğü sürece, HB değeri hesaplama veya arama tablosu ile elde edilebilir.
Test sırasında malzemenin yapısına ve şekline göre farklı yükler ve çelik bilye çapları seçin.
Brinell sertlik testinin avantajları, güçlü temsil gücü, iyi veri tekrarlanabilirliğidir. Aynı zamanda, güçle belirli bir dönüşüm ilişkisi vardır. Dezavantajı ise daha sert malzemelerin test edilememesidir; girinti büyüktür ve bitmiş ürün incelemesi için uygun değildir. Genellikle, dökme demir, demir dışı metaller, düşük alaşımlı çelik vb. gibi hammaddelerin ve tavlanmış parçaların sertliğini test etmek için kullanılır.
Test koşulları
Brinell sertlik testinde girinti küresinin çapını (D), test yükünü (F) ve yük tutma süresini (t), metal malzemenin cinsine, sertlik değerleri aralığına göre seçmeliyiz. ve kalınlık. 1, 2, 2.5, 5 ve 10 mm’lik yaygın olarak kullanılan beş girinti çapı vardır.
Test yükü 9.807N (1kgf) ile 29.42 KN (3000 kgf) arasında değişebilir.
Demirli metaller için yük tutma süresi genellikle 10-15 saniyedir; Demir dışı metaller için 30’lar; HB değeri 35’ten küçük olduğunda 60s.
Lehte ve aleyhte olanlar
Çelik bilyenin çapı ve metal malzemenin yüzeyinde kalan girinti büyüktür. Bu nedenle ölçülen sertlik değeri daha doğrudur. HB değeri ile çekme mukavemeti arasında belirli bir ilişki vardır. Bu, metal malzemelerin çekme mukavemetini yaklaşık olarak Brinell sertlik değerine göre belirleyebileceğimiz anlamına gelir.
Metalin sertliği çok yüksek ise sertlik değerinin doğruluğunu etkileyecektir. Bu nedenle, HB testi genellikle HB değeri 650’den düşük olan metal malzemeleri ölçmek için uygundur.
Brinell sertlik girintisi nispeten büyüktür, bu nedenle bitmiş ürünleri ve sac malzemeleri ölçmek için uygun değildir.
Yide döküm, Çin’de lider bir döküm dökümhanesidir, her döküm ürünü için gerekli detayları takip ederek kaliteli döküm ürünleri üretiyoruz, Brinell sertliğini ve diğer parametreleri kontrol etmek için ithal edilmiş bir test makinemiz var, döküm müşterilerimiz için en iyi döküm hizmetini kanıtlamayı taahhüt ediyoruz. .