Büyük ölçekli dökümler genellikle karmaşık şekillere ve bileşenlere ve karmaşık iç boşluk yapılarına sahiptir. Muayene gereklilikleri genellikle büyük döküm için ilgili ulusal standartlara, bakanlık standartlarına veya endüstri standartlarına dayanmaktadır. Teknik anlaşma, sipariş sözleşmesinde müzakere edilen teknik gereksinimler nedeniyle de yapılabilir. Muhtemelen tasarım çizimlerinin veya teknik sözleşmelerin teknik gereksinimlerine göre.
Büyük dökümlerin muayenesi şunları içerir: boyutsal inceleme, şekil ve görünümün yüzey kalitesinin görsel muayenesi. Ürün kalitesini sağlamak için kimyasal bileşim analizi ve mekanik performans testleri yapmalıyız. Ayrıca büyük dökümlerde de tahribatsız muayeneler yapmamız gerekiyor. Dökümlerin iç kalitesinin muayenesi için tahribatsız muayene yöntemlerini kullanmalıyız.
Büyük dökümlerin tahribatsız muayenesi hangi hususları içerir?
1. Manyetik parçacık muayenesi
Büyük dökümlerin tüm iç ve yüzeylerinde manyetik parçacık incelemesi yapmalıyız.
2. Sıvı nüfuz eden kusur tespit muayenesi
Aynı zamanda, büyük dökümlerin tüm iç ve yüzeylerinde sıvı nüfuz eden kusur tespiti yapmalıyız.
3. tam röntgen çekimi
Büyük dökümler için %100 tam röntgen çekimi gerektirir.
4. Ürün spesifikasyonu tahribatsız muayene gerekliliklerini şart koşuyorsa, ilgili spesifikasyonun hükümlerine uygun olarak yapılacaktır. Büyük dökümlerin yapısı kaliteyi sağlamalı ve süreci basitleştirmelidir. Büyük dökümlerin yapısı kolayca değiştirilemez. Değişiklik gerekiyorsa, ürün tasarımcısına açıklanmalıdır.
Yide Döküm fabrikamızı – JM dökümü ziyaret etmenizi bekliyoruz.
Mükemmel bir büyük gri demir döküm ve sfero döküm arıyorsanız, Yide döküm, döküm parça imalatınız için iyi bir seçimdir. Daha fazla ayrıntı için lütfen bizimle iletişime geçmekten çekinmeyin.
Paslanmaz çeliğe aside dayanıklı paslanmaz çelik de denir. İyi korozyon direncine sahiptir, güzeldir, solmaz ve temizlenmesi kolaydır. Üstelik hizmet ömrü çok uzundur. Paslanmaz çelik dökümler otomobil parçaları, ev aletleri ve inşaat endüstrilerinde yaygın olarak kullanılmaktadır.
Aşağıdakiler, referansınız için China Yide Casting tarafından sağlanan paslanmaz çelik kalitelerinin bir karşılaştırma tablosudur .
Yide döküm, 27 yıllık tecrübesi ile Çin’de lider bir döküm dökümhanesidir ve en yüksek miktarda çelik döküm üretmektedir. Dökme çeliğimizle ilgileniyorsanız, döküm hakkında daha fazla bilgi için lütfen bizimle iletişime geçmekten çekinmeyin .
Bu, ISO, GB, ASTM, DIN, EN, JIS, UNI, NF, BS, IS, UNF, NBN, AS, SS dahil olmak üzere Yide dökümhanesinden çeşitli standartlardaki gri demir ve sünek demir kaliteleri için bir karşılaştırma tablosudur. NS.
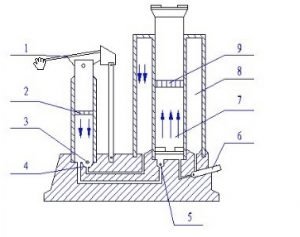
Manuel hidrolik transpalet, kompakt, kullanışlı, esnek, ağır hizmet tipi ve dayanıklı bir kargo taşıma aracıdır. Kamyon, mal sevk etme işlevine ek olarak, malların kaldırılmasını ve indirilmesini kolaylaştırmak için şasi ve tekerlekler arasında bir hidrolik cihaz içerir. Kamyon, kargo kutusunun tabanının altına kolayca itilebilir ve ardından şasi hidrolik basınçla kaldırılır. Böylece taşımak için kargoyu sürükleyebilirsiniz. Hedefe ulaştıktan sonra şasi hidrolik olarak indirilecektir. Ardından kargo uygun şekilde inecek ve kamyon kolayca çekilebilecek. Sonuç olarak, kamyon, karmaşık manuel taşıma sürecini atlamaya yardımcı olabilir. Manuel hidrolik transpalet, atölye kargo taşımacılığı için iyi bir yardımcıdır.
Manuel hidrolik transpalet esas olarak üç parçadan oluşur: tutamak, yağ silindiri ve araba gövdesi.
Manuel hidrolik transpalet kolu, hidrolik silindirin kaldırılmasını ve indirilmesini kontrol edebilir. Sapın uzunluğu genellikle yaklaşık 1 metredir. Uzun sap prensibi, insan gücünü büyük ölçüde azaltır.
Manuel hidrolik transpalet ana gövdesi genellikle 4 mm çelik levhadan yapılır. Tekerlekler naylon ve poliüretandan farklıdır. Kullanım sürecinde, genellikle iyi aşınma direncine sahip naylon tekerleklerdir.
Manuel hidrolik transpalet, hidrolik şanzıman prensibini kullanır, çalışma ortamı olarak yağ kullanır, conta hacminin değişmesi yoluyla hareketi iletir ve yağın içindeki basınç yoluyla gücü iletir.
Güç parçası
Ana hareket ettiricinin mekanik enerjisini, yağın basınç enerjisine (hidrolik enerji) dönüştürün. Örneğin: hidrolik pompa.
Yönetici bölümü
Hidrolik pompa tarafından girilen yağ basıncı enerjisini, çalışma mekanizmasını çalıştıran mekanik enerjiye dönüştürün. Örneğin: hidrolik silindirler, hidrolik motorlar.
Kontrol parçası
Yağın basıncını, akışını ve yönünü kontrol edin ve ayarlayın. Örneğin: basınç kontrol vanası, akış kontrol vanası ve yön kontrol vanası.
yardımcı parça
Yağ depolama, filtreleme, ölçüm ve sızdırmazlık rolünü oynayan bir sistem oluşturmak için ilk üç parçayı birbirine bağlayın. Örneğin: boru hatları ve bağlantılar, yakıt tankları, filtreler, akümülatörler, contalar ve kontrol aletleri vb.
Belirli bir hacimdeki sıvının herhangi bir noktasında uygulanan basınç, her yöne eşit olarak iletilebilir. Bu, birden fazla hidrolik silindir kullanıldığında, her bir hidrolik silindirin kendi hızında çekeceği veya iteceği ve bu hızların yükü hareket ettirmek için gereken basınca bağlı olduğu anlamına gelir.
https://www.yidecasting.com/wp-content/uploads/2020/09/Structure-Principle-of-Hand-Hydraulic-Pallet-Jack.jpg223532Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-20 12:20:312023-06-16 02:36:01Manuel Hidrolik Transpalet Yapı Prensibi
Döküm şişesi ayrıca kalıplama şişesi, kum kutusu veya kalıplama kutusu olarak da adlandırılır. Kum döküm üretiminde vazgeçilmez bir araçtır. Aynı zamanda döküm sürecinde de önemli bir rol oynar. Uygun bir kum kutusu, döküm kalitesini iyileştirebilir ve kalıplama kumu tüketimini azaltabilir, böylece üretim maliyetlerini azaltabilir.
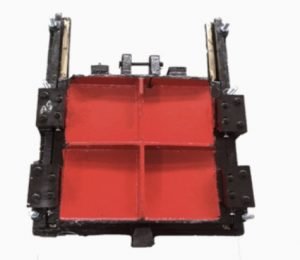
Döküm şişeleri genellikle çelik plakaların kaynaklanmasıyla yapılır. Ancak kum döküm işlemi ile de yapılabilir. Başka bir deyişle, kum kutusunun kendisi de bir kum dökümü olabilir. Otomatik kalıplama hattı için döküm şişesi sabit bir boyuta sahiptir. FBO 3 otomatik kalıplama hattını örnek alacak olursak, muflanın boyutu 508*610mm olmalıdır.
Eğer demir dökümhanesi uygun bir döküm mataraya sahip değilse, o zaman üretim için bazı döküm matara yapmaları gerekecektir. Sandbox’ların pek çok türü ve boyutu vardır. Küçük şişe, küçük metal dökümlerin üretimi için uygundur ve büyük şişe, büyük dökümler için uygundur. Şekilleri arasında daireler ve kareler bulunur. Bazen, kalıp kumunu sabitlemek için bazı takviye nervürleri içeride kaynaklanır. Döküm işlemi sırasında, tüm tasarımların üretime uygun olarak düşünülmesi gerekir. Ancak otomatik kalıplama hattının şişesi değiştirilemez. Sadece manuel kalıplama ve reçine kum kalıplama işlemleri için kullanılan ambalaj kutuları kullanılabilir.
Genel olarak, demir dökümhanesinin üretimi hızlandırmasını istemiyorsanız, döküm alıcısının kum kutusunun üretim maliyetini karşılaması gerekmez. Daha fazla şişe, üretkenliği büyük ölçüde artırabilir.
Yide Machinery döküm fabrikası, araçlar, arabalar, kamyonlar, traktörler, pulluk noktaları vb. için demir döküm parçaları üretmek için FBO otomatik kalıplama hattını kullanır. Aşağıdakiler, Yide Casting’in bazı döküm şişeleridir.
Demir esaslı kaplamalı kum döküm bir döküm üretim teknolojisidir. 1970’lerde Çinli dökümhane işçileri, yerli ve yabancı dökümhane meslektaşlarının araştırmasına dayanan ve Çin’in ulusal koşullarıyla birlikte özel bir döküm teknolojisi yöntemi geliştirdi. Kum döküm, kayıp mum döküm, V-şekilli döküm, kalıcı kalıba döküm, kabuk kalıba döküm, parafin döküm, seramik döküm, çelik bilye döküm ve diğer döküm yöntemlerinden farklıdır. Bu yöntem, bir metal model ve kum kutusu demir kalıp olarak döküm şekline yakın olan dökme demir boşluğu kullanır. Daha sonra, yakın şekilli demir kalıp, bir döküme dökmek için bir kalıp oluşturmak üzere 6-10 mm’lik bir kaplanmış kum tabakası ile kaplanır.
Demir bazlı kaplamalı kum döküm işlemi şunları içerir:
Makine modelleme-kutuyu kontrol etme ve kapatma-ladin kabını kilit kutusuna yerleştirme-döküm-kum temizleme-modelleme-dökme-paket açma.
Demir esaslı kaplamalı kum dökümün özellikleri:
1. Kum döküm özelliklerine sahip olmak
Diğer bir deyişle, kum kalıbın deformasyon olmadan toplam mukavemetini yüksek yapan sert bir kum kalıp kabuğuna sahip olmak. Aynı zamanda geniş adaptasyon kabiliyetine, dökümlerin kolay kalıptan çıkarılmasına, güvenilir konumlandırmaya ve yüksek hassasiyete sahiptir.
2. Kaplamalı kum kabuk döküm özelliklerine sahip olmak.
Modelleme rahat ve hızlıdır. Döküm kum kalıbı ne olursa olsun, kalıplama iki veya üç dakika içerisinde tamamlanabilmektedir. Kalıbın kum yoğunluğu ve yüzey sertliği ekipman tarafından garanti edilir ve her zaman tutarlıdır. Ve herhangi bir boya uygulamanıza gerek yoktur. Düzgün döküm elde edilir ve dökümün şekli ve boyutsal doğruluğu iyileştirilir.
3. Metal kalıba döküm özelliklerine sahip olmak.
Demir kalıp, erimiş metalin kristalizasyon işlemi sırasında bariz bir soğutma etkisine sahiptir. Bu, dökümün tane boyutunu iyileştirebilir ve böylece dökümün genel mukavemetini iyileştirebilir. Kum lastiklerinin varlığı, metal kalıp dökümünün eksikliklerini önler. Dökümler beyaz delikler üretmeyecektir. Demir dökümler için ısıl işlem görmeden döküm halinde çeşitli malzemeler üretebilir.
4. Yüksek hassasiyet
Demir kalıp ve ince kum lastiğinden oluşan kalıp yüksek rijitliğe, küçük deformasyona ve kilitlendikten sonra hızlı soğumaya sahiptir. Bu arada elde edilen döküm, yüksek boyutsal hassasiyete, küçük işleme payına ve kompakt yapıya sahiptir. Özellikle sfero üretimi için uygundur. Aynı zamanda, yöntem, kendi kendine beslemek için sfero dökümün grafitizasyon genişlemesini kullanır ve daha az ve yükselticisiz dökümler üretir. Böylece yüksek kaliteli dökümler elde etmek. Demir kalıp hızla soğuduğundan, yüksek dereceli perlit alt tabakaların üretimi için etkilidir. Çubuk ve şaft dökümleri özellikle avantajlıdır.
5. Yüksek sertlik
Normal şartlar altında, demir esaslı kaplamalı kum döküm ile üretilen dökümlerin sertliği, sıradan döküm yöntemleri ile üretilenlerden yaklaşık 20 HB birim daha yüksektir.
6. Düşük yatırım
Dökme demir kalıbın atık ısısının geri dönüşümle üretilen kaplanmış kumu katılaştırmak için kullanılması sadece elektrik tüketimini azaltmakla kalmaz, aynı zamanda döküm işlemi de kapalı çevrim üretim durumu sunar. Bu arada, üretim alanı küçüktür, kum arıtma ekipmanı gerektirmez, düşük yatırım ve hızlı sonuçlar.
7. Kalıbın yeniden kullanımı
Demir kalıbın soğuması nedeniyle kalıplama kumu aşırı ısınmayacaktır. Sadece kalıp kumu yeniden kullanılabilir değil, aynı zamanda dökme işlemi sırasında kavrulma nedeniyle kalıp kumu (kuvars kumu) faz değişimine uğrar ve kumun termal genleşme katsayısı 15’ten 5’e düşer. Üretim sürecinde üretilen eski kum da döngüsel ekonominin gelişimine paralel olarak geri dönüştürülebilir.
8. Düşük ret oranı
Demir bazlı kaplamalı kum dökümü, özellikle orta ve küçük dökümlerin büyük partilerinin üretimi için uygundur. Birkaç değiştirme varsa, genel reddetme oranı yaklaşık %3’e düşürülebilir.
9. Uzun hizmet ömrü
Kum kaplı demir kalıplı demir kalıbın hizmet ömrü 10.000 kattan fazla ulaşabilir. Bununla birlikte, uzun süreli tekrarlanan termal genleşme ve büzülmenin ve döküm ortamının etkisi altında ek bakım gereklidir.
Küçük dökme kapılar, küçük dökme demir kapılar olarak da adlandırılan, dökme demirden yapılmış küçük kapılardır.
Uygulamaya bağlı olarak birçok tipte dökme demir kapı vardır. Örneğin kazanlarda kullanılan döküm kapılara kül kapılar; soba, şömine ve sobalarda kullanılan döküm kapılar ve fırın kapıları olarak adlandırılır. Küçük dökme kapılar, boyutlarının çok küçük olduğu anlamına gelir, genellikle onlarca milimetreden yüzlerce milimetreye kadar.
Küçük dökme demir kapılar için kullanılan malzemeler arasında gri dökme demir, sfero döküm ve alaşımlı dökme demir bulunur. Malzemelerin çoğu gri dökme demir ASTM A48 Sınıf 30, 20 veya gri demir DIN EN1561 EN-GJL-200, EN-GJL-150 veya gri demir FC150, FC200’dür. Yangın direncini arttırmak için genellikle belirli bir krom (Cr) alaşımı içeriği eklemek gerekir. Bu amaçla %1 Cr kullanılmalıdır.
Küçük dökme kapılar için, Yide Casting genellikle daha büyük dökme kapılar üretmek için yaş kum kalıplama işlemini ve daha küçük dökme kapılar üretmek için reçine kum kabuk kalıplama işlemini kullanır. Genelde otomatik kalıplama hatları küçük kalıplı kapılar için uygun değildir. Çünkü sıcak kalıp kapıların deforme olmaması için bir geceden fazla kum kalıpta kalması gerekir.
Tabii ki dökme demir kapılar için yüzey kalitesinin çok iyi olması gerekir. Yide dökümhanesinde yüzey kalitesini karşılamak için kalıplama malzemesi olarak ince kum ve ön kaplamalı reçine kumu kullanılmaktadır.
Alıcılar için yüzey kalitesi ilk kontrol noktası olacaktır. Ve düzlük de çok önemlidir. Malzeme çok önemli olmasa da tedarikçinin malzeme standardını karşılaması gerekir. Aksi takdirde dökme demir kapının çarpması kolaydır.
Genel olarak, çoğu dökme kapı zımparalama gerektirmez. Gerekirse, çizimde veya sorgunuzda belirtmelisiniz. Aynı zamanda, boyama, galvanizleme ve pas önleme yöntemleri gibi dökme demir kapılar için kaplama gereksinimleri de önemlidir.
Çin’de dökme demir kapı üretebilen birçok demir döküm fabrikası var, ancak sadece birkaç dökme demir kapı yüksek kalitede. Bunları üretmedeki en büyük zorluk, iyi yüzey kalitesini korumaktır.
Yide döküm, 20 yıldan fazla döküm tecrübesine sahiptir. Size yüksek kaliteli dökme demir kapılar ve en iyi hizmeti sağlayabiliriz. Dökme demir kapılar arıyorsanız, en profesyonel yardımı almak için lütfen hemen bizimle iletişime geçmekten çekinmeyin.
Paslanmaz Çelik Dökümlerin Manyetizmasını Etkili Bir Şekilde Ortadan Kaldırma
Paslanmaz çelik dökümler martensit, östenit veya demir elementler içerdiğinde manyetik hale gelir. Ancak paslanmaz çelik manyetik ise, kullanımını etkileyecektir. Bugün, dökümün manyetizmasını etkili bir şekilde nasıl kaldıracağımızı görelim.
1. Eşdeğer kimyasal bileşimi kesinlikle kontrol edin
Maliyetleri azaltmak için, genel üreticiler Ni’nin alt sınırını %8.0-8.2 arasında kontrol eder. Cr/Ni belirli bir değere ulaştığında çeliğin yapısında belirli bir miktar ferrit oluşur. Ferrit manyetik iken. Şu anda, 1050 ~ 1080 katı çözelti işlemi, ferriti ostenite tamamen çözebilir ve daha sonra paslanmaz çelik dökümler manyetik olmayacaktır.
2. Soğuk iş sertleştirme
Paslanmaz çelik dökümler, soğuk işlem sırasında deforme olmuş martenzit üretecektir. Deforme olmuş martensit, paslanmaz çeliğin mukavemetini arttırır. Bununla birlikte, deforme olmuş martensit manyetiktir. Çözelti işlemi ve hatta tavlama, deforme olmuş martenzitin kaybolmasını sağlayabilir, ancak çeliğin mukavemeti buna bağlı olarak azalacaktır.
3. Soğuk işlemin sağlamlığını, ancak aynı zamanda zayıf veya hatta manyetik olmayan olmasını sağlamak istiyorsanız, aşağıdaki demanyetizasyon yöntemlerini kullanabilirsiniz:
Faz diyagramı prensibine göre Cr/Ni değerini düşürün, özellikle Ni ve Mn içeriğini üst sınıra yükseltin. Soğuk işlemden önce üst limit solüsyon muamelesi yapıldı ve yüzeyin sağlanması öncülüğünde tane boyutunu 4 seviyede kontrol etti. Bu, soğuk çalışmadan sonra manyetik özellikleri azaltabilir. Genel olarak, 304 paslanmaz çelik, soğuk işlemden sonra belirli bir derecede zayıf manyetik özelliklere sahiptir. Ancak, dayak veya başka bir darbeden sonra ostenit yapı, belirli manyetik özelliklere sahip olacak martensite dönüştürülür. Ve sonra 1050 dereceye kadar ısıtılır, daha sonra su söndürme böylece manyetizmayı ortadan kaldırabilir.
Yide döküm, Çin’de kaliteli gri demir döküm, sfero döküm ve pirinç dökme demir olarak bilinen profesyonel bir dökme demir fabrikasıdır, ayrıca paslanmaz demir döküm ve işleme fabrikası ile işbirliği yaptık, hepimiz en kaliteli döküm parçalarını sağlamak için yeterli yeteneğe sahibiz parametrelerinize göre, kaliteli bir dökme demir tedarikçisi arıyorsanız, lütfen bizimle iletişime geçmekten çekinmeyin veya fabrika döküm atölyemizi ve döküm üretim hatlarımızı ziyaret etmenizi bekliyoruz.
https://www.yidecasting.com/wp-content/uploads/2020/09/How-to-Effectively-Eliminate-the-Magnetism-of-Stainless-Steel-Castings.jpeg649990Yide Castinghttp://www.yidecasting.com/wp-content/uploads/2020/05/YiDe-iron-casting-manufacturer-logo-300x137.pngYide Casting2021-12-16 13:13:462023-06-16 02:36:05Paslanmaz Çelik Dökümlerin Manyetizmasını Etkili Bir Şekilde Ortadan Kaldırma