
Gri Demir Dökümler için ASTM A48 Standardı
Gri Demir Dökümler için ASTM A48 Standardı
ASTM A48 / A48M Gri Dökümler için Standart Şartname, Sınıf No. 20, 25, 30, 35, 40, 45, 50, 55, 60 dahil kaliteler.
Sınıf No. 20 A, 20 B, 20 C, 20 S,
Sınıf No. 25 A, 25 B, 25 C, 25 S,
Sınıf No. 30 A, 30 B, 30 C, 30 S,
Sınıf No. 35 A, 35 B, 35 C, 35 S,
Sınıf No. 40 A, 40 B, 40 C, 40 S,
45 A, 45 B, 45 C, 45 S,
Sınıf No. 50 A, 50 B, 50 C, 50 S,
Sınıf No. 55 A, 55 B, 55 C, 55 S,
Sınıf No. 60 A, 60 B, 60 C, 60 S.
Bu spesifikasyon, esas olarak çekme mukavemeti için kullanılan genel mühendislik gri demir dökümlerini kapsar. Dökümler, ayrı ayrı dökülen test çubuklarında dökme demirin çekme mukavemetine göre sınıflandırılır.
1. Çekme Mukavemeti için Gereksinimler
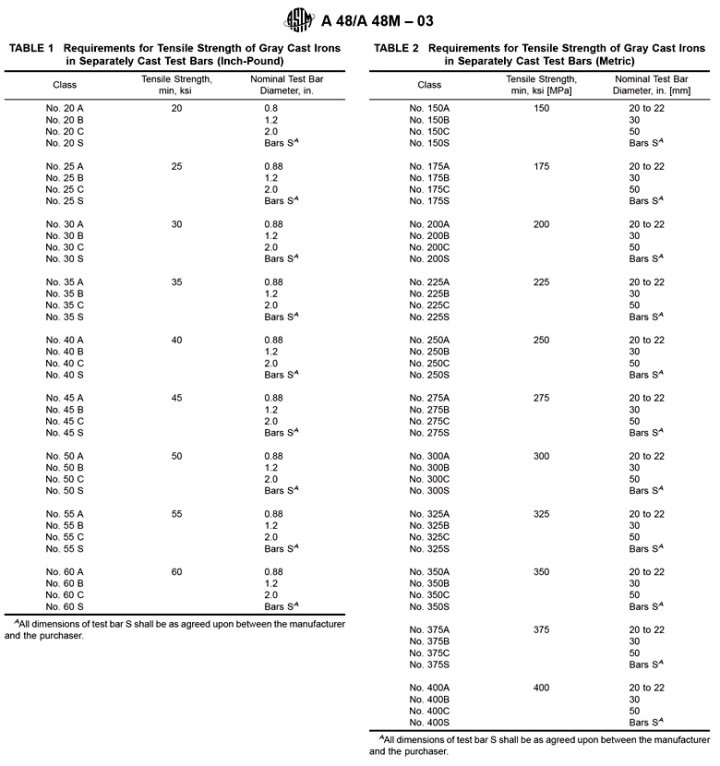
Yukarıdaki çizelgede, her malzeme sınıfının kendi minimum çekme mukavemeti değeri olan ksi’yi gerektirdiğini görebilirsiniz. Bu, çekme mukavemetinin gri demir dökümler için en önemli özellik olduğu anlamına gelir.
Ancak dökümhane için A, B, C, S malzeme kalitelerinin yazılmasına gerek yoktur. Çünkü A, B, C ve S yalnızca test çubuğu için gereksinimlerdir.
Örneğin, bir dökme demir tesisi için ASTM A48 Class 20, minimum değer anlamına gelen yeterince ayrıntılı olacaktır. Gri dökme demirin çekme dayanımı 20 ksi’den (138 Mpa) yüksek olmalıdır.
ASTM A48 Sınıf 20: Min. Çekme Dayanımı 20 ksi (138 Mpa)
ASTM A48 Sınıf 25: Min. Çekme Dayanımı 25 ksi (172 Mpa)
ASTM A48 Sınıf 30: Min. Çekme Dayanımı 30 ksi (207 Mpa)
ASTM A48 Sınıf 35: Min. Çekme Dayanımı 35 ksi (241 Mpa)
ASTM A48 Sınıf 40: Min. Çekme Dayanımı 40 ksi (276 Mpa)
ASTM A48 Sınıf 45: Min. Çekme Dayanımı 45 ksi (310 Mpa)
ASTM A48 Sınıf 50: Min. Çekme Dayanımı 50 ksi (345 Mpa)
ASTM A48 Sınıf 55: Min. Çekme Dayanımı 55 ksi (379 Mpa)
ASTM A48 Sınıf 60: Min. Çekme Dayanımı 60 ksi (414 Mpa)
Diğer standartların eşdeğer kalitelerini öğrenmek istiyorsanız, lütfen gri demir ve sfero dökümün eşdeğer kalitelerine bakın.
2. Boyut Gereksinimleri
Dökümler, alıcı tarafından sağlanan boyutlara veya çizimlere uygun olmalıdır. Çizim yoksa, alıcı tarafından sağlanan model ekipmanının öngörülen boyutuna uygun olacaktır.
Genellikle alıcı, 3D çizimler ve 2D çizimler sağlamalıdır. 3B mühendislik çizimleri, kalıpları daha doğru hale getirecektir. 2D mühendislik çizimi, ayrıntılı boyut toleransları ve işleme gereksinimleri sağlayacaktır. Bu nedenle, bu, karışıklığı ve yanlış anlaşılmayı önleyecektir ve çizimler, boyutlar için tek standarttır.
Alıcının çizimi yoksa orijinal bir numune sunmalıdır. Yide Casting, numuneleri 3D mühendislik çizimlerine tarayabilir, böylece numunelerin boyutu standart hale gelecektir. Sorun şu ki, döküm dökümhanesi alıcıdan anahtar boyutların toleransını istemelidir, çünkü numune çizimde tolerans aralığını gösteremez.
3. Kalite ve Kusur Gereksinimleri
Döküm yüzeyinde görünür kum, tufal, çatlak ve termal çatlak olmamalıdır.
Alıcının yazılı izni alınmadıkça, herhangi bir ekleme veya kaynak yöntemiyle onarım yapılmayacaktır.
Genel olarak, dökümhane kusurlarla başa çıkmak için yeterli deneyime sahip olmalıdır. Bununla birlikte, bir kusur olduğunda, dökümhane, kaçak tıkama ve kaynak yapılıp yapılamayacağını teyit etmek için alıcı ile görüşmelidir.
Metal dökümler için yüzey ve iç alanlardaki kusurlar kaçınılmazdır, bu nedenle dökümhanenin kaliteli denetimler yapması ve müşterilerle zamanında iletişim kurması esastır. Döküm kusurlarının görünümünü bilmek istiyorsanız, lütfen Yide Casting’in makalesine bakın: Döküm kusurlarının fotoğrafları.
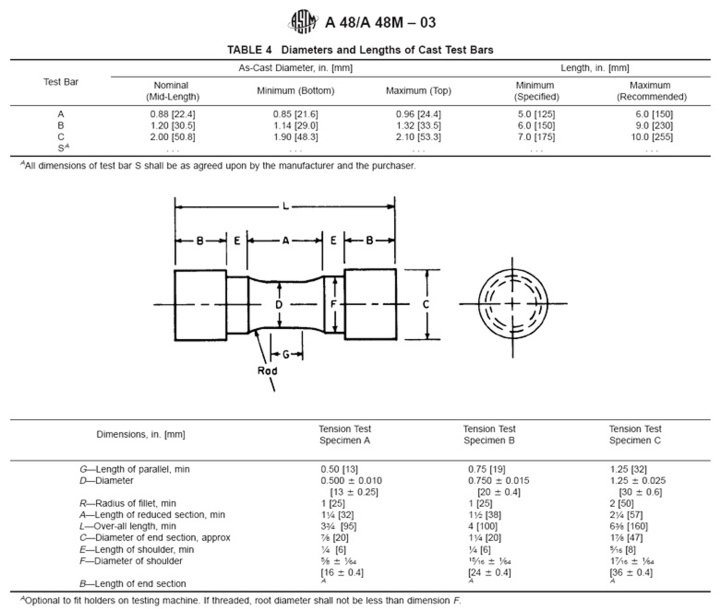
4. Döküm Test Çubukları
Test çubuğu, temsili döküm ile aynı partiden bağımsız bir döküm olmalı ve Tablo 4’te gösterilen boyutlara sahip olmalıdır. Tablo 4’te gösterilen tolerans aralığında makul bir şablon draftı için bir marj bırakabilirsiniz. Test çubukları A, B. ve C’nin tümü basit silindir şeklindeki standart test çubuklarıdır. Test çubuğu S özeldir ve standart çubuğun tatmin edici olmadığı durumlarda kullanılmak üzere tasarlanmıştır.
5. Özel Gereksinimler
Üretici ve alıcı arasında yazılı bir anlaşmaya varılırsa, dökümün sertlik, kimyasal bileşim, mikro yapı, basınç sızdırmazlığı, radyografik sağlamlık, boyut, yüzey kalitesi vb. ile ilgili özel gereksinimleri karşılaması gerekebilir.
Bu, alıcıların gerekirse daha fazlasını isteyebileceği anlamına gelir. ASTM A48, yalnızca gri dökme demirin ana mekanik özellikleri için standarttır. Alıcı yukarıda belirtilen özel gereksinimlere sahipse, üreticiyi en baştan bilgilendirmelidir.
6. Gri Dökümlerin Mekanik Özellikleri
20, 25, 30 ve 35 kalite gri dökme demirler mükemmel işlenebilirliğe, yüksek sönümleme kapasitesine, düşük elastisite modülüne ve nispeten kolay imalata sahiptir.
40, 45, 50, 55 ve 60 kalite gri dökme demirlerin işlenmesi genellikle daha zordur, daha düşük sönümleme kapasitesine, daha yüksek elastisite modülüne sahiptir ve üretilmesi daha zordur.
Daha yüksek kalite, daha yüksek çekme mukavemeti, daha yüksek sertlik, daha yüksek fiyat ve üretim zorluğu anlamına gelir, bu nedenle en yüksek kaliteyi takip etmek zorunda kalmadan projeniz için hangi malzeme kalitesinin uygun veya yeterli olduğunu bilmelisiniz.
Yide döküm, Çin’in önde gelen döküm dökümhanesidir, demir döküm ve işleme konusunda uzmanlaşmıştır, döküm ürünlerinizin gereksinimlerini karşılayabilir, deneyimli demir dökümhanesi arıyorsanız, daha fazla bilgi için lütfen bizimle iletişime geçmekten çekinmeyin.








Leave a Reply
Want to join the discussion?Feel free to contribute!