Стандарт ASTM A48 для отливок из серого чугуна
Стандарт ASTM A48 для отливок из серого чугуна
Стандартные технические условия ASTM A48 / A48M для отливок из серого чугуна марок, включая классы № 20, 25, 30, 35, 40, 45, 50, 55, 60.
Класс № 20 A, 20 B, 20 C, 20 S,
Класс № 25 A, 25 B, 25 C, 25 S,
Класс № 30 A, 30 B, 30 C, 30 S,
Класс № 35 A, 35 B, 35 C, 35 S,
Класс № 40 A, 40 B, 40 C, 40 S,
Класс № 45 A, 45 B, 45 C, 45 S,
Класс № 50 A, 50 B, 50 C, 50 S,
Класс № 55 A, 55 B, 55 C, 55 S,
Класс № 60 A, 60 B, 60 C, 60 S.
Настоящая спецификация охватывает отливки из серого чугуна общего машиностроения, которые в основном используются для определения прочности на разрыв. Отливки классифицируются в соответствии с пределом прочности чугуна в индивидуально отлитых испытательных стержнях.
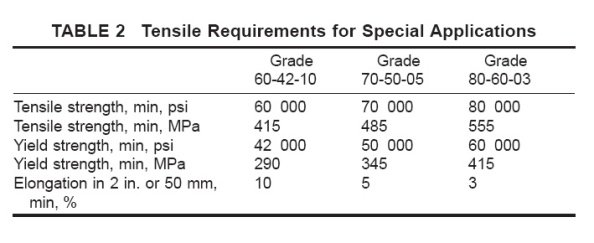
1. Требования к пределу прочности при растяжении.
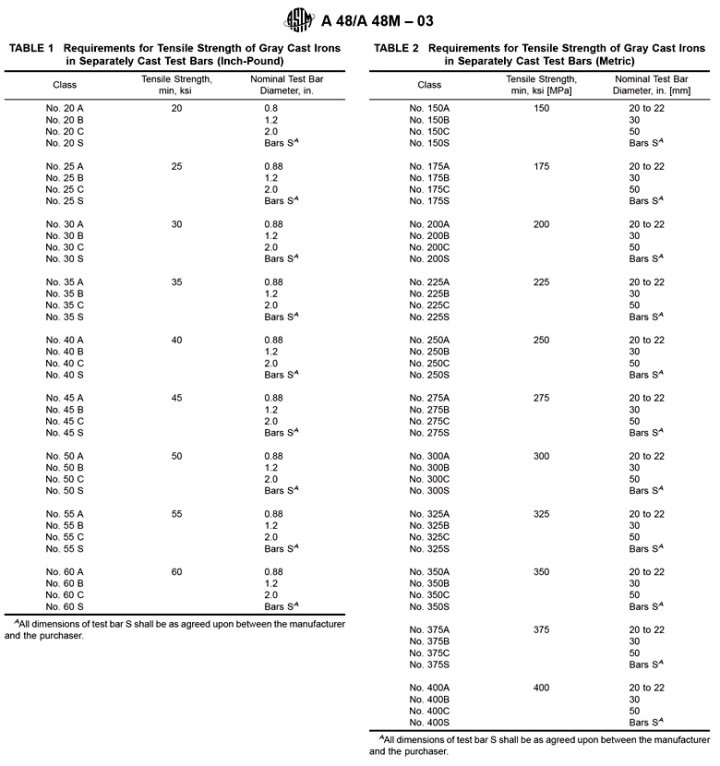
На приведенной выше диаграмме вы можете видеть, что для каждой марки материала требуется минимальное значение прочности на разрыв, тыс. Фунтов на квадратный дюйм. Это означает, что предел прочности при растяжении является наиболее важной характеристикой отливок из серого чугуна.
Однако нет необходимости писать классы материала A, B, C, S для литейного производства. Потому что A, B, C и S – это только требования для тестовой полосы.
Например, для завода по производству чугуна ASTM A48 Class 20 будет достаточно подробным, что означает минимальное значение. Прочность на разрыв серого чугуна должна быть выше 20 тысяч фунтов на квадратный дюйм (138 МПа).
ASTM A48, класс 20: мин. Предел прочности на разрыв 20 тыс. Фунтов на кв. Дюйм (138 МПа)
ASTM A48, класс 25: мин. Прочность на растяжение 25 тысяч фунтов на квадратный дюйм (172 МПа)
ASTM A48, класс 30: мин. Предел прочности на разрыв 30 тысяч фунтов на квадратный дюйм (207 МПа)
ASTM A48, класс 35: мин. Предел прочности при растяжении 35 тысяч фунтов на квадратный дюйм (241 МПа)
ASTM A48, класс 40: мин. Предел прочности при растяжении 40 тыс. Фунтов на кв. Дюйм (276 МПа)
ASTM A48, класс 45: мин. Предел прочности на разрыв 45 тыс. Фунтов на квадратный дюйм (310 МПа)
ASTM A48, класс 50: мин. Предел прочности при растяжении 50 тыс. Фунтов на квадратный дюйм (345 МПа)
ASTM A48, класс 55: мин. Прочность на разрыв 55 тыс. Фунтов на квадратный дюйм (379 МПа)
ASTM A48, класс 60: мин. Предел прочности при растяжении 60 тыс. Фунтов на квадратный дюйм (414 МПа)
Если вы хотите узнать эквивалентные марки других стандартов, обратитесь к эквивалентным маркам серого чугуна и высокопрочного чугуна.
2. Требования к размерам
Отливки должны соответствовать размерам или чертежам, предоставленным покупателем. Если чертеж отсутствует, он должен соответствовать предполагаемому размеру оборудования для моделирования, предоставленного покупателем.
Обычно покупатель предоставляет 3D-чертежи и 2D-чертежи. Инженерные 3D-чертежи сделают выкройки более точными. На двухмерном инженерном чертеже будут представлены подробные допуски на размеры и требования к обработке. Следовательно, это позволит избежать путаницы и недоразумений, а чертежи являются единственным стандартом для размеров.
Если у покупателя нет чертежа, он должен предоставить оригинал образца. Наш Yide Casting может сканировать образцы в трехмерные инженерные чертежи, поэтому размер образцов станет стандартом. Проблема в том, что литейный завод должен спросить у покупателя допуски основных размеров, потому что образец не может показать диапазон допусков на чертеже.
3. Требования к качеству и дефектам
На поверхности отливки не должно быть видимого песка, окалины, трещин и термических трещин.
Если не получено письменное разрешение покупателя, ремонт не должен производиться с помощью каких-либо соединений или сварки.
Как правило, у литейного производства должно быть достаточно опыта для устранения дефектов. Однако при обнаружении дефекта литейный завод должен обсудить с покупателем возможность устранения утечек и сварки.
Для металлических отливок дефекты на поверхности и внутренних участках неизбежны, поэтому для литейного производства важно проводить проверки качества и своевременно общаться с клиентами. Если вы хотите узнать, как выглядят дефекты литья, обратитесь к статье Yide Casting: Фотографии дефектов литья.
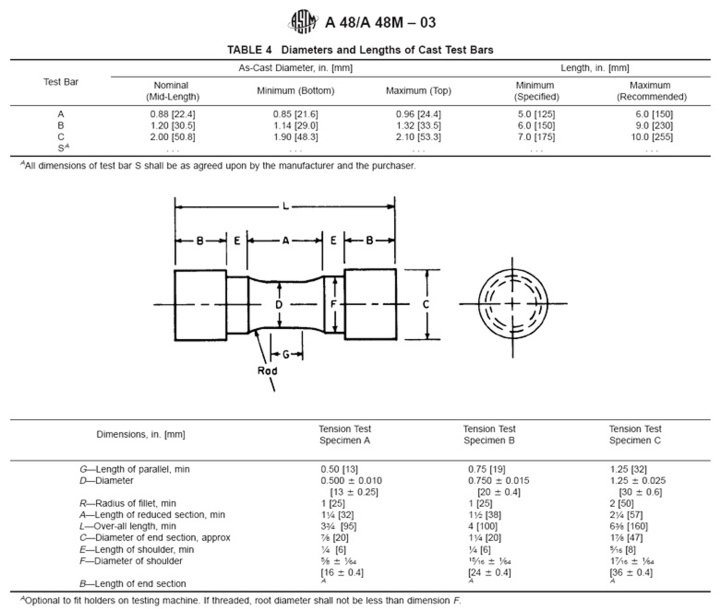
4. Литые испытательные стержни
Испытательный стержень должен быть независимой отливкой из той же партии, что и репрезентативная отливка, и иметь размеры, указанные в таблице 4. Вы можете оставить запас для разумной осадки шаблона в пределах диапазона допусков, показанного в таблице 4. Испытательные стержни A, B и C – все стандартные испытательные стержни в форме простых цилиндров. Испытательный стержень S является специальным и предназначен для использования там, где стандартный стержень не подходит.
5. Особые требования
Если между производителем и покупателем будет достигнуто письменное соглашение, отливка, возможно, должна будет отвечать особым требованиям в отношении твердости, химического состава, микроструктуры, герметичности, радиографической устойчивости, размера, качества поверхности и т. Д.
Это означает, что покупатели могут при необходимости попросить больше. ASTM A48 является стандартом только для основных механических свойств серого чугуна. Если у покупателя есть вышеперечисленные особые требования, он должен вначале сообщить об этом производителю.
6. Механические свойства отливок из серого чугуна.
Серые чугуны марок 20, 25, 30 и 35 имеют отличную обрабатываемость, высокую демпфирующую способность, низкий модуль упругости и относительно простое производство.
Серые чугуны сортов 40, 45, 50, 55 и 60, как правило, труднее обрабатывать, имеют более низкую демпфирующую способность, более высокий модуль упругости и более трудны в производстве.
Более высокий сорт означает более высокую прочность на разрыв, более высокую твердость, более высокую цену и сложность производства, поэтому вы должны знать, какой сорт материала подходит или достаточен для вашего проекта, без необходимости добиваться самого высокого качества.
Yide casting – ведущий литейный завод в Китае, специализирующийся на литье и механической обработке чугуна, может удовлетворить различные требования к вашим литейным продуктам. Если вы ищете опытного литейного производства, пожалуйста, свяжитесь с нами для получения более подробной информации.