How to Clean Gas Stove Burner Holes
How to Clean Gas Stove Burner Holes
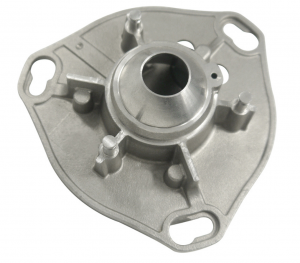
Gas burners are also called stove burners or gas stove burners, produced by brass casting or iron casting. As a leading iron foundry in China, Yide casting has rich experience in iron casting, we provide quality brass cast gas stove burner and iron cast gas stove burner, producing gas burners in China for many years. Therefore, we have always wanted to write an article for buyers to understand all the issues related to gas burners.




Applications
The gas burner is a gas combustion device, which makes gas and air enter the combustion zone separately or mixed to achieve stable combustion. Fuel gas includes acetylene, natural gas or propane. Gas burners are widely used in residential and industrial fields, from ordinary kitchen stoves to hospitals, restaurants, outdoor grills, industrial stoves and boilers.
Types
There are hundreds of types of gas burners. We only list some of them, such as portable stoves, outdoor gas stoves, natural gas stoves, propane gas stoves, burners, large stoves, small stoves, star stoves, single stoves, rectangular stoves, frying boilers, camping gas stoves, double Gas stove, fireplace gas stove, portable gas stove, LP gas stove, commercial gas stove, butane gas stove, etc.
Materials
According to our experience, most gas burners will use gray cast iron ASTM A48 Class20 or Class30, but Class35 is rarely used. Why, because small fire-proof holes need to be processed, so if the hardness of the material is too high, it will be difficult to drill. You can’t compare these holes with other ordinary holes, and it will be more difficult to drill holes in small buttons. Moreover, the strength of class20 should be sufficient for the application.
If you want to learn more about the degree of these materials through other standards (such as Germany, Japan, United Kingdom, or ISO), please check the material comparison of gray cast iron here.
1.ASTM A48 grade 20 is equal to GG15, HT150, FC150, ISO150.
2. ASTM A48 Class 30 is equal to GG20, HT200, FC200, ISO200.
3. ASTM A48 Class 35 is equal to GG25, HT250, FC250, ISO250.
Some buyers may choose a higher degree to obtain stronger parts, and we do not recommend that you do this. The higher the degree, the more difficult the production, the higher the defective rate, and the higher the cost. As for the gas burner, too high tensile strength is not required.
Casting Process
Based on our experience, we recommend using two casting processes to produce gas burners. One is green sand as the outer shell and resin sand as the core. We make the core through the shell molding process, which means that we first make a pre-coated resin sand core, and then use ordinary floor molding with green sand to produce the shell. By the way, the inner surface is good and the outer surface is normal. This process can meet your requirements with the lowest production cost. Of course, green sand must be very fine, ordinary coarse sand is not acceptable.
The other process is to manufacture the shell and core through the pre-coated resin sand and shell molding process. By the way, the inner and outer surfaces are good, but the production cost is higher. Therefore, the buyer should choose the appropriate casting process according to the specific application.
Processing
The only problem with gas burner processing is the processing of exhaust holes. Sometimes, there are dozens to hundreds of fire-proof holes on the gas burner. They need to drill. If you fail to drill one of them, the gas burner will malfunction, so it is not easy to drill according to your ideas. The Dandong Foundry used several small drilling machines for drilling. Several workers are responsible for drilling these small holes every day.
Mode
As for the mold of the gas burner. According to our experience, we recommend using iron molds to make resin cores and aluminum molds to make gas burner shells. However, in order to obtain a better external surface quality, resin sand should be considered for the shell, and then iron patterns must be used as the shell. All in all, the gas burner must have a metal pattern.
Surface Coating
There are several types of surface coatings for gas burners. One is black heat-resistant paint, the other is normal black paint, which is cheaper than a heat-resistant air cushion, and the third paint uses anti-rust oil. Heat-resistant coatings are the most expensive coatings, from about US$0.23 to US$0.25/kg. If your gas burner weighs 1kg, the price of its heat-resistant paint is about 0.23 to 0.25 USD/pcs.
Supplier
Although many iron foundries can produce gas burners, not everyone can produce gas burners at a low price, and the production efficiency is high. This is mainly because they should use fine sand and should have experience in drilling many small holes. Most importantly, extreme care should be taken during casting, cleaning and machining. Any hasty operation will lead to malfunction. Therefore, it is difficult to find a good gas burner supplier.
Price
The price of a gas burner is mainly related to the unit weight (especially the weight of the blank casting), the number of exhaust holes, the complexity of the structure and the surface quality of the outer surface.
Defects
The main defects of gas stove heads are blisters on the surface (baths with a diameter of 2mm and a depth of 1mm are usually allowed), damage to the vent holes, and dirty surfaces with sand. Please note that welding is not allowed under normal circumstances, because the stove burner should be airtight.
Yide casting is a professional casting manufacturer, focuses on manufacturing top quality ductile cast iron, grey cast iron, cast steel, brass casting, bronze casting for our customers since 1993. In addition, Yide casting also keeps a top passion for advanced technology in the gas stove burners casting. If you are looking for a stove burner foundry, please don’t hesitate to contact us,